Изобретение относится к области сварки и может быть использовано для приварки крепежных деталей (болтов, шпилек, штифтов и т.п.) к различным изделиям при изготовлении кузовов автомобилей, шкафов управления, корпусов приборов и оборудования на предприятиях различных отраслей промышленности.
Известен способ электродуговой приварки шпилек, включающий возбуждение вспомогательной дуги между шпилькой и изделием при подъеме шпильки, перемещение шпильки по направлению к изделию, возбуждение основной дуги между изделием и торцом шпильки, погружение шпильки в ванну жидкого металла, образовавшуюся на поверхности изделия, причем в процессе перемещения шпильки по направлению к детали измеряют падение напряжения в дуговом промежутке вспомогательной дуги, из полученного значения вычитают сумму падений напряжений в контакте шпилька-деталь и в момент, когда рассчитанная разность составит 10-90% от первоначально полученного падения напряжения, начинают разряжать конденсатор [1].
В этом способе электродуговой конденсаторной приварки величина энергии, которая должна выделиться в дуговом промежутке заранее, задается величиной напряжения зарядки конденсаторов. Зажигания основной сварочной дуги (разряд конденсаторов) происходит при достижении требуемого значения падением напряжения на вспомогательной дуге, которое контролируется системой управления. При этом процесс разряда конденсаторов носит неуправляемый характер, и величина реального тепловложения не регулируется.
Известен способ управления процессом сварки болтов, предусматривающий выдачу в течение общего рабочего цикла положения держателя болтов в устройство управления, где сравнивается с заданной зависимостью пути от времени, после чего разностный сигнал управляет подъемным магнитом, что при высвобождении пружины последний тормозит держатель при соблюдении заданного соотношения [2]. При сжатии болта можно сохранить заданную длину сварочной дуги с помощью датчика положения независимо от допусков болта.
В этом способе контролируемым параметром является величина перемещения подвижного штока пистолета с закрепленным на нем держателем болтов. Это позволяет стабилизировать длину дугового промежутка (т.е. напряжение дуги) и время горения дуги независимо от колебаний длины привариваемых болтов. Однако величина энергии сварки (ток дуги, напряжение, время) задается заранее и в процессе сварки не регулируется. На истинное значение энергии в процессе сварки могут повлиять различные возмущения, например, изменение контактных сопротивлений на различных участках сварочного контура.
Известен способ приварки болтов, предусматривающий регистрацию перед началом сварки и подводом болтов к сварочной головке типичных для болта параметров, таких как длина и/или диаметр наконечника зажигания, конус головки болта, диаметр и материал болта, и запоминание их с возможностью опроса на вспомогательном устройстве, закрепленном на болте или непосредственно на болте, опрос указанных параметров перед подачей болта, считывание их в устройстве управления сваркой, расчет и установку в нем на основании этих параметров необходимых для каждого болта и исходного материала переменных параметров и управление соответствующим образом процессом сварки [3]. В этом способе параметры сварки, такие как напряжение заряда сварочных конденсаторов, энергия сварки и скорость погружения болта, устанавливают, и при необходимости корректируют с помощью электронного устройства, обеспечивая получение качественного результата сварки.
Этот способ электродуговой конденсаторной сварки направлен на повышение качества сварки за счет исключения субъективных ошибок операторов сварочных установок при оценке условий сварки и выборе исходных параметров процесса. Комбинация параметров для каждого случая сварки выбирается из банка данных системы управления установкой. Реальное значение энергии, выделяющейся в дуговом промежутке, при этом не оценивается и не корректируется.
Известен способ дугоконтактной приварки крепежных деталей к изделию, включающий возбуждение дуги между деталью и изделием при подъеме детали, образование ванны жидкого металла и перемещение детали до контакта с поверхностью изделия с одновременным приложением давления, причем после возбуждения предварительной сварочной дуги производят измерение напряжения дуги, а после возбуждения основной сварочной дуги производят измерение тока дуги, времени сварки и времени опускания болта, полученные данные заносятся в память управляющего контроллера, после окончания цикла сварки они сравниваются с заранее установленными предельными значениями и по результатам сравнения выдается заключение о правильности прохождения цикла сварки [4].
В этом способе цикл сварки осуществляется путем отработки заранее заданных параметров сварки (ток, напряжение, время сварки), значение которых в течение цикла сварки неизменно. В случае необходимости изменение параметров для проведения следующего цикла сварки осуществляется оператором вручную, с помощью органов управления установкой. Прошедший цикл сварки считается удовлетворительным, т.е. обеспечивающим условия получения сварного соединения удовлетворительного качества, если все контролируемые параметры не вышли за свои предельно допустимые значения.
