Основным недостатком нзвестных планетарных станов является несовершенство конструкцни сепараторов рабочих валков и системы сннхронизации верхнего и нижнего сепараторов, не обеспечивающее надежной работы стана.
Предлагаемый планетарный прокатный стан свободен от этих недостатков.
Особенностью предлагаемого планетарного прокатного стана является то, что в нем крутящий момент, необходимый для прокатки, передается от привода не через опорные валки, а через сепараторы, что позволяет создать возможно жесткую конструкцию сепаратора и избавиться от специальной системы синхронизации верхнего и нижнего сепараторов, функции которой выполняет шестеренная клеть главного привода стана.;
Выполнение стана с жесткой конструкцией приводных сепараторов и простой жесткой системой их синхронизации значительно упрощает конструкцию планетарной клети и повышает надежность ее работы.
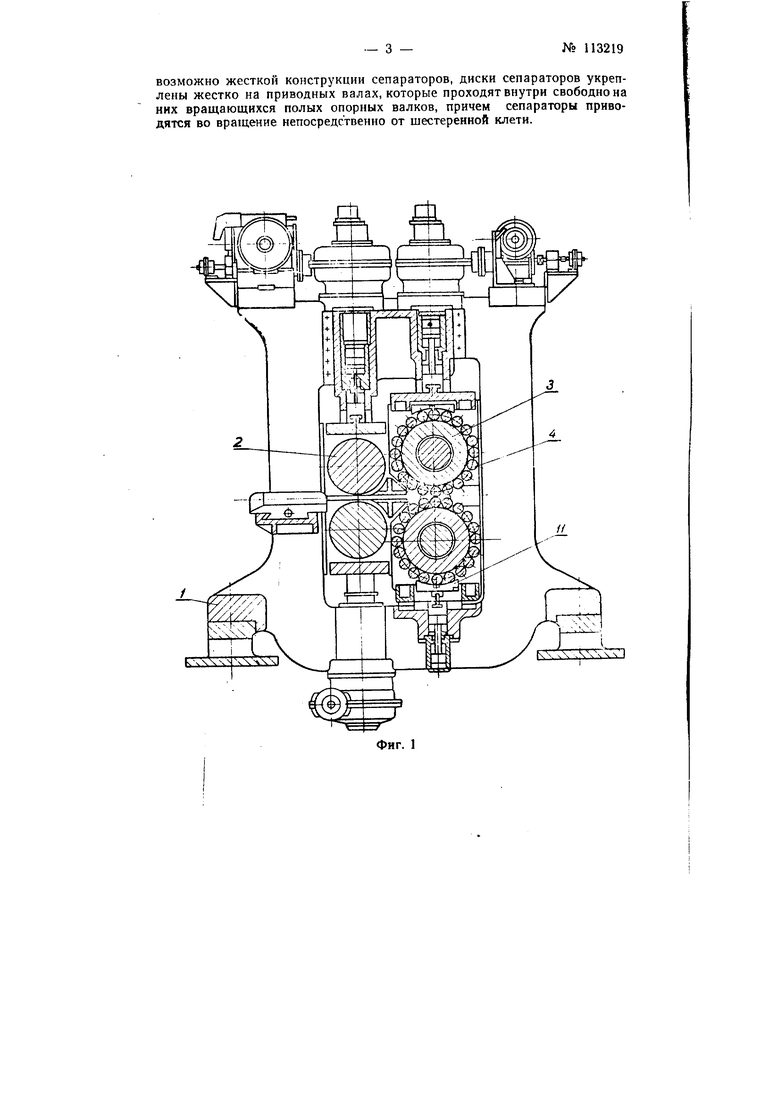
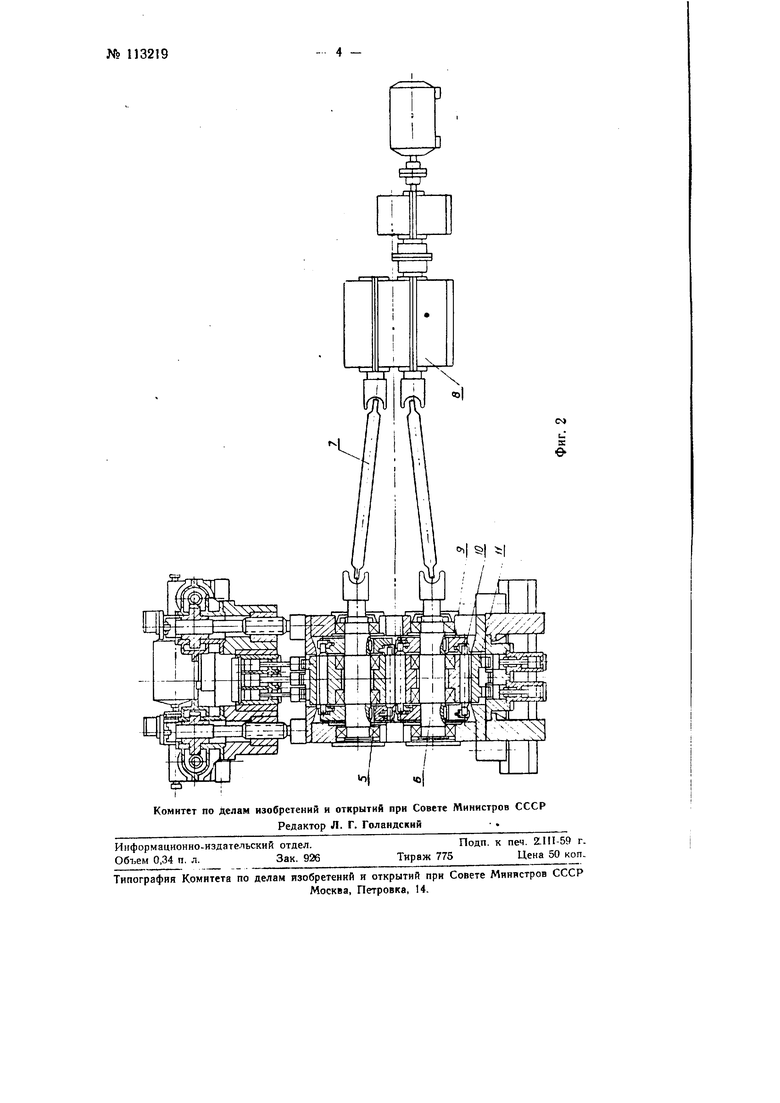
На фиг. 1 показан предлагаемый планетарный прокатный стан, поперечный разрез; на фиг. 2 - то же, продольный разрез.
Планетарный прокатный стан состоит из рабочей клети, щестеренной клети, редуктора и главного электродвигателя. В рабочей клети / установлены задающие валки 2 и узлы планетарных валков. Узел планетарного валка состоит из полого опорного валка 3 большого диаметра, вокруг которого расположены рабочие валки 4 значительно меньщего диаметра. Опорный валок 3 установлен на подщипнцках 5 н свободно вращается на валу 6, приводимом через универсальный шпиндель 7 от шестеренной клети 8. На валу 6 жестко закреплены диски 9 сепаратора, по окружности которых радиально располагаются подушки 10 рабочих валков 4. Валы 6 с закрепленными на них сепараторами приводятся во
113219
1ащснне электродвигателем через редуктор, шестеренную клеть и уни:рсальные шпиндели. Подушки 10 рабочих валков 4 выполняются в ви; цилиндров, оси которых направлены по радиусу сепаратора. Перпентулярно оси подушки 10 производится расточка под подшипники ра)чего валка. Эта форма подушек позволяет применять для рабочих вал)в несамоустанавливающиеся цилиндрические роликоподшипники. Для )го чтобы установить возможно большее количество рабочих валков 4 экруг каждого опорного валка 3, подушки W рабочих валков располаиотся в шахматном порядке.
