Изобретение относится к переработке пластмасс в изделия литьем под давлением. Известна литьевая форма, содержащая неподвижную литниковую плиту, подвижную плиту с матрицами, плиты опорную, предварительного и окончательного выталкивания с выталкивателями, устройство принудительного совместного перемещения плит выталкивания, выполненное в виде закрепленного на опорной плите копира, взаимодействующего с размещенным на плите выталкивания подпружиненным захватом 1. Однако в известной форме наличие выталкивателей для окончательного извлечения изделия, установленных на плите окончательного выталкивания и в отверстиях опорной плиты, усложняет конструкцию формы. Наиболее близким техническим реи ением является литьевая форма, содержащая неподвижную литниковую плиту, подвижную плиту с матрицами, плиты выталкивания с вытaлкивateлями, устройство для сбрасывдния залипающих на выталкивателях изделий, основание и хвостовик 2. В известной форме между плитами выталкивания установлены пружины, а устройство для сбрасывания залипающих на выталкивателях изделий выполнено в виде закрепленного на опорной плите копира и взаимодействующей с ним подпружиненной заще.тки, размещенной на плите выталкивания. Однако известная форма обладает низкой надежностью из-за наличия пружин, поджимающих защелку, и возможным перекосом плит выталкивания в связи с трудностью подбора установленных между плитами выталкивателей пружин с одинаковыми усилиями. Целью изобретения является повышение надежности литьевой формы. Поставленная цель достигается тем, что в литьевой форме, содержащей неподвижную литниковую плиту, подвижную плиту с матрицами, плиты выталкивания с выталкивателями, устройство для сбрасывания залипающих на выталкивателях изделий, основание и хвостовик, устройство для сбрасывания залипающих на выталкивателях изделий выполнено в виде закрепленной в основании обоймы со ступенчатым отверстием и контактирующего с ним сепаратора с шариками, выполненного со ступенчатой наружной поверхностью, подпружиненного относительно плит выталкивания и подвижно установленного на хвостовике, на котором выполнена кольцевая канавка под шарики. На фиг. 1 изображена литьевая форма, продольный разрез: на фиг 2 - устройство для сбрасывания залипающих на выталкивателях изделий в момент полного раскрытия формы. Литьевая форма содержит неподвижную литниковую плиту 1 с литниковой втулкой 2 и пуансонами 3, подвижную плиту 4 с матрицами 5, соединенную с основанием 6, установленные на не.м плиты 7 предварительного и окончательного выталкивания с выталкивателями изделий 8 и литников 9, хвостовик 10, размещенный в основании 6, и устройство для сбрасывания залипающих на выталкивателях изделий, выполненное в виде закрепленной в основании 6 обоймы 11 со ступенчатым отверстием 12 и контактирующего с ним сепаратора 13 с щариками 14, имеющего ступенчатую наружную поверхность 15, идентичную ступенчатому отверстию 12. Сепаратор 13 подпружинен относительно плит выталкивателей 7 пружиной 16 и подвижно установлен на хвостовике 10, на котором выполнена кольцевая канавка 17 под щарики 14. На плите 7 выталкивателей закреплена колонка 18 возврата и упругий элемент 19. Работа литьевой формы осуществляется следующим образом. После впрыска расплава пластмассы через литниковую втулку 2 в форму и затвердевания ее в матрицах 5 плиты 4 подвижная полуформа отходит от неподвижной плиты 1 с изделиями, снятыми с пуансонов 3. По мере перемещения подвижной полуформы хвостовик 10 с сепаратором 13 наталкиваются на неподвижный упор термопластавтомата, и плиты 7 выталкивателей останавливаются относительно продолжающих перемещение плиты 4 матриц 5 с основаниe.v, 6, при этом выталкиватели 8 и 9 извлекают изделия из оформляющих полостей матриц 5 и литник из литниковой задержки. Хвостовик 10 и сепаратор .13 с шариками 14 остаются неподвижными до тех пор, пока ступенчатое отверстие 12 обоймы 11 не переместится относительно наружной ступенчатой поверхности 15 сепаратора 13 и шарики 14 не окажутся в его большей ступени. В момент попадания шариков. 14 в отверстие большей ступени обоймы 11 они под воздействием пружины 16 выходят из кольцевой канавки 17 хвостовика 10, освобождая последний от сцепления с сепаратором 13, и плиты 7 выталкивателей под воздействием усилия разжима пружины 16 резко перемещаются в сторону неподвижной плиты 1, стряхивая залипшие на выталкивателях 8 изделия. Упругий элемент 19 предотвращает удар плиты 7 выталкивателей о плиту 4 матриц 5. При смыкании формы колонка 18 возврата, упираясь в неподвижную плиту 1, возвращает элементы устройства сброса в исходное положение, и цикл работы повторяется, Литьевая форма проста в изготовлении и обладает повышенной надежностью работы.