В этом способе сварки качество сварного соединения оценивается после завершения процесса. Параметры режима определяются исходя из субъективной оценки оператором условий проведения сварки и во многом зависят от опыта и квалификации оператора. В течение же самого процесса тепловложение дуги не оценивается и не регулируется.
Известен способ дугоконтактной приварки крепежных деталей, включающий возбуждение дуги между изделием и деталью при подъеме последней, образование ванны жидкого металла и перемещение детали до контакта с поверхностью изделия с одновременным приложением давления, причем после возбуждения сварочной дуги производят измерение напряжения и тока сварки, которые используют для определения мгновенной мощности и оценки количества энергии, выделяющейся в дуговом промежутке, затем сравнивают его с заранее определенным значением, вырабатываемым системой управления процессом, и при получении рассогласования производят корректировку параметров с доведением значения энергии до номинального [5].
В данном способе величина энергии является лишь одним из регистрируемых параметров, позволяющих после окончания процесса оценивать его стабильность и в определенной степени прогнозировать качество сварного соединения.
Предлагаемым изобретением решается задача поддержания качества сварных соединений в условиях действия различных возмущений: колебаний напряжения сети, колебаний сварочного тока из-за изменения длины дуги и т.д. за счет поддержания в установленных пределах тепловой мощности дуги и, следовательно, размеров сварочной ванны, что позволяет обеспечить стабильность размеров сварного шва и, следовательно, прочностных свойств сварного соединения.
Для решения названной задачи в предлагаемом способе дугоконтактной приварки крепежных деталей, включающем возбуждение дуги между деталью и изделием при подъеме детали, образование ванны жидкого металла и перемещение детали до контакта с поверхностью изделия с одновременным приложением давления, причем после возбуждения дуги производят измерение напряжения и тока сварки, которые используют для определения мгновенной мощности и оценки количества энергии, выделившейся в дуговом промежутке, затем сравнивают его с заранее определенным значением, вырабатываемым системой управления процессом, и при получении рассогласования производят корректировку параметров с доведением значения энергии до номинального.
Корректировку процесса можно производить или изменением времени горения дуги при неизменном токе сварки, или изменением тока сварки.
Дополнительное определение интегрированного значения мгновенной мощности позволяет применить простой метод оценки энергетических параметров процесса сварки. Слежение за тепловой мощностью дуги, в отличие от слежения за раздельными параметрами (током и напряжением), позволяет точнее оценивать их результирующее воздействие на процесс формирования сварочной ванны.
Сравнение интегрированного значения мгновенной мощности с пороговым для данной комбинации "диаметр детали - толщина листа" значением, достаточным для формирования сварочной ванны, и выдачей сигнала на завершение цикла сварки дает возможность получать данные о необходимости завершения процесса сварки. Выключение сварочного тока через некоторый промежуток времени после поступления сигнала о коротком замыкании обеспечивает гарантированное погружение крепежной детали в сварочную ванну до момента начала ее кристаллизации и тем самым обеспечивает качество сварного соединения.
Производство корректировки процесса сварки при получении сигнала рассогласования вышеуказанных значений с доведением значений энергии сварки до номинальных обеспечивает оптимальность проведения процесса сварки.
Производство корректировки процесса изменением времени горения дуги при неизменном токе сварки дает возможность упростить систему управления процессом приварки.
Производство корректировки процесса изменением тока сварки дает возможность быстрее компенсировать отклонения от нормального течения процесса сварки.
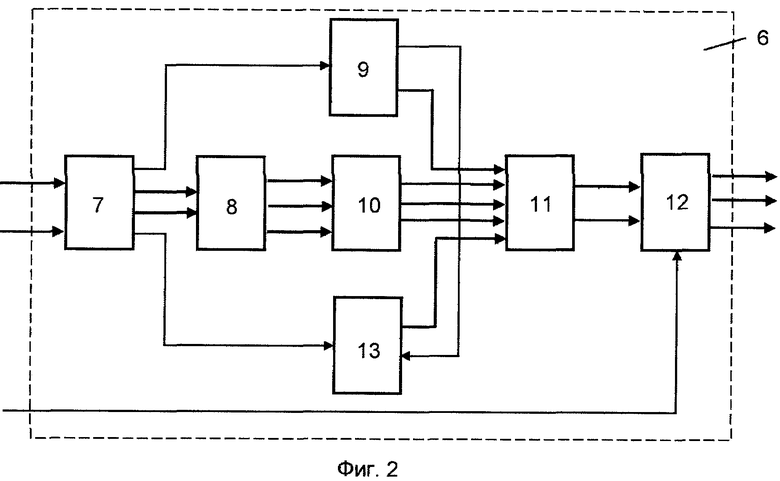
Предлагаемый способ поясняется чертежами, на которых изображены: на фиг. 1 - электрическая блок-схема сварочной установки, на фиг.2 - электрическая блок-схема системы управления.
