Изобретение относится к переработке полимерных материалов литьем под давлением, в частности к формам для получения удлиненных деталей типа стакан, работающих в автоматическом режиме.
Цель изобретения - расширение технологических возможностей формы.
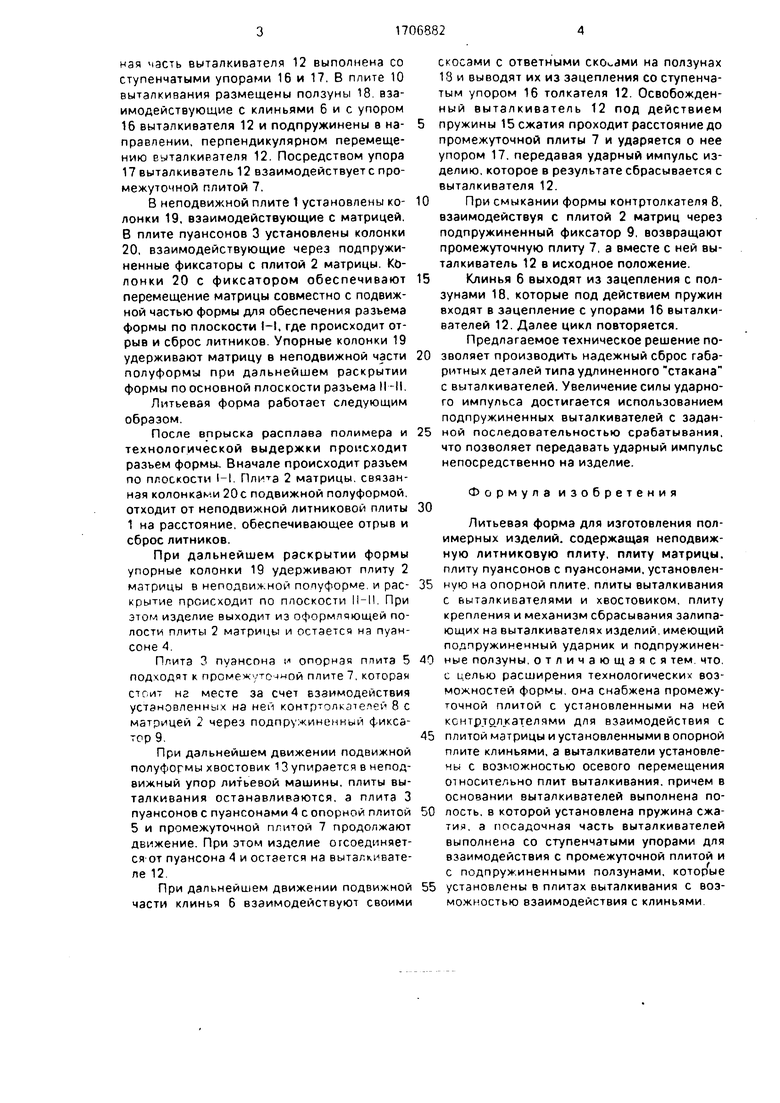
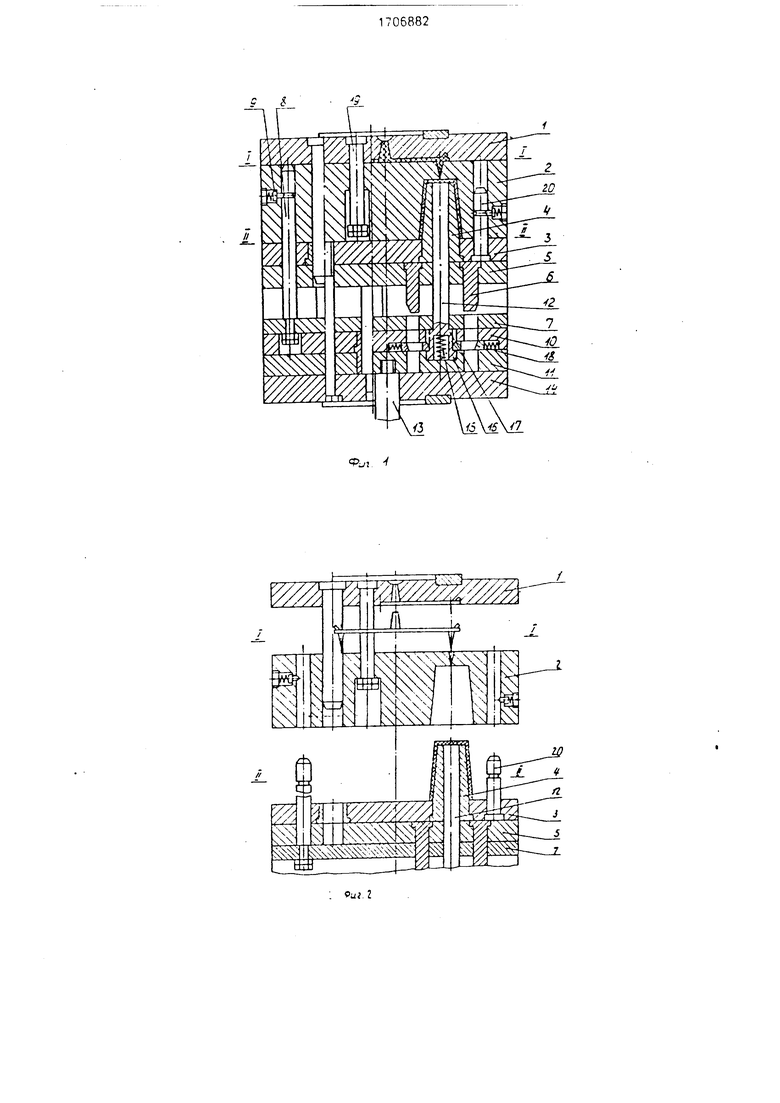
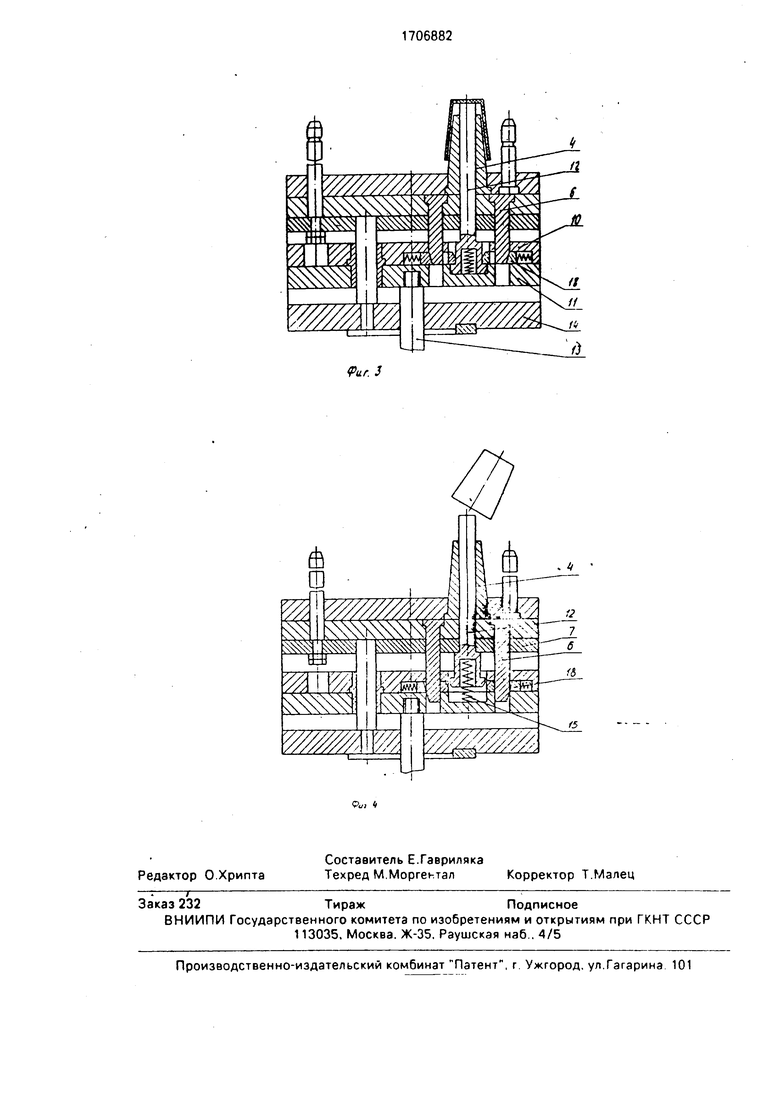
На фиг. 1 изображена литьевая форма в сомкнутом состоянии: на фиг. 2 - то же, в раскрытом положении; на фиг. 3 - то же, в момент отделения изделия от пуансона; на фиг. 4 - то же, в момент сброса изделия с пуансона.
Литьевая форма содержит неподвижную и подвижную полуформы.
Неподвижная полуформа содержит литниковую плиту 1 с разводящими литниковыми каналами и плиту 2 матрицы.
Подвижная полуформа содержит плиту 3 пуансонов с пуансонами 4, установленную на опорной плите 5, в которой закреплены клинья 6, промежуточную плиту 7 с установленными на ней контртолкателями 8, взаимодействующими с плитой 2 