Известные пистолеты для сварки под слоем флюса с роторным двигателем, выполненным по типу пневматических двигателей, и прижимным роликом для подачи электродной проволоки не обеспечивают надежного прижима электродной проволоки и имеют значительные габариты, что не позволяет использовать их для сварки в труднодоступных местах.
В оггисываемом пистолете достигается существенное улучшение указашгых недостатков. Это обеспечивается благодаря выполнению прижимного ролика из двух дисков и применению разрезного кольца, помещенного между ними, диаметр которого может изменяться.
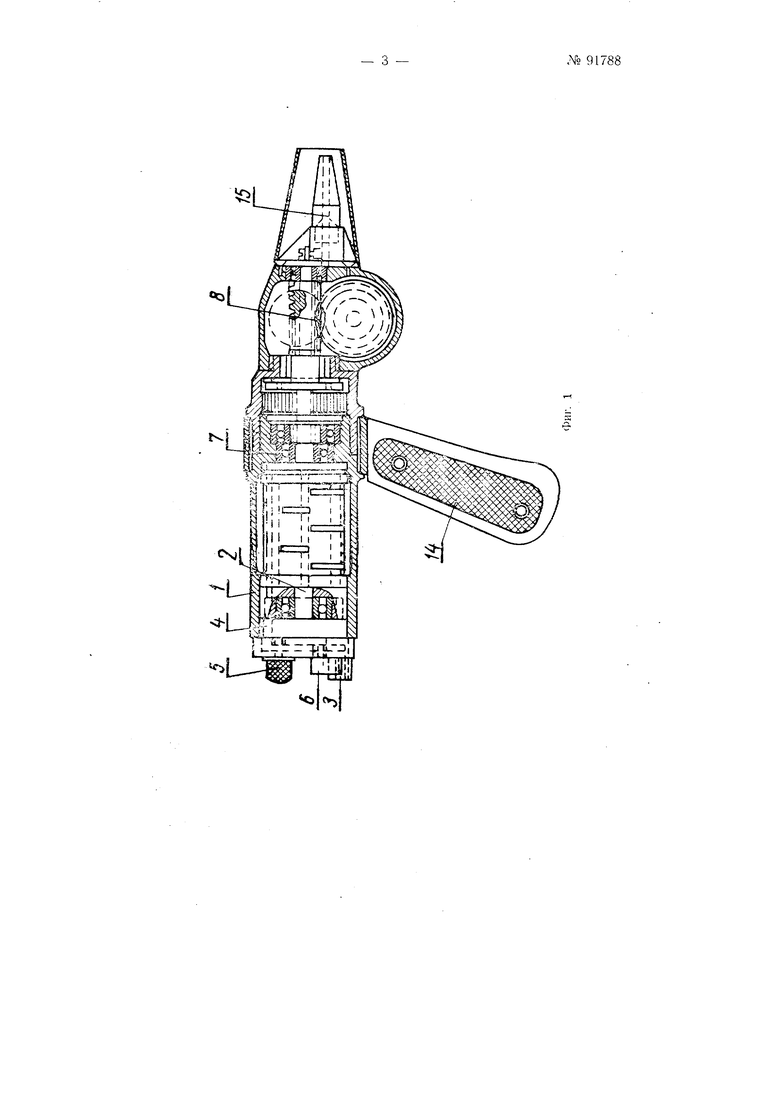
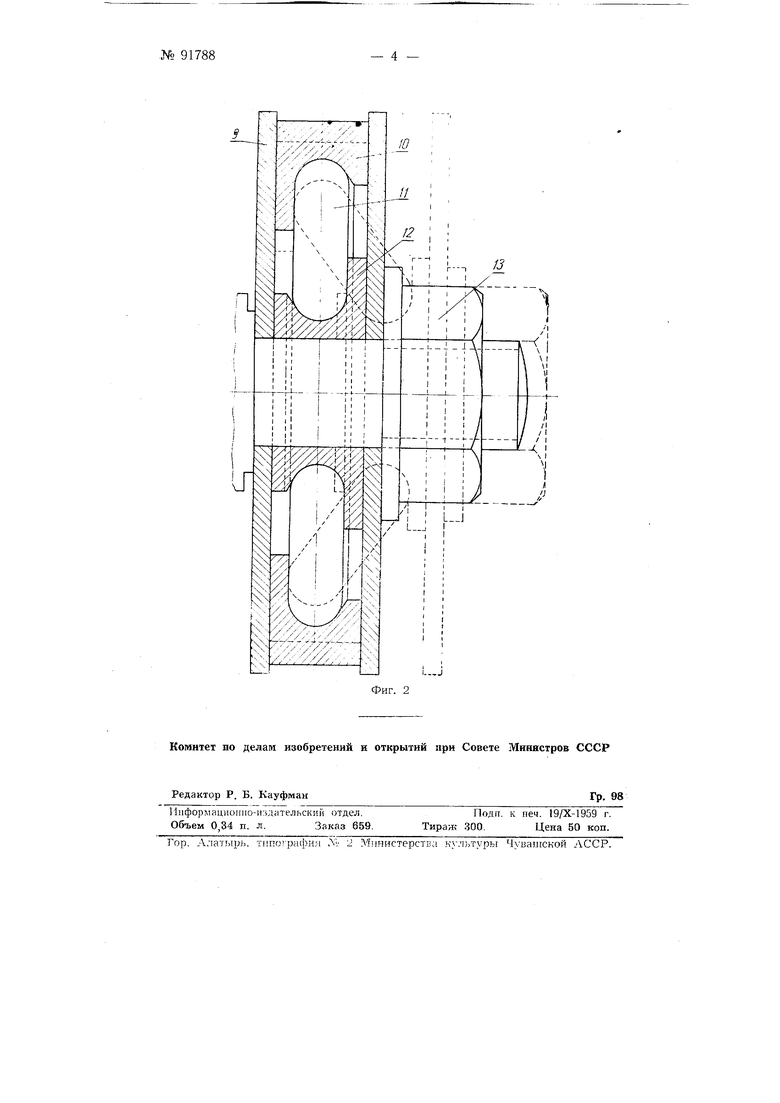
На фиг. 1 изображен продольный разрез описываемого пистолета; па фиг. 2-узел установки подающего и прижимного роликов.
