Машины для клеймения движущегося проката с клеймами, укренленными в шайбе, выполненной в виде к -лака с небольшим радр.усом у места установки клейм, с цел1;1о повышения давления р, момент клеймения, извест 1Ы.
8 таких машинах 1чулак, несуш,и11 клейма, имеет привод от соответствуюш,его ролика рольганга и включение кулака на клеймение произЕО;1,ится от отде.льного унравляемого механн.зма, причем точноеть нанесения г:ле| 1ма - в пределах длины окружности кулака.
В описываемом ниже устройстве для Т1анесения клетКм на определенном расстоянии от переднего KoiHia штуки проката шайба (кулак) имеет по окружности выстун с роликом и срез, причем выступ предназначен npi; упоре в торец движущегося проката включать шайбу во фрикционное сцепление с поверхностью металла, а ролик и срез- для удержания ее от вращешш после напессния клейма.
На фиг. 1 схематически изображен вид маигины сбоку па фит. 2,3, и 5 - показаны положения шайбы в пронессе работы.
Машина выполнена в нериоднчс-ски вращающейся шайбы 1 с укрепленьым па. пей набором 2.
Шайба, установлен.ная Р, подннщниках пс)дпруж1и1снно;ч) рычага 5, иереста;Л)Зстся по высоте г.ннтовым меxa ;из ioм -/ в зазпсимоста от высоты сеч .шпя проката 5.
