Настоящее изобретение относится к области строительства и может быть использовано при производстве железобетонных изделий способом безопалубочного виброформования, в частности дорожных плит.
Из области техники, соответствующей настоящему изобретению, известен способ безопалубочного формования железобетонных изделий. В настоящее время данный способ широко применяется и реализуется с помощью линий безопалубочного формования.
По сравнению с агрегатно-поточной технологией при безопалубочном формовании себестоимость изделий снижена в среднем на 25% при безупречном качестве изделий. Уменьшение себестоимости достигается тем, что в процессе не требуется пар, линию обслуживают меньшее количество персонала и втрое ниже металлоемкость изделий.
Однако способ безопалубочного формования имеет ряд ограничений. Согласно существующим способам безопалубочного формования железобетонных изделий невозможно размещение какой-либо поперечной арматуры в изделии до формования бетонной смеси с получением изделия, что снижает предел прочности готовых изделий и, соответственно, область их применения.
Из патента РФ на изобретение №2400359 известен способ изготовления дорожных плит, включающий непрерывную укладку бетонной смеси на формовочные дорожки, ограниченные рельсами для перемещения осуществляющей укладку формовочной машины, формование заготовки и выдержку бетона до необходимой прочности, причем перед формованием заготовки на формовочную дорожку вдоль всей ее длины раскладывают арматурную проволоку, при этом в качестве бетонной смеси используют смесь щебня, песка, цемента, добавок и воды при следующем соотношении, мас.%: щебень - 30-40; песок - 30-40; цемент - 20-35; добавка Д-11 - 0,2-1,0; волокна фибры - 0,02-0,09, вода - остальное, а количественное содержание арматурной проволоки задают из расчета 6-12 кг на 1 погонный метр готовой плиты.
Недостатком данного технического решения являются высокие требования к качеству и составу бетонной смеси, в том числе необходимость использования добавки Д-11 и волокон фибры и высокие требования к равномерному распределению волокон фибры по объему бетона.
Кроме того, как известно, затвердевшая бетонная смесь очень хорошо противостоит нагрузкам на сжатие и плохо сопротивляется изгибу. Металлическая арматура, будучи введенная в состав бетонной смеси в виде пространственного каркаса, значительно увеличивает способность железобетонного изделия выдерживать нагрузки на изгиб.
В данном техническом решении прочность на изгиб железобетонного изделия достигается за счет прочности бетона, а именно, с помощью добавки Д-11 и волокон фибры. Однако достигаемой прочности может быть недостаточно для изделий, предназначенных для работы с большими и интенсивными нагрузками.
Задачей, положенной в основу настоящего изобретения, является повышение прочности железобетонных изделий, изготавливаемых способом безопалубочного формования, расширение ассортимента указанных изделий и создание способа безопалубочного формования, обеспечивающего получение железобетонных изделий, содержащих поперечные арматурные элементы, в частности, дорожных плит.
Задача, положенная в основу настоящего изобретения, решается с помощью способа безопалубочного формования железобетонных изделий, заключающегося в том, что формируют армирующий каркас изделия путем размещения продольной арматуры на стенде безопалубочного формования, закрепления и натяжения продольной арматуры на упорах линии безопалубочного формования, и укладывают бетонную смесь на стенд безопалубочного формования с помощью формовочной машины, при этом формовочная во время укладки перемещается относительно стенда безопалубочного формования и осуществляет вибропрессование и формование укладываемой бетонной смеси, при этом на этапе формирования армирующего каркаса на стенде безопалубочного формования устанавливают разделители, выполненные с возможностью поддержки продольной арматуры на определенном уровне и перед этапом укладывания бетонной смеси на, по меньшей мере, одном слое продольной арматуры закрепляют поперечную арматуру.
Установка разделителей, поддерживающих продольную арматуру, позволяет применить формующую машину без средств поддержки продольной арматуры, что в свою очередь позволяет разместить на продольной арматуре поперечную арматуру и, таким образом, повысить прочность железобетонных изделий, изготавливаемых способом безопалубочного формования, расширить ассортимент указанных изделий, в частности, позволяет производить дорожные плиты способом безопалубочного формования.
