ел
tsD
00 Изобретение относится к метиллургии, в частности к способам горячего ремонта футеровки тепловых агрегатов. Известен способ ремонта футеров теплового агрегата путем нанесения огнеупорного порошка на футеровку, причем перед нанесением огнеупорного порошка и после футеровку про питывают жидким шлаком fll. Однако данный способ предусматривает остановку агрегата, при которой футеровка подвергается терми скому удару и может растрескаться. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ ремонта набивной футеровки тепловы агрегатов, преимущественно индук-ционных канальных печей, включающи частичный слив металла из печи, на несение огнеупорного покрытия на место разрушения футеровки, послед щую заливку места покрытия расплав ленным металлом C2J. Недостаток известного способа в том, что при прогревании после тор кретирования футеровки не предусмо рены выдержки при различных температурах, а также градиентное увеличение влажности покрытия в целью уменьшения термического удара и сохранения целостности футеровки Цель изобретения - обеспечение целостности набивной футеровки, а также уменьшение термического удар при нанесении покрытия, . Поставленная цель достигается тем, что согласно способу ремонта набивной футеровки тепловых агрега тов, преимущественно индукционных канальных печей, включающему частичный слив металла из печи, нанесение огнеупорного покрытия на место разрушения футеровки, последующую заливку места покрытия расплав ленным металлом, футеровку охлаждают со скоростью 50-60°С/ч до lOOO-SOO-C, а перед заливкой метал ла футеровку с нанесенным покрытием разогревают до ISOO-ISSO C со скоростью бО-70с/ч, осуществляя выдержки в течение 2-2,5 ч при 10501100°С и при конечной температуре разогрева. Кроме того, влажность нанесенного покрытия составляет от 3-5% на контакте с футеровкой с градиент ным увеличением до 12-15% на поверх ности покрытия. Способ осуществляют следующим образом. Из печи Постепенно сливают метал тем самым осуществляя охлаждение фу теровки со скоростью 50-60 С/ч до 1000-800 С, В печи оставляют металл (не менее 1/3 ее емкости ). На месте износа футеровки наносят, например торкретированием, покрытие - слой огнеупорной массы. При необходимости осуществляют наклон печи для освобождения от металла места износа футеровки. Для лучшего прилипания и спекания с футеровкой покрытие выполняют из нескольких небольших по толщине (20-25мм) слоев, при этом влажность первого наносимого слоя с целью уменьшения термического удара меньше следующего, т.е. влажность покрытия должна градиентно возрастать от 3-5% на кo7 тaктe с футеровкой до 12-15% на поверхности покрытия. После нанесения покрытия футеровку с покрытием разогревают до 1300-1350 С, поднимая температуру со скоростью 60-70°С/ч. Разогрев осуществляют индуктором или газовой горелкой. При 1050-1100 С и 13001350 С для луч1йего спекания покрытия с футеровкой делают 2-2,5-часовые выдержки. После этих мероприятий в агрегат заливают металл., Проведены испытания различных способов ремонта торкретирования набивной футеровки печи. Торкретируют участок площадью 2-4-2,5 м , сложенный из набивных блоков, покрытых металлургическим шлаком и обожженных при 1500-1550С в течение 24 ч. Этот участок находится в печи обжига периодического действияJ перед каждым торкретированием температура в печи составляет 1600-1650С и выдерживается 6-8 ч. ft р и м е р 1 (запредельный). Понижают температуру в печи, охлаждая поверхность блоков со скоростью 40 С/ч, температура поверхности блокой при нанесении покрытия 700°С, влажность покрытия изменяется от 2% на контакте с поверхностью блоков, до 10% на поверхности покрытия, скорость разогрева блоков с покрытием составляет 50°С/ч, вы;аержка при 1050-1100°С и 1200-1250°С составляет 1,5 ч, конечная температура разогрева футеровки . В результате испытаний гГроисходит отскок покртлтия. Пример 2 (запредельный). Охла;ждают поверхность блоков со скоростью , температура блоков при нанесении покрытия 1100 °С, влажность покрытия при его нанесении 6% на контакте с поверхностью блоков, 17% на поверхности покрытия, скорость , выдержк,а при 1050ОО Си 1350-1400°С составляет 3 ч,конечная температура paaorpeisa 1400 С, В результате испытаний также произошел отскок покрытия на поверх.ности блоков в результате термоудара образовались трещины.