На схеме установки (фиг.1) показаны блок 1 тиристорных ключей, сварочный трансформатор 2, управляемый выпрямитель 3, датчик 4 тока и напряжения, сварочный пистолет 5 с управляемым электромагнитом, при этом выходы датчика 4 тока и напряжения и сварочного пистолета 5 присоединены к входу блока 6 электроники, а выходы последнего присоединены к входам блока 1 тиристорных ключей и управляемого выпрямителя 3.
Блок 6 (фиг.2) электроники содержит двухканальный предварительный усилитель 7, один выход которого подключен к устройству 8 интегрирования и перемножения, второй - к датчику 9 короткого замыкания, третий - к таймеру 13, вход которого также подключен к датчику 9 короткого замыкания. Выходы устройства 8 интегрирования и перемножения подключены к устройству 10 сравнения, а последний вместе с выходами датчика 9 короткого замыкания и таймера 13 подключен к блоку 11 логического сравнения, выходы которого подключены к блоку 12 ключей.
Датчик 9 короткого замыкания выполнен на компараторе. В устройстве 8 интегрирования и перемножения функция интегрирования осуществляется с использованием интегрирующих микросхем на базе операционных усилителей, а функция аналогового перемножения выполнена с использованием интегральных схем перемножения типа К525ПС2А. Устройство 10 сравнения выполнено на компараторах. Блок 11 логического сравнения выполнен на логических микросхемах.
Способ осуществляется следующим образом. Деталь, например болт, шпилька и т. п., устанавливают в держателе, жестко связанном с электромагнитным механизмом подъема и осадки пистолета 5. Пистолет 5 устанавливают на изделие, при этом головку детали упирают в изделие. Блок 6 электроники, после получения сигнала "СТАРТ" с пистолета 5, производит включение тока в сварочной цепи и одновременно подъем детали над изделием. В промежутке возбуждается сначала предварительная, а затем и основная сварочная дуга. Далее система управления с помощью датчика 4 тока и напряжения производит измерение тока и напряжения сварки в период горения основной дуги. Полученные сигналы усиливаются предварительным усилителем 7 и поступают на датчик 9 короткого замыкания, на устройство отсчета времени 13, на устройство 8 интегрирования и аналогового перемножения.
Далее проинтегрированные сигналы тока, напряжения и мощности поступают на устройство 10 сравнения, в котором компараторами производится сравнение этих сигналов с зарание рассчитанными значениями для данной комбинации "деталь - толщина листа" значениями, которые получают от встроенных источников опорного напряжения. После сравнения устройство 10 сравнения выдает дискретные сигналы на блок 11 логического сравнения, в котором производится оценка соответствия полученных дискретных сигналов (мощности, времени, момента короткого замыкания) заданному алгоритму работы системы управления. При получении сигнала от устройства 10 сравнения о достижении мощностью порогового значения блок 11 выдает сигнал блоку 12 ключей на отключение электромагнитной катушки пистолета 5 и опускание крепежной детали в сварочную ванну. При получении сигнала о превышении допустимого значения времени сварки выдается сигнал о выключении установки и с некоторой задержкой сигнал на отключение электромагнита,
Система 6 управления фиксирует момент гашения дуги (короткое замыкание детали со сварочной ванной) с помощью датчика 9 короткого замыкания и выдает сигнал на выключение через некоторый промежуток времени сварочного тока.
Пример. Приваривают крепежную деталь - болт М6 длиной 22 мм, с диаметром головки 7 мм, из стали 10 к изделию, в качестве которого используют щиток передка шасси автомобиля ВАЗ-2110 с толщиной стенки 0,9 мм.
Сварка этой детали производилась с использованием переносной установки дугоконтактной сварки на следующих режимах: сварочный ток 630 А, напряжение дуги 27 В, время сварки 25 мс, производительность 15 шт./мин.
Качество сварки болтов оценивалось с помощью испытания многократным изгибом на угол 45o относительно оси болта. Сварное соединение считается качественным, если происходит вырыв болта из листа по диаметру литого ядра, при этом, диаметр вырыва должен составлять не менее 80% диаметра болта.
