Заготовки сплошных н пустоте.лых деталей круглого сечения переменного по длине диаметра изготовляются механической обработкой, или ковкой, или штамповкой из обычного круглого проката. Такие детали могут быть изготовлены из периодического проката, получаемого на станах поперечно-винтовой ирокатки.
Предлагаемые три различающиеся некоторыми особенностями конструкции стана для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимся по длине диаметром и толщиной стенки с применением дисковых п грибовидных валков более совершенны по сравнению с известными станами.
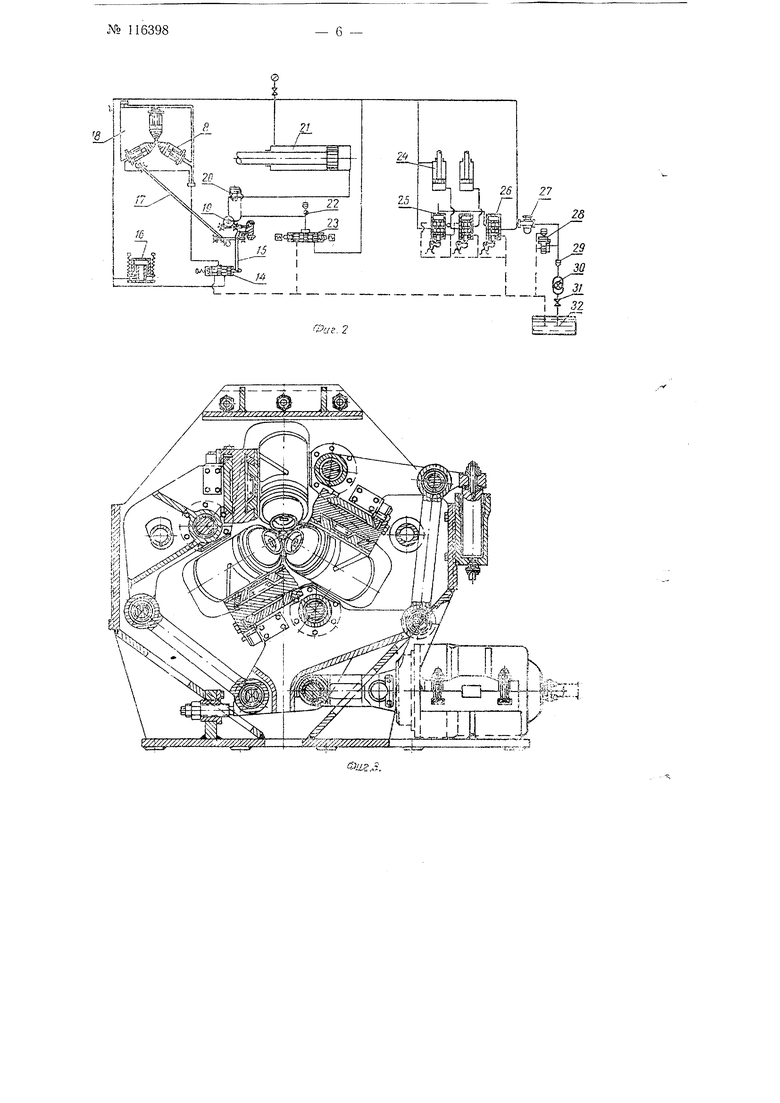
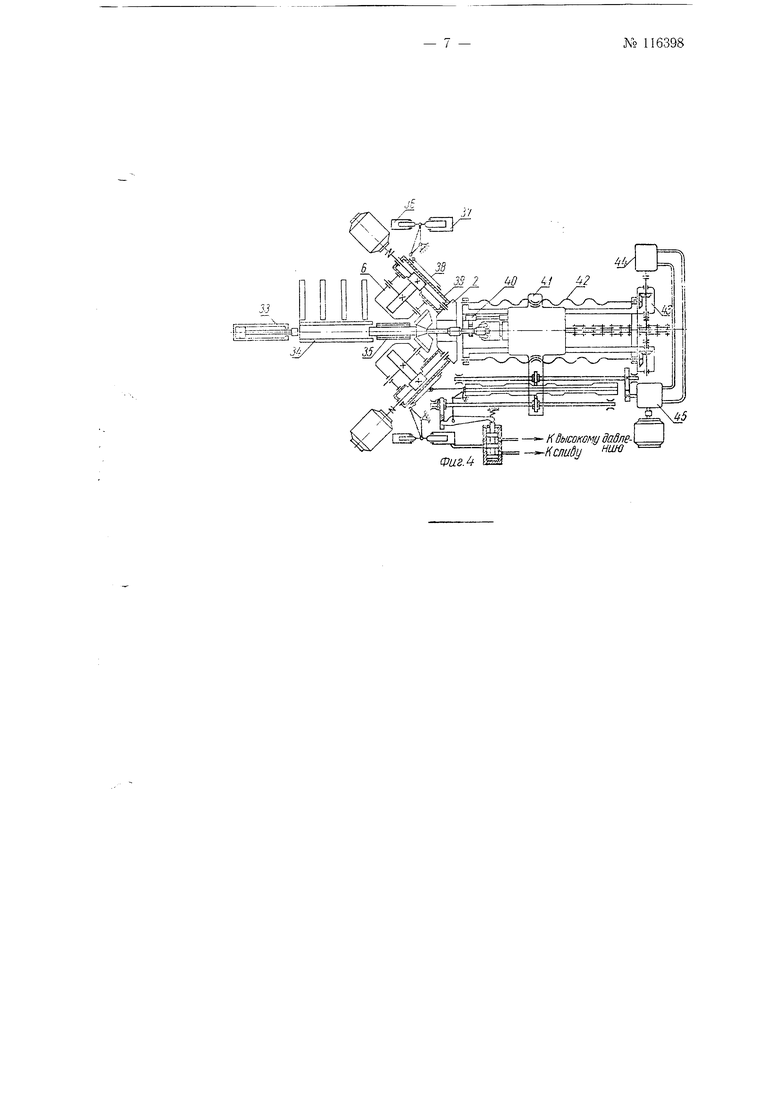
На фиг. 1 показана первая конструкция стана; на фиг. 2 - схема гидросистемы; на фиг. 3 - вторая конструкция стана; на фиг. 4 - третья конструкция стана.
В первой конструкции стана (фиг. 1) на сварном основании 1 установлена рабочая клеть 2, натяжное устройство 12 и транспортер готовых изделий J3. Внутри сварного основания расположена система гидропри: вода стана.
В станине рабочей клети установлены три гидравлических цилиндра 8, штоки которых закреплены в крышках 9. В пазах корпуса каждого цилиндра при 1ПОМОЩИ клиньев крепится корпус 6, в котором установлен на подшипниках качения шпиндель 5, с закрепленным при помощи цанги 4 рабочим валком 5 с наконечником из твердого сплава.
Рабочие валки приводятся от электромотора при помощи фрикционного вариатора, редуктора, шестеренной клети 11, карданной передачи 10 11 конической передачи 7.
.;Т 116398- 2 -