Постоянное прижатие рабочих валков 4 к опорным валкам 5 осу(.естплястсп с помощью болтов с пакетами тарельчатых пружин, дейгвуюших на подушки рабочих валков.
Для согласования скорости вращения рабочих 4 и опорных5 валков ри отсутствии металла между планетарными валками со скоростью их ри прокатке устанавливаются буксы //, которые прижимаются пружиами к рабочим валкам. Во время прокатки буксы /) могут быть выклюены при помощи гидроцилиндров или другими механизмами.
Для установки задающих и планетарных палкой на заданный клеть оборудована верхними и нижними наЛкимными механизмами. Процесс работы планетарной клети заключается в следующем. До подачи металла в планетарные валки валы 6 с закрепленными на 1ИХ сепараторами 9 электродвигателем через редуктор. шестерен 1ую :леть 8 и универсальные шпиндели 7 приводятся во вращение. При этом )абочие валки 4 начнут двигаться по окружности вокруг опорного вал:а 3.
Ввиду того, что часть рабочих валков каждого планетарного валка )ажата между неподвижной буксой // и свободно вращающимся опор1ЫМ валком 3, при вращении сепаратора с установленными в них подущсами 10 рабочих валков рабочие валки, катясь по неподвижной буксе //, aчнyт вращаться вокруг собственных осей, одновременно с этим раскручивая опорные валки, находящиеся с ними в постоянном контакте.
После того, как скорость вращения планетарных валков станет близкой к скорости их при прокатке, задающие валки 2 с определенной скоростью направляют предварительно обжатый в них сляб в планетарные валки.
Поскольку скорость движения металла в зоне деформации находится в пределах между скоростью задачи металла в планетарные валки и скоростью выхода полосы из планетарных валков и приближается к первому пределу, скорость движения рабочих валков при их движении по буксам близка к их скорости при прокатке.
После того, как металл попадает между планетарными валками, начинается процесс собственно планетарной прокатки, кинематика которого аналогична кинематике процесса прокатки существующих планетарных станов за исключением того обстоятельства, что крутящий момент, необходимый для прокатки, передается от привода не через опорные валки, а через сепараторы.
Предлагаемый планетарный прокатный стан может найти применение как для прокатки листового, так и сортового металла, а также труб.
Предмет изобретения
Планетарный стан для прокатки листового и сортового металла с рабочими валками, укрепленными в сепараторах, и опорными валками внутри сепараторов, о т л ичающийся тем, что, с целью получения
возможно жесткой конструкции сепараторов, диски сепараторов укреплены жестко на приводных валах, которые проходят внутри свободно на них вращающихся полых опорных валков, причем сепараторы приводятся во вращение непосредственно от шестеренной клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Планетарный прокатный стан для прокатки труб и сортового металла | 1958 |
|
SU124398A1 |
| Планетарный стан для прокатки сорта, сортовой заготовки и труб | 1958 |
|
SU118795A1 |
| Стан для поперечно-винтовой прокатки периодических профилей сплошного круглого сечения и труб с периодически изменяющимися по, длине диаметром и толщиной стенки | 1957 |
|
SU116398A1 |
| Машина для клеймения боковой поверхности движущегося проката | 1956 |
|
SU105294A1 |
| КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302914C1 |
| РАБОЧАЯ КЛЕТЬ ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2015 |
|
RU2593551C1 |
| ПЛАНЕТАРНЫЙ ПРОКАТНЫЙ СТАН | 1965 |
|
SU175025A1 |
| Стан для прокатки колец из толстостенных заготовок | 1958 |
|
SU115329A1 |
| ПРИВОД РАБОЧЕЙ КЛЕТИ ПРОКАТНОГО СТАНА | 1970 |
|
SU275972A1 |
| УНИВЕРСАЛЬНАЯ КЛЕТЬ СОРТОВОГО ПЛАНЕТАРНОГО ПРОКАТНОГО СТАНА | 2005 |
|
RU2302915C1 |
г