Для 11анесен1.я клейма нг. :;;г1ашюм расстояинп от переднего конца npoixaт;; Hiaii6a на своей окружности мест BbicTvn 6, предназначенньи для упора прокаг;;. За выступом 6 па шайбе имеются срез 7, ролпк 8, которые устраняют трение шайбы о металл при прохождении проката.
На осп шайбы с одно; сторэиы закреплен кривоплт 9, соединенный с пневматически.м пилиидром 10, а с другой - ycтa soвлe Ь два к лачка, управляющих двумя золотниковыми клапа:;алн; (не показан:, па чертеже) системы пневматики.
Ппевматическш( цп.глндр 10 снабжен короткоходовым гп;1р;1влпческим ал;с ртизаторол; //, сообш,аюнц- мся с у.ас.тяным бачксл: (не показан па чертелче),
в КОТОРЬГГ от одного из ЗОЛОТШ1КО)5
подается елчатьш воздух. 3 ашпна усTaiia.-inBaeiCH ;;а роЛ1 1анге за летучими ножнмцами liij, что ct: шаиоа н; ходится против ролик;. 12 рольганга.
Работает маппша следу 0 Ц1м образом.
В исходном иоложенк ; (фиг. i) шайба 1 с помощью пнеБматичсского цилиндра 10 удерл иваегся в положении, при котород выстуи 6се обращен вниз. В это время полость (цилиндра со стороны штока находится под давлением, а бачок а.мортизатора сообща етс5( с атмосферой.
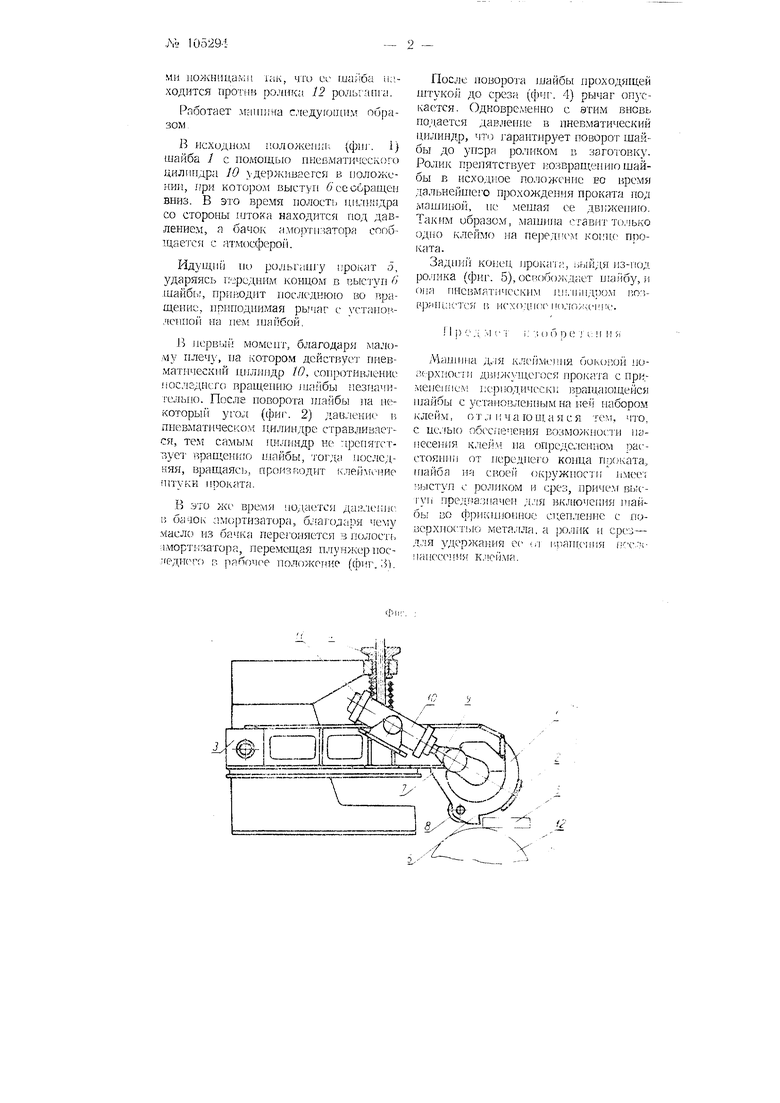
Идущий ио рольгаигу прокат J, ударяясь ггередним концом в выступ 6 .шайбы, прняодит последнюю во вращение, пркиодиимая рычаг с устанор.леииой на нем iuan6ofi.