Натялчное устройство состоит из автоматического зажима, тележки, перемещающейся по направляющим , упора п цилиндра натяжения.
Прокатанные заготовки удаляются из стана при помощи транспортера 13, который приводится в движение мотором при помощи двухступенчатого червячного редуктора.
Работа всех гидравлических цилиндров на стане осуществляется при помощи гидросистемы, схема которой показана на фиг. 2.
Масло из бачка 32 подается насосом 30 через обратный клапан 31 в магистраль высокого давления, которое регулируется предохранительным клапаном 28 и определяется по манометру 29. Очистка масла производится фильтром 27.
Высокое давление постоянно подведено к стану 18, а именно к полостям, расположенным со стороны штоков цилиндров рабочих валков 3, цилиндра натяжения 21 и цилиндра вала поддерживающих лотков 24, а также к пружи-нному аккумулятору 16, компенсирующему пиковые расходы масла, следящему клапану 14, к реверсивному золотнику 23 циЛ:-{ндра натяжения, первому 26 и концевому 25 клапанам управления поддерживающих лотков.
С магистралью низкого давления соединены: следящий клапан, реверсивный золотник, клапаны управления поддерживающих лотков, гфедохранительный клапан и не показанные на фиг. 2 точки отвода утечки.
Перед началом рабочего хода поршень цилиндра натяжения находится в крайнем левом положении, поддерживающие лотки опущены, а поршни цилиндров поддерживающих лотков отодвинуты в крайнее левое по ходу прокатки положение (на схеме опущены вниз), золотники клапаiiOB управления опущепы вниз, рычаг следящего клапана удерживается защелкой, цилиндры рабочих валков разведены для пропуска очередной заготовки.