Предпочтительно после формования железобетонного изделия и набора им отпускной прочности осуществляют разделение полученного изделия на части с получением конечных изделий. Таким образом, осуществляется производство нескольких изделий на одном стенде безопалубочного формования за один производственный цикл.
Также предпочтительно разделитель состоит из основания, проставки и формообразующего элемента, при этом основание разделителя фиксируют на стенде безопалубочного формования до размещения продольной арматуры, после размещения продольной арматуры на основании фиксируется проставка и после закрепления и натяжения всей продольной арматуры на основании разделителя фиксируют формообразующий элемент. Конструкция разделителя является простой в изготовлении. Способ сборки разделителя является простым и не требует каких-либо дополнительных навыков, может быть реализован специалистами, работающими на традиционных линиях безопалубочного формования, без дополнительного обучения. При этом обеспечивается надежное закрепление продольной арматуры.
Кроме того, согласно изобретению предпочтительно закрепляют и натягивают два пояса продольной арматуры, при этом первый пояс формируется до установки проставки на основание разделителя, а второй пояс формируется после установки проставки разделителя. В данном случае получают изделие с двумя поясами арматуры. Каждый из поясов увеличивает прочность на изгиб получаемого изделия, соответственно, один - в нижней части изделия, другой - в верхней части изделия.
Предпочтительно на обоих поясах продольной арматуры в качестве поперечной арматуры закрепляют армирующую сетку. Такое изделие обладает высокими прочностными характеристиками и может быть использовано в качестве дорожной плиты.
Возможно использование разделителя, содержащего несколько проставок. В данном случае проставки устанавливаются последовательно друг на друга по мере формирования поясов продольной арматуры. Использование нескольких проставок позволяет формировать три и более пояса арматуры. Соответственно, увеличивается прочность изделий и расширение ассортимента железобетонных изделий, выполненных способом безопалубочного формования.
Также задача, положенная в основу настоящего изобретения, решается с помощью разделителя линии безопалубочного формования, выполненного с возможностью фиксации на стенде бузопалубочного формования и с возможностью поддержки на определенном уровне продольной арматуры.
Применение разделителей, поддерживающих продольную арматуру, позволяет применить формующую машину без средств поддержки продольной арматуры, что в свою очередь позволяет разместить на продольной арматуре поперечную арматуру и, таким образом, повысить прочность железобетонных изделий, изготавливаемых способом безопалубочного формования, расширить ассортимент указанных изделий, в частности, позволяет производить дорожные плиты способом безопалубочного формования.
Предпочтительно разделитель состоит из основания, проставки и формообразующего элемента, при этом основание выполнено с возможностью фиксации на стенде безопалубочного формования, проставка выполнена с вырезами, обеспечивающими размещение в них продольной арматуры и предназначена для размещения на основании и формообразующий элемент имеет П-образную форму, прорези для размещения в них поперечной арматуры и предназначен для размещении на основании.
Такая конструкция разделителя является простой в изготовлении. Способ сборки разделителя также является простым и не требует каких-либо дополнительных навыков, может быть реализован специалистами, работающими на традиционных линиях безопалубочного формования, без дополнительного обучения. При этом обеспечивается надежное закрепление продольной арматуры.
Кроме того, возможно применение разделителя, содержащего несколько проставок. В данном случае проставки устанавливаются последовательно друг на друга по мере формирования поясов продольной арматуры. Использование нескольких проставок позволяет формировать три и более пояса арматуры. Соответственно, увеличивается прочность изделий и расширение ассортимента железобетонных изделий, выполненных способом безопалубочного формования.
Также задача, положенная в основу настоящего изобретения, решается с помощью линии безопалубочного формования железобетонных изделий, содержащей стенд безопалубочного формования, упоры, предназначенные для крепления продольной арматуры и формовочную машину, выполненную с возможностью укладки бетонной смеси на стенд безопалубочного формования, формования изделия и вибропрессования укладываемой смеси, при этом стенд безопалубочного формования и формовочная машина, обеспечивают возможность перемещения формовочной машины по стенду безопалубочного формования, формовочная машина выполнена с возможностью укладки бетонной смеси на стенд безопалубочного формования, формования изделия и вибропрессования укладываемой смеси во время перемещения по стенду безопалубочного формования, при этом линия дополнительно содержит разделитель линии безопалубочного формования, выполненный с возможностью фиксации на стенде бузопалубочного формования и с возможностью поддержки на определенном уровне продольной арматуры.