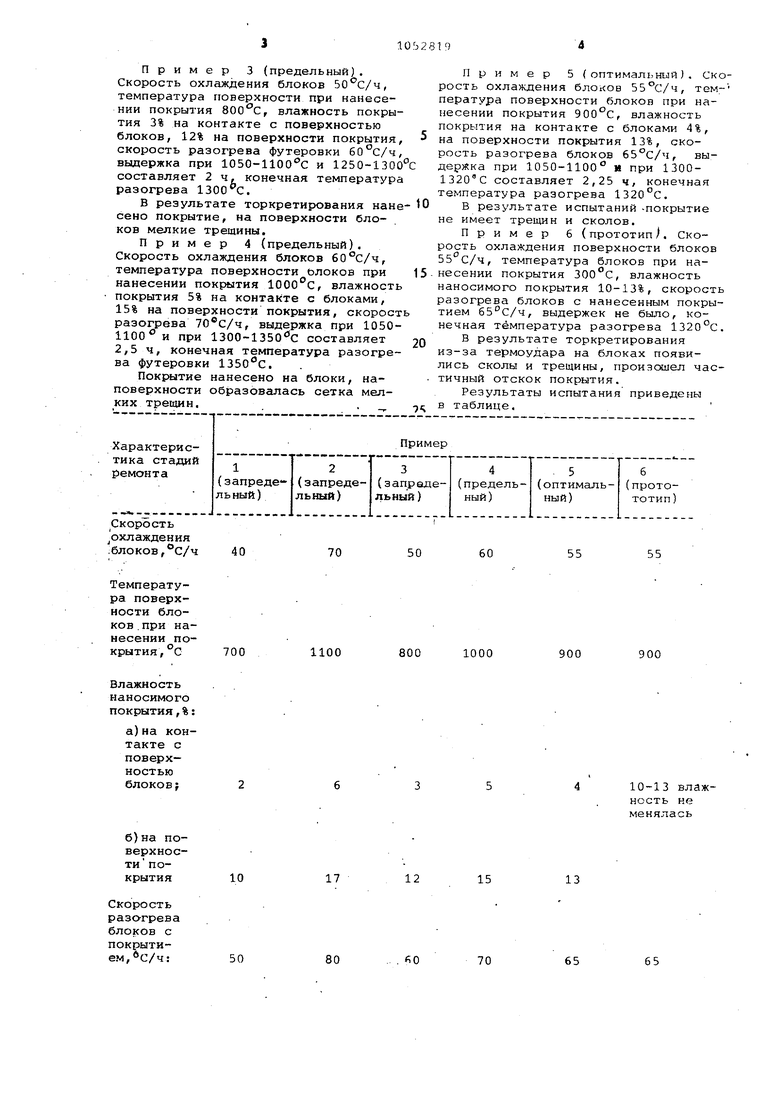
Пример 3 (предельный). Скорость охлаждения блоков , температура поверхности при нанесении покрытия , влажность покрытия 3% на контакте с поверхностью блоков, 12% на поверхности покрытия, скорость разогрева футеровки 60°С/ч, выдержка при lOSO-llOO C и 1250-1300 составляет 2 ч, конечная температура разогрева 1300 С.
В результате торкретирования нане сено покрытие, на поверхности блоков мелкие трещины.
Пример 4 (предельный). Скорость охлаждения блоков 60°С/ч, температура поверхности ьлоков при нанесении покрытия , влажность покрытия 5% на контакте с блоками, 15% на поверхности покрытия, скорост разогрева , выдержка при 10501100 и при 1300-1350 с составляет 2,5 ч, конечная температура разогрева футеровки 1350с.
Покрытие нанесено на блоки, наповерхности образовалась сетка мелких трещин.. ,
Пример 5 (оптимальный). Скорость охлаждения блоков 55°С/ч, температура поверхности блоков при нанесении покрытия , влажность покрытия на контакте с блоками 4%, на поверхности покрытия 13%, скорость разогрева блоков 65°С/ч, выдержка при 1050-1100° И при 13001320°С составляет 2,25 ч, конечная температура разогрева 1320с.
В результате испытаний -покрытие не имеет трещин и сколов.
Пример б(прототип). Скорость охлаждения поверхности блоков 55с/ч, температура блоков при нанесении покрытия 300°С, влажность наносимого покрытия 10-13%, скорость разогрева блоков с нанесенным покрытием , выдержек не было, конечная температура разогрева 1320°С
В результате торкретирования из-за термоудара на блоках появились сколы и трещины, произошел частичный отскок покрытия.