Фиг. 2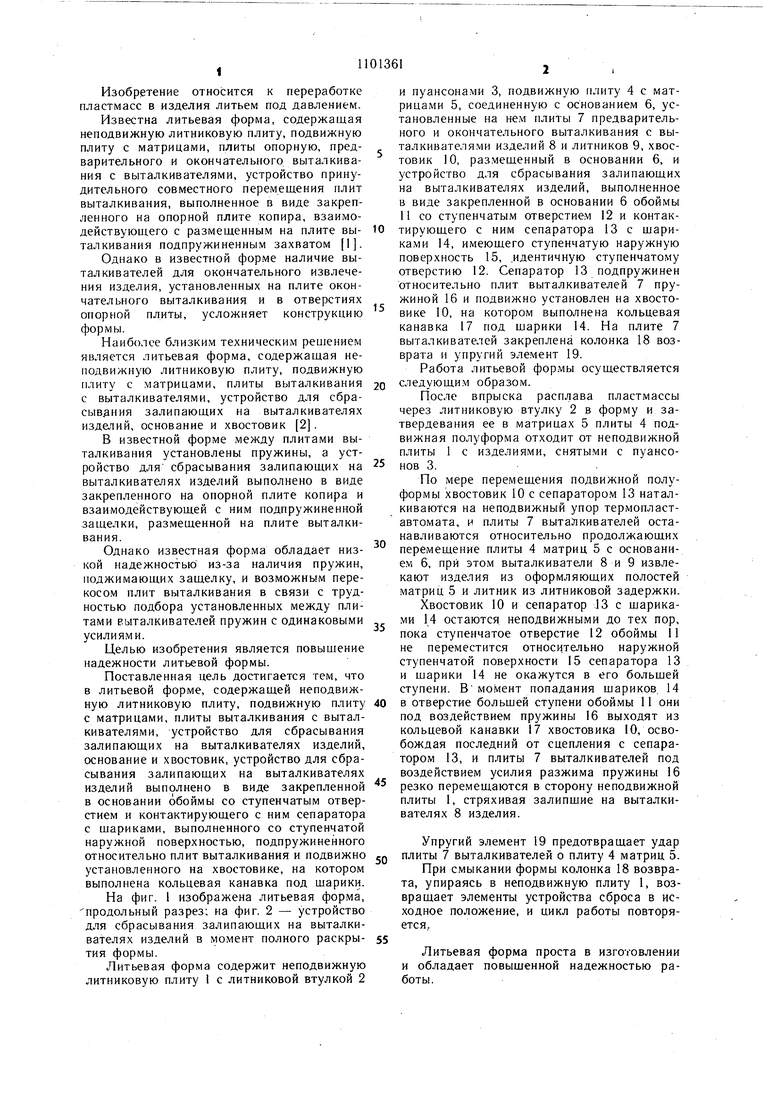
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма для изготовления полимерных изделий | 1991 |
|
SU1801762A1 |
| Литьевая форма для изготовления полимерных изделий | 1990 |
|
SU1706882A1 |
| Литьевая форма с двухступенчатой системой выталкивания для полимерных изделий | 1980 |
|
SU876463A1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1321600A1 |
| ЛИТЬЕВАЯ ФОРМА | 1991 |
|
RU2029681C1 |
| Литьевая форма для изготовления полимерных изделий | 1986 |
|
SU1359146A1 |
| Литьевая форма | 1976 |
|
SU653120A1 |
| Литьевая форма для изготовления полимерных изделий | 1985 |
|
SU1337277A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1986 |
|
SU1348200A1 |
ЛИТЬЕВАЯ ФОРМА, содержащая неподвижную литниковую плиту, подвижную плиту с матри1 ами, плиты выталкивания с выталкивателями, устройство для сбрасывания залипающих на выталкивателях изделий, основание и хвостовик, отличающаяся тем, что, с целью повыщения надежности, устройство для сбрасывания залипающих на выталкивателях изделий выполнено в виде закрепленной в основании обоймы со ступенчатым отверстием и контактирующего с ним сепаратора с шариками, выполненного со ступенчатой наружной поверхностью, подпружиненного относительно плит выталкивания и подвижно установленного на хвостовике, на котором выполнена кольцевая канавка под шарики. (Л 00 О5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Литьевая форма с двухступенчатым выталкиванием изделий | 1976 |
|
SU582979A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1977 |
|
SU627989A1 |
| Солесос | 1922 |
|
SU29A1 |