матрицы через подпружиненный фиксатор 9. плиты 10 и 11 выталкивания с выталкивателями 12 и хвостовиком 13 и плиту 14 крепления. Выталкиватели 12 установлены в плитах 10 и 11 с возможностью осевого перемещения относительно последних. В основании выталкивателя 12 выполнена полость, в которой установлена пружина 15 сжатия. Посадоч Х|
о
00 |00
s:
пая часть выталкивателя 12 выполнена со ступенчатыми упорами 16 и 17, В плите 10 выталкивания размещены ползуны 18, взаимодействующие с клиньями бис упором
16 выталкивателя 12 и подпружинены в направлении, перпендикулярном перемещению выталкивателя 12. Посредством упора
17 выталкиватель 12 взаимодействуете промежуточной плитой 7.
В неподвижной плите 1 установлены колонки 19. взаимодействующие с матрицей. В плите пуансонов 3 установлены колонки 20, взаимодействующие через подпружиненные фиксаторы с плитой 2 матрицы. Колонки 20 с фиксатором обеспечивают перемещение матрицы совместно с подвижной частью формы для обеспечения разъема формы по плоскости 1-1, где происходит отрыв и сброс литников. Упорные колонки 19 удерживают матрицу в неподвижной части полуформы при дальнейшем раскрытии формы по основной плоскости разъема II -II.
Литьевая форма работает следующим образом.
После впрыска расплава полимера и технологической выдержки происходит разъем формы. Вначале происходит разъем по плоскости I-I. Плита 2 матрицы, связанная колонками 20с подвижной полуформой, отходит от неподвижной литниковой плиты 1 на расстояние, обеспечивающее отрыв и сброс литников.
При дальнейшем раскрытии формы упорные колонки 19 удерживают плиту 2 матрицы в неподвижной полуформе, и раскрытие происходит по плоскости II-И. При этом изделие выходит из оформляющей полости плиты 2 матрицы и остается на пуансоне 4.
Плита 3 пуансона и опорная плита 5 подходят к промежуточной плите 7, которая
стоит на месте за счет взаимодействия установленных на ней контртолкателей 8 с матрицей 2 через подпружиненный фиксатор 9.