Установка разделителей, поддерживающих продольную арматуру, позволяет применить формующую машину без средств поддержки продольной арматуры, что в свою очередь позволяет разместить на продольной арматуре поперечную арматуру и, таким образом, повысить прочность железобетонных изделий, изготавливаемых способом безопалубочного формования, расширить ассортимент указанных изделий, в частности, позволяет производить дорожные плиты способом безопалубочного формования.
Предпочтительно разделитель состоит из основания, проставки и формообразующего элемента, при этом основание выполнено с возможностью фиксации на стенде безопалубочного формования, проставка выполнена с вырезами, обеспечивающими размещение в них продольной арматуры и предназначена для размещении на основании и формообразующий элемент имеет П-образную форму, прорези для размещения в них поперечной арматуры и предназначен для размещении на основании.
Такая конструкция разделителя является простой в изготовлении. Способ сборки разделителя является простым и не требует каких-либо дополнительных навыков, может быть реализован специалистами, работающими на традиционных линиях безопалубочного формования, без дополнительного обучения. При этом обеспечивается надежное закрепление продольной арматуры.
Кроме того, возможно применение разделителя, содержащего несколько проставок. В данном случае проставки устанавливаются последовательно друг на друга по мере формирования поясов продольной арматуры. Использование нескольких проставок позволяет формировать три и более пояса арматуры. Соответственно, увеличивается прочность изделий и расширение ассортимента железобетонных изделий, выполненных способом безопалубочного формования.
Далее приведено подробное описание вариантов наилучшего осуществления настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 изображает вид сверху на линию безопалубочного формования, согласно настоящему изобретению;
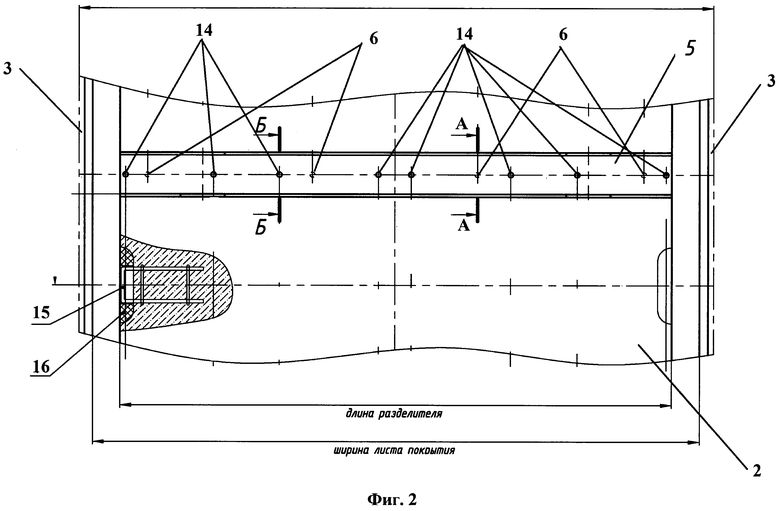
фиг.2 - расположение разделителя на стенде;
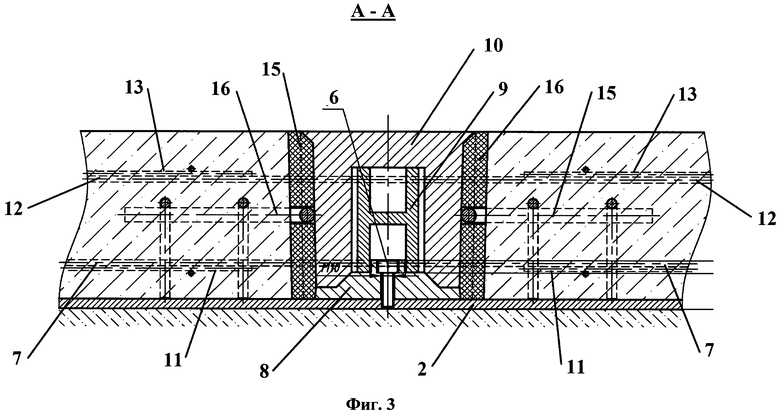
фиг.3 - разделитель в разрезе А-А;
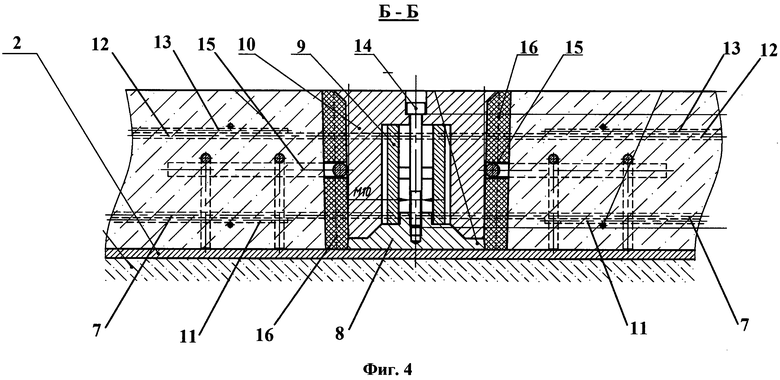
фиг.4 - разделитель в разрезе Б-Б;
Как показано на фиг.1 линия 1 безопалубочного формования, согласно настоящему изобретению, содержит стенд 2, ограниченный рельсами 3. Стенд 2 обычно выполняется подогреваемым. На поверхности стенда 2 формируется изделие.