В первый момент, благодаря мало.му плечу, на котором действует пневматический цилиндр 10, сопротивление последнего вращению )пайбы иезначительио. После поворота О1айбы иа нскоторый угол (фиг. 2) давление р, пневматическом цилиндре стравливается, тем самым 1П1,. не препятствует вращению ияайбы, тогда нос,чедняя, вращаясь, производит клей.мёние проката.
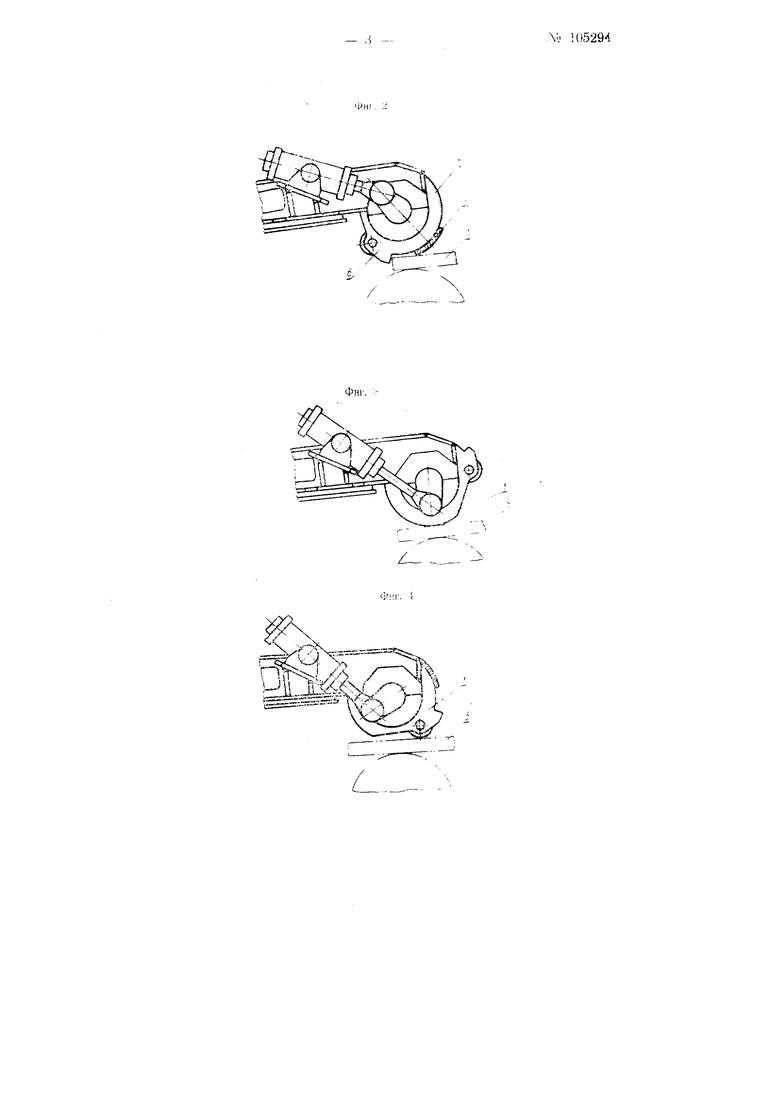
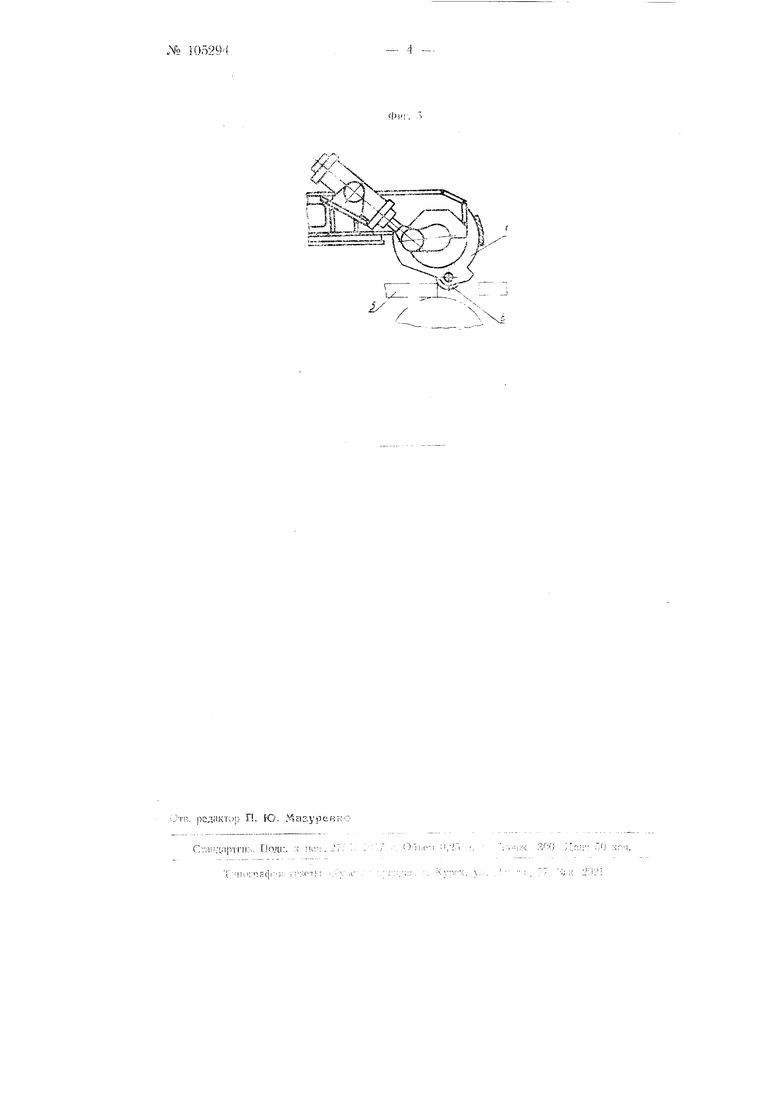
.Б это же время подается дай.аепие в бачок амортизатора, б.чагодаря чему масло из бачка перегоняется в полость амортизатора, перемещая плунжерпос«теднего г, рабочее положение (фиг. 3).
После поворота шайбы проходящей штукой до среза (фиг. -4) рычаг onjcкается. Одновременно с этим вновь подается давление в пневматический далиндр, что гарантирует поворот щайбы до упсра ролпком в заготовку. Ролик препятствует возвращению щайбы в исходиое положение во время дальнейшего прохождения проката под машиной, не мешая ее . Таким образом, машина ставит то.чько одно клеймо иа передкем копне проката.
Задний конец ироката, иыйдя из-под ролика {фиг. 5), освобождает шайбу, и опа пневматическим П,1ипдром позрр ||ц;|етея в нсходюеполож еипс.