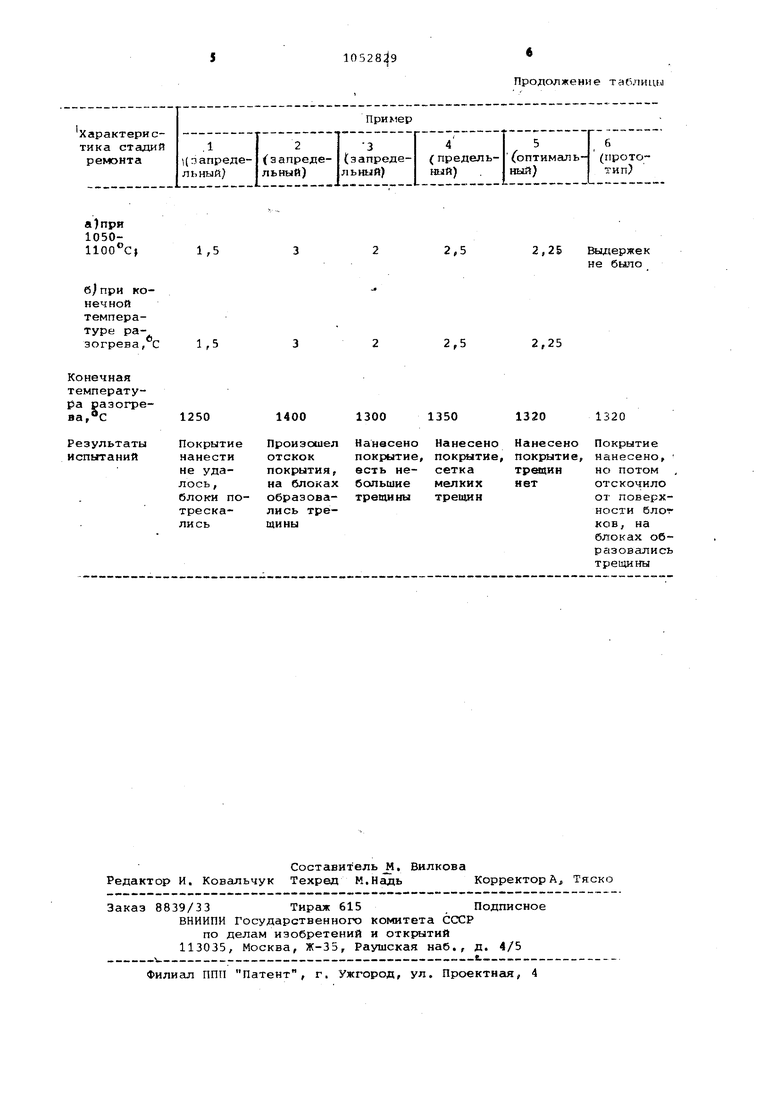
Результаты испытания приведены в таблице.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ факельного торкретирования футеровки металлургических агрегатов | 1983 |
|
SU1178773A1 |
| Способ изготовления футеровки тепловых агрегатов из сухих набивных масс | 1991 |
|
SU1822490A3 |
| Способ факельного торкретирования сводов пламенных отражательных металлургических печей | 1980 |
|
SU973626A1 |
| Огнеупорная торкрет-масса | 1989 |
|
SU1616881A1 |
| ОГНЕУПОРНАЯ МАССА | 2007 |
|
RU2379255C2 |
| Способ сушки и первого разогрева теплового агрегата с футеровкой из огнеупорного бетона | 1981 |
|
SU1033483A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИБРОНАБИВНЫХ ОГНЕУПОРНЫХ КОРУНДОВЫХ БЛОКОВ | 1997 |
|
RU2114801C1 |
| ОГНЕУПОРНАЯ ТОРКРЕТ-МАССА | 2015 |
|
RU2596233C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ УЧАСТКОВ ОСНОВНОЙ ОГНЕУПОРНОЙ ФУТЕРОВКИ | 1992 |
|
RU2093492C1 |
| Способ горячего восстановления рабочего слоя футеровки выпускного отверстия конвертера | 1990 |
|
SU1786095A1 |
1. СПОСОБ РЕМОНТА НАБИВНОЙ ФУТЕРОВКИ ТЕПЛОВЫХ АГРЕГАТОВ, преимущественно индукционных канальных печей, включающий частичный йлив металла из печи, нанесение огнеупорного покрытия на место разрушения футеровки, последуюрто заливку мёстд покрытия расплавленным металлом, отличающийся тем, что, с целью обеспечения целостности набивной футеровки, футеровку охлаждают со скоростью 50-60°С/ч до ЮОО-вОО С, а перед заливкой металла футеровку с нанесенным аокрытием разогревают до 1300-1350с со скоростью 60-70 с/ч, осуществляя выдержки в течение 2-2,5 ч при 1050- и при. конечной температуре разогрева. 2. Способ по п. 1, отличающийся тем, что, с целью уменьшения термического удара при нанесении покрытия, влажность .нано§ симого покрытия составляет от 3-5 на контакте с футеровкой с градисл ,ентным увеличением до 12-15% на поверхности покрытия.
70
40
1100
700
Влажность наносимого покрытия,%:
а)на контакте с поверхностьюблоков;
17
10
80
50
55
55
60
50
900
900
800 1000
10-13 влажность не менялась
13
12
15
65
65
70
. . 0
Продолжение таблицы
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР | |||
| Способ торкретирования конвертера | 1973 |
|
SU439681A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| ,2 | |||
| Огнеупоры, 1973, 8, | |||
| с | |||
| Батарея из медно цинковых аккумуляторов | 1925 |
|
SU2528A1 |