При дальнейшем движении подвижной полуфогмы хвостовик 13 упирается в неподвижный упор литьевой машины, плиты выталкивания останавливаются, а плита 3 пуансонов с пуансонами 4 с опорной плитой 5 и промежуточной плитой 7 продолжают движение. При этом изделие отсоединяется от пуансона 4 и остается на выталкивателе 12.
При дальнейшем движении подвижной части клинья 6 взаимодействуют своими
скосами с ответными сковами на ползунах 18 и выводят их из зацепления со ступенчатым упором 16 толкателя 12. Освобожденный выталкиватель 12 под действием
пружины 15 сжатия проходит расстояние до промежуточной плиты 7 и ударяется о нее упором 17. передавая ударный импульс изделию, которое в результате сбрасывается с выталкивателя 12.
При смыкании формы контртолкателя 8, взаимодействуя с плитой 2 матриц через подпружиненный фиксатор 9, возвращают промежуточную плиту 7, а вместе с ней выталкиватель 12 в исходное положение.
Клинья 6 выходят из зацепления с ползунами 18, которые под действием пружин входят в зацепление с упорами 16 выталкивателей 12.Далее цикл повторяется.
Предлагаемое техническое решение позволяет производить надежный сброс габаритных деталей типа удлиненного стакана с выталкивателей. Увеличение силы ударного импульса достигается использованием подпружиненных выталкивателей с заданной последовательностью срабатывания, что позволяет передавать ударный импульс непосредственно на изделие.
30
Формула изобретения
Литьевая форма для изготовления полимерных изделий, содержащая неподвижную литниковую плиту, плиту матрицы. плиту пуансонов с пуансонами, установленную на опорной плите, плиты выталкивания с выталкивателями и хвостовиком, плиту крепления и механизм сбрасывания залипающих на выталкивателях изделий, имеющий подпружиненный ударник и подпружиненные ползуны, отличающаяся тем. что. с целью расширения технологических возможностей формы, она снабжена промежуточной плитой с установленными на ней контрто лкзтелями для взаимодействия с
плитой матрицы и установленными в опорной плите клиньями, а выталкиватели установлены с возможностью осевого перемещения относительно плит выталкивания, причем в основании выталкивателей выполнена полость, в которой установлена пружина сжатия, а посадочная часть выталкивателей выполнена со ступенчатыми упорами для взаимодействия с промежуточной плитой и с подпружиненными ползунами, которые
установлены в плитах выталкивания с возможностью взаимодействия с клиньями.
CM
CO
со uo о
в
3
о
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма для изготовления крупногабаритных полимерных изделий | 1983 |
|
SU1090571A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
| ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2015020C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1321600A1 |
| Литьевая форма для изготовления полимерных изделий с цилиндрической арматурой | 1984 |
|
SU1242393A1 |
| Пресс-форма для изготовления изделий из полимерных материалов | 1983 |
|
SU1151477A2 |
| Литьевая форма для изделий из полимерных материалов | 1981 |
|
SU952629A1 |
Изобретение относится к переработке полимерных материалов литьем под давлением, в частности к формам для получения удлиненных деталей типа стакан, работающих в автоматическом режиме. Цель изобретения - расширение технологических возможностей. Для этого литьевая форма снабжена промежуточной плитой с установленными на ней контртолкателями для взаимодействия с плитой матрицы и установленными в опорной плите клиньями, а выталкиватели установлены с возможностью осевого перемещения относительно плит выталкивания. Причем в основании выталкивателей выполнена полость, в которой установлена пружина сжатия, а посадочная часть выталкивателей выполнена со ступенчатыми упорами для взаимодействия с промежуточной плитой и с подпружиненными ползунами, которые установлены в плитах выталкивания, с возможностью взаимодействия с клиньями. 4 ил. 4V Ј
| Литьевая форма | 1981 |
|
SU1101361A1 |
| Солесос | 1922 |
|
SU29A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1321600A1 |
| Солесос | 1922 |
|
SU29A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