Машина для клеймс.нш боковой иосьрхгюсти движущегося проката с при.меие1П1е.1 периодически вращающейся шайбы с установленным на не.й набором клейм, С) т „т и ч а ю щ. а я с я тем, что, с це.тыо обеспечения возможности напесеиия клейм на определенном расстоянип от переднего конца проката, на своей окружности имеет выступ с роликом и срез, причем выступ предназначен для включения ишйбы во фрнкгпюнное сцепление с поверхностью металла, а pojH-iK и срез- для удержания ее {, вращения Г:Селе |.гаиее( клеймя.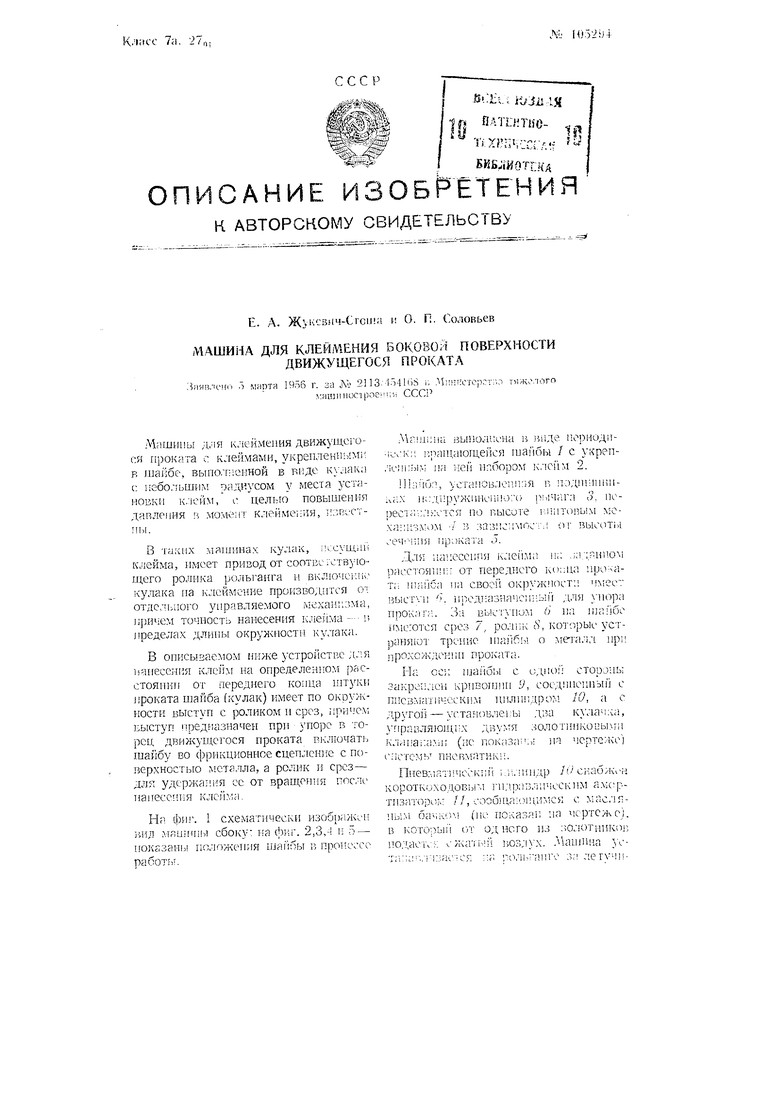
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарный стан для прокатки листового и сортового металла | 1957 |
|
SU113219A1 |
| Планетарный прокатный стан для прокатки труб и сортового металла | 1958 |
|
SU124398A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Летучие ножницы для резки проката | 1952 |
|
SU113510A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Машина для автоматического клеймения в торец проката | 1957 |
|
SU116193A1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ ПРОКАТА | 1999 |
|
RU2159163C1 |
| Устройство для клеймения в торец движущегося проката | 1991 |
|
SU1759499A1 |
| ДИСКОВЫЙ КЛЕЙМИТЕЛЬ ДЛЯ СОРТОВОГО и ФАСОННОГОПРОКАТА | 1968 |
|
SU208648A1 |
| Машина для клеймения листового проката | 1959 |
|
SU139645A1 |
//