Рельсы 3 предназначены для перемещения по ним технологического оборудования, а именно, формовочной машины, машина для раскладки продольной арматуры, резательной машины, машины для очистки стенда.
На концах стенда 2 установлены упоры 4.
Перед началом работы, в случае необходимости, стенд 2 очищается с помощью машины для очистки стенда.
Далее на стенде 2 размещаются разделители 5. Разделители 5 устанавливаются на стенде в поперечном направлении.
Форма и размер разделителей 5 соответствуют форме и размеру формообразующей оснастки формовочной машины и, соответственно, форме и размеру изготавливаемого изделия.
Следует отметить, что на фиг.1 обозначено три разделителя 5. Это сделано для упрощения чертежа. Очевидно, что на одном стенде 2 безопалубочного формования может быть размещено большее количество разделителей 5. Количество разделителей 5 определяет количество получаемых готовых изделий. Каждое готовое изделие формируется между двумя соседними разделителями 5.
Каждый из разделителей 5 фиксируется на стенде 2 на определенном расстоянии друг от друга, которое определяется размерами готового изделия. Согласно предпочтительному варианту осуществления изобретения, разделители фиксируются на стенде с помощью болтов 6 (фиг.2 и фиг 3).
Согласно настоящему изобретению, разделители 5 выполнены с возможностью поддержки продольной арматуры 7 на заданном уровне.
Как показано на фиг.3 и 4 разделитель 5 состоит из основания 8, проставки 9 разделителя и формообразующего элемента 10.
Согласно изобретению в верхней и нижней частях проставки 9 выполнены прорези в местах расположения продольной арматуры 7.
После установки оснований 8 разделителей между ними размещается армирующая сетка 11.
Затем на стенде 2 укладывается продольная арматура 7 первого нижнего пояса. Укладка продольной арматуры 7 производится предпочтительно с помощью машины для раскладки продольной арматуры.
После раскладки продольной арматуры 7 первого нижнего пояса ее закрепляют в упорах 4 с обеих сторон стенда 2. Каждая продольная арматура 7 размещается в соответствующих ей посадочных местах упоров 4, натягивается и фиксируется с помощью крепежных элементов.
Далее армирующая сетка 11 закрепляется на продольной арматуре первого нижнего слоя, например, с помощью вязальной проволоки.