Перед началом рабочего хода защелка освобождает рычаг следящего клапана. Пружина перемещает золотник следящего клапана влево, соединяя расположенные со стороны валков полости цилиндров рабочих палков с ысоким давлением. При этом в цилиндрах с обеих сторон пор1иНей устанавливается одинаковое давление. Это давление со стороны валков действует на дно цилиндра, со стороны штока - на крышку цилиндра, т. е. на площадь, равную разности площадей поршня и штока. Ввиду этой разницы в условиях валки сближаются и поворачивают против часовой стрелки вал копировальной системы 17. При этом рычаг следящего клапана 15, опираясь на копировальную линейку, поворачивается против часовой стрелки, передвигая золотник вправо. Это движение продолжается до тех пор, пока золотник не придет в среднее положение, перекрывая доступ высокого давления в полости цилиндров, расположенные со стороны рабочих валков. На этом участке копировальная линейка выполняется такой высоты, чтобы при этом движении рабочие валки подошли к зажатой в автоматиче.скол1 зажиме заготовке.
После предварительного сближения валков натяжное устройство включается на рабочий ход. Для этого реверсивный золотник 23 правым соленоидом перемещается в левое положение, соединяя правую полость цилиндра натяжения со сливом. Под давлением в левой полости цилиндра лмасло выжимается через регулятор скорости 20 из правой полости. Скорость движения поршня определяется положением дросселя 19 регулятора скорости, которое устанавливается копиром скорости (верхней линейкой).
Участку уменьшения диаметра проката - внедрения валков соответствует понижение высоты К0ннрова71ьной линейки. При движении котировальной линейки с нонил ;аюш,имся участком под роликом рычага с.:сдящего клапана (так же, как и при освобождении от защелки) рычаг поворачивается по часовой стрелке, золотник перемещается влево, подавая масло высокого давления на сближение валков и, как только валки прошли заданную копиром величину, благодаря рычажной связи центра поворота рычага с корпусом валков, золотник устанавливается в среднее положение, прекращая подачу масла высокого давления.
На участке увеличения диаметра проката высота копира увеличивается, рычаг следящего клапана поворачивается против часовой стрелки, золотник перемещается вправо, соединяя полости цилиндров, расположегпгые со стороны рабочих валков, со сливом. Давление в противоположной полости раздвигает валки и движение опять прекращается, как только валки прощли заданное копиром расстояние.
Поскольку следящий клапан целесообразно связывать с общим для трех цилиндров коллектором, в конструкции стана предусмотрена шарнирная связь между цилиндрами, обеспечивающая равенство их перемепаений, но не испытывающая влияния давления метал.ла на валки.
Скорость движения порщня натяжного устройства во время холостого хода устанавливается дросселем 22.
Вторая конструкция стана показана на фнг. 3. Конструкции основных уз.лов этого стана аналогичны соответствующим конструкциям первого стана за исключением рабочей клети. В рабочей клети этой конструкцп) корпусы рабочих валков (конических п дисковых) закреплены на рычагах, поворачивающихся для сближения или разведения валков относительно осей параллельных оси прокатки. Рычаги связаны между собой тягами, обеспечивающими равенство перемещений рабочих валков. Перемещение рычагов производится при HOMOHIH двух плунжеров различных диаметров.
Пере.чсещение тележки с автоматическим зажимога производится при помощи плунжерной системы, как и в первой конструкции стана, причем для станов больших размеров питание плунжеров осуществляется регулируемым насосом.
Третья конструкция стана, показанная на фиг. 4, состоит из рабочеГ клети, пневматического толкателя 33, приемного желоба 34, вводной nj)oводки 35, натяжного устройства 41, подъемных желобов 40 и копировальной системы.
Приемный желоб, пневматический толкатель, вводная проводка и и подъемные желоба приициииальпо ие отличаются от таких же устройств в первой и второй конструкциях стапа. Принципиальное отличие имеется в устройстве узлов рабочей клети, натяжного устройства и коиировальмой системы.