В этом пистолете в качестве привода используется воздушный роторный двигатель, работающий от заводской магистрали сжатого воздуха при давлении 5 атм.
Конструктивно роторный двигатель представляет собой цилиндри.ческий силуминовый корпус 1, в котором врап1ается стальной ротор 2 с четырьмя текстолитовыми лопастями.
Подвод B037iyxa к турбиЕ1ке производится через штуцер 3, укрепленный на панели управления 4. прикрепленной к корпусу тчрбинки.
В панели управления вмонтированы кран 5 для плавной регулировки оборотов турбинки, пусковой клапан с рычагом, связанным с ручкой автомата (на чертеже не показан), и ютуцер 6 для подвода электродной нроволоки и закрепления сварочного провода.
Между роторным двигателем и подающим роликом расположена передача, сосюяпдая из пл нетарного редуктора 7 и червячного редуктора 8.
Подающий ролик укрепляется на оси червячною колеса рецуктора 8. Для прижима электродной проволоки к подающему ролику служит прижимной ролик.
Л 91788 2 -
. J-. - lПрижимней родаК-состоит из двух стальных дисков 9 (фиг. 2) и установленного между ними разрезного стального кольца 10. К кольцу 10 нрикрепленьГ рычаги 11, опирающиеся на втулку 12, длина которых несколько болвше расстояния от втулки до кольца 10. Поэтому нри сжатии ролика завинчиванием крепежной гайки 13 стальныедиски 9 будут сдвигать рычаги-И в плоскость разрезного кольца 10, вызывая увеличение его диаметра.
Такая конструкция прижима достаточно надежна и не увеличивает габариты подающего механизма.
В рукоятке 14 полуавтомата смонтирован курок, который включает одновременно подачу воздуха и сварочный ток.
Пистолет предназначается для сварки по принципу постоян ;ой подачи электродной проволоки, которая сматывается с пластмассовой кассеты, подвешиваемой или устанавливаемой на подставке вблизи места сварки.
Пистолет может бьггь использован также для сварки двухметровы.м штучным электродом. В этом случае на пистолете необходимо смонтировать соответствующие подающие ролики и мундштук 15.
11 р е д м е т и 3 о б р е т е н и и
Пистолет для сварки нод слоем флюса с роторным двигателем но тину пневматических двигателей с прижимным роликом для подачи электродной проволоки, отличающийся тем, что с целью обеспечения надежпого прижима и уменьшения размеров подающего механизма, прнжимпой ролик состоит из двух дисков и разрезного кольца, помещенного между ними, причем к кольцу прикреплены рычаги, опирающиеся на втулку, связанную с осью ц сдвигаемые дисками в плоскости кольца для изменения диаметра разрезного кольца.
if5
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электродуговой приварки шпилек | 1956 |
|
SU105243A2 |
| ПИСТОЛЕТ ДЛЯ ДУГОВОЙ ПРИВАРКИ ШПИЛЕК | 1965 |
|
SU174298A1 |
| АВТОМАТ ДЛЯ ДУГОВОЙ СВАРКИ ПОД ФЛЮСОМ В ТРУДНОДОСТУПНЫХ МЕСТАХ | 1969 |
|
SU253275A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЭЛЕКТРОДНОЙ ПРОВОЛОКИ | 1991 |
|
RU2024369C1 |
| Устройство для подачи электродной проволоки | 1986 |
|
SU1388225A1 |
| Устройство Лебедева для подачи электродной проволоки | 1990 |
|
SU1722732A1 |
| Устройство для дуговой сварки плавящимся электродом | 1976 |
|
SU719841A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ МНОГОДУГОВОЙСВАРКИ | 1968 |
|
SU221873A1 |
| Автомат для сварки под флюсом | 1984 |
|
SU1180203A1 |
| Устройство для сборки и дуговой сварки металлоконструкций | 1978 |
|
SU789262A1 |