Затем на основание 8 каждого из разделителей устанавливают проставки 9 разделителя. Продольная арматура 7 первого нижнего пояса размещается в соответствующих прорезях проставки 9 разделителя.
После этого на стенде 2 укладывается продольная арматура 12 второго верхнего пояса. Укладка продольной арматуры 12 производится предпочтительно с помощью машины для раскладки продольной арматуры.
После раскладки продольной арматуры 12 второго верхнего пояса ее закрепляют в упорах 4 с обеих сторон стенда 2. Каждая продольная арматура 12 размещается в соответствующих ей посадочных местах упоров 4, натягивается и фиксируется с помощью крепежных элементов. Продольная арматура 12 второго верхнего пояса размещается в соответствующих прорезях проставки 9 разделителя.
Далее на продольной арматуре 12 второго верхнего пояса размещается армирующая сетка 13. Затем армирующая сетка 13 закрепляется на продольной арматуре 12 второго верхнего слоя, например, с помощью вязальной проволоки.
После этого на основание 8 разделителя устанавливают формообразующий элемент 10.
Формообразующий элемент 10 имеет П-образный профиль. Внутри формообразующего элемента размещается проставка 9. При этом формообразующий элемент 10 опирается на основание 8 разделителя. Формообразующий элемент 10 имеет прорези, обеспечивающие размещение внутри них продольной арматуры 7 и 12.
После установки формообразующий элемент 10 закрепляется на основании 8 разделителя с помощью болтов 14 (фиг.4).
Форма внешних граней формообразующего элемента 10 определяет форму торцевых граней железобетонного изделия.
Таким образом, разделитель 8 обеспечивает размещение продольной арматуры 7 и 12 на двух уровнях.
Использование разделителей 8 дополнительно позволяет контролировать размер готовых изделий с максимальной точностью.
Согласно изобретению может быть размещено и большее количество поясов продольной арматуры.
Так разделитель 8 может содержать несколько проставок 9 разделителя, которые будут устанавливаться друг на друга последовательно по мере формирования поясов продольной арматуры.
Вместо армирующей сетки 11 или 13, согласно изобретению, может использоваться поперечная арматура в виде металлических стержней. Металлические стержни также могут закрепляться на продольной арматуре 7 и 12 с помощью вязальной проволоки.
В случае если армирующая сетка 11 или располагается под продольной арматурой 7 или 12 заданного пояса относительно стенда, то сначала на предыдущем слое продольной арматуры раскладывается армирующая сетка 7, затем раскладывается и натягивается продольная арматура 7 или 12 заданного пояса, после этого армирующая сетка 11 или 13 закрепляется на продольной арматуре 5 заданного пояса.
В случае если армирующая сетка 11 или 13 располагается над продольной арматурой 7 или 12 заданного пояса относительно стенда, то сначала раскладывается и натягивается продольная арматура 7 или 12 заданного пояса, затем раскладывается армирующая сетка 11 или 12, после этого армирующая сетка 11 или 12 закрепляется на продольной арматуре 7 или 12 заданного слоя.
Аналогично поступают с поперечной арматурой в виде металлических стержней.
Дополнительно при формировании арматурного каркаса устанавливают соединители 15 и вставки 16 (фиг.2, фиг.3 и фиг.4).
Соединители 15 фиксируются на арматурном каркасе изделия, например, с помощью вязальной проволоки.
Вставки 16 имеют прорезь, в которую помещается часть соединителя 15. Вставки 16 обеспечивают выемки на торцах готового изделия, из которых выступает часть соединителя 15. Таким образом формируются металлические захваты готового изделия.
Соединители 15 и вставки 16 могут быть размещены как по боковым сторонам готового изделия (фиг.2), так и возле разделителей 8 (фиг.3 и фиг.4). Таким образом будут сформированы торцевые захваты готового изделия.
После того как арматурный каркас сформирован, производят укладку бетонной смеси с помощью формовочной машины, выполненной с возможностью вибропрессования.
Формовочная машина непрерывно движется по рельсам 3 и укладывает на стенд 3 бетонную смесь. Непосредственно после укладки бетонная