В корпус рабочей клети установлены три направляющих штапги 39. Проекции осей этих щтанг па плоскость, перпендикулярную оси прокат ;п. составляют угол 120° друг к другу, оси щтанг с осью прокатки составляют углы 45°. По этим щтангам перемещаются гильзы 38, связанные рычажной системой одна с другой (для одновременности перемещений), а также с двумя цилиндрами сближения валков 37 (рабочие цилиндры) и с двумя цилиндрами их раздвижекия 36 (возвратные цилиндры). Па гильзах закрепляются корпусы рабочих валков 3.
Передвижение тележки производ тся двумя винталп; 42, приводимыми во вращ,ение через конические редукторы 43 от гидромотора 44, который питается маслом от насосной установки 45, позволяющей регулировать расход масла и изменять обороты гидромотора.
116393
Л1 115398
Предмет изобретения
1.Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяюш,имся по длине диаметром и толщине стеики или прокатки отдельных мест деталей, имеющий три или большее число расположенных под углом или параллельных оси прокатки консольных или двухопорных валков, о т л и ч аьо щ и и с я тем, что, с целью изменения положения наклонно расположенных валков соответственно профилю периодического проката, корнусы рабочих валков закреплены на рычагах и связаны между собой тяга;.ги, обеспечивающими равенство перемещения валков с помон1ью плунжерных цилиндров вокруг осей, параллельных оси прокатки.
2.Стан по п. 1, отличающийся тем, что перемещение корпусов рабочих валков производится по направляющим, причем гильзы, в которых корпуса перемещаются, связаны рычажной системой между собой и с цилиндрами разведения и сближения валков.
3.Стан то ПП. 1 и 2, отличающийся тем, что, с целью передви ления тележки с автоматическим зажимом, применяется плунжерная система, состоящая из двух неподвижных цилиндров, двух связанных с тележкой пойвижных или неиодвижных плунжеров, причем подвижные плунжеры являются цилиндрами для неподвижных плунжеров, или винтовая система, приводимая во вращение через конические редукторы от гидромотора и насоса, при этом закон изменения скорости рабочего хода тележки определяется копировальной линейкой скорости, по которой катится связанный с тележкой ролик, передающий изменения профиля линейки через 1механическую систему валику гидронасоса, регулирующему производительгюсть насоса и тем самым скорость вращения гидромотора и скорость передвижения тележки.
4.Стан по пп. 1, 2 и 3, о тл и ч а ю щ и и с я тем, что, с целью обеспечения перемещения рабочих валков соответственно заданному профилю периодического проката, применяется копировальная система, воздействующая на цилиндры или плунжеры рабочей клетки и включающая неподвижный следящий клапан, копировальную линейку, движущуюся совместно с автоматическим зажимом, и золотник следящего клапана, или копировальная система, связывающая копировальный ролик, перемещающийся вместе с тележкой, и копировальную линейку, движущуюся здоль оси прокатки на величины, равные проекциям перемещения валков на ось прокатки с золотником неподвижного следящего клапана.
5.Стан по пп. 1, 2 и 3, отличающийся тем, что, с целью из.менения числа оборотов валков по ходу прокатки, применяется устройство с установкой копировальной линейки, изменяющей число оборотов электродвигателя в функции пути, пройденного тележкой с автоматическим эпжимом.
Sl
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарный стан для прокатки сорта, сортовой заготовки и труб | 1958 |
|
SU118795A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| Планетарный прокатный стан для прокатки труб и сортового металла | 1958 |
|
SU124398A1 |
| Планетарный стан для прокатки листового и сортового металла | 1957 |
|
SU113219A1 |
| Стан для прокатки полых вагонных осей | 1961 |
|
SU145511A1 |
| Способ прокатки сплошных и полых круглых периодических профилей на трехвалковом стане | 1961 |
|
SU145512A1 |
| Летучие ножницы для резки проката | 1952 |
|
SU113510A1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ КРУГЛЫХ ПРОФИЛЕЙ ПЕРЕМЕННОГО ДИАМЕТРА | 1969 |
|
SU246455A1 |
| РАБОЧАЯ КЛЕТЬ ТРЕХВАЛКОВОГО СТАНА ВИНТОВОЙ | 1973 |
|
SU404535A1 |

... Oi . J.,J4r -. -,-4
y: ////////7 -r-.-.-
,:if:; t i .uJj h.
dji UliiJlil r 1- iiiU-i-fet4 T pM---i
H 