В процессе испытания происходил вырыв литого ядра из листа. Диаметр вырыва составил 6,2 мм, что удовлетворяет требованиям к качеству сварного соединения.
Источники информации
1. Заявка Японии 2-60435, кл. В 23 К 9/20, 9/22, 1990 г.
2. Заявка Германии 4307325, кл. В 23 К 9/20, 1996 г.
3. Заявка Германии 4236527, кл. В 23 К 9/20, 9/095, 1994 г.
4. Установка NTR 800G ф. "TRW Nelson"( Германия).
5. WO 82/03033 A1, B 23 K 9/20, 16.09.1982 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МНОГОДУГОВОЙ СВАРКИ ЛИСТОВЫХ СВАРНЫХ ЗАГОТОВОК | 2011 |
|
RU2497644C2 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ НАПЛАВКИ ДЕТАЛЕЙ ВРАЩЕНИЯ | 2000 |
|
RU2164845C1 |
| УСТРОЙСТВО ДЛЯ ВЫСОКОТЕМПЕРАТУРНОЙ ЭЛЕКТРОДУГОВОЙ ПАЙКИ И ПИСТОЛЕТ ДЛЯ ПАЙКИ | 2015 |
|
RU2607508C1 |
| Способ конденсаторной приварки шпилек | 1985 |
|
SU1535688A1 |
| СПОСОБ ЗАЖИГАНИЯ ДУГИ ПРИ РУЧНОЙ ДУГОВОЙ СВАРКЕ | 2022 |
|
RU2788784C1 |
| Аппарат для тавровой приварки стержней | 1990 |
|
SU1757817A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТРЕХФАЗНОЙ ДУГОЙ И УСТРОЙСТВО ДЛЯ ДУГОВОЙ СВАРКИ | 2012 |
|
RU2548542C2 |
| СПОСОБ ДУГОВОЙ СВАРКИ С КОРОТКИМИ ЗАМЫКАНИЯМИ В СРЕДЕ ЗАЩИТНЫХ И ИНЕРТНЫХ ГАЗОВ | 2023 |
|
RU2804561C1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| СПОСОБ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ | 2018 |
|
RU2710090C1 |
Изобретение может быть использовано при изготовлении кузовов автомобилей, корпусов приборов и оборудования. После возбуждения сварочной дуги производят измерение напряжения и тока сварки для определения мгновенной мощности и оценки количества энергии, выделяющейся в дуговом промежутке. После образования ванны жидкого металла перемещают деталь до контакта с поверхностью изделия с одновременным приложением давления. При получении рассогласования с заранее определенными значениями производят корректировку параметров с доведением значения энергии до номинального. Дополнительно определяют интегрированное значение мгновенной мощности и это значение сравнивают с пороговым для данной комбинации "диаметр детали - толщина листа". Выдают сигнал на завершение цикла сварки. Сварочный ток выключают через некоторый промежуток времени после поступления сигнала о коротком замыкании. Способ обеспечивает поддержание качества сварных соединений в условиях действия различных колебаний режима. 2 з.п. ф-лы, 2 ил.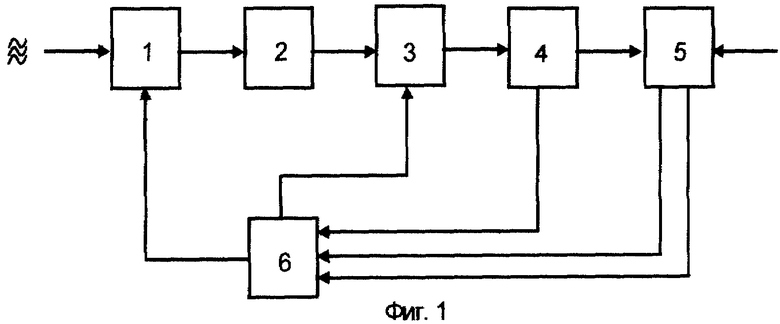
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
| 0 |
|
SU241575A1 | |
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОЦЕССА ДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1993 |
|
RU2098246C1 |
| МАШИНА ДЛЯ ПРИВАРКИ СТЕРЖНЯ К ПЛАСТИНЕ | 1991 |
|
RU2030978C1 |
| US 4503310, 05.03.1985 | |||
| DE 4006071 А1, 29.08.1991 | |||
| DE 4236507 А1, 05.05.1994. | |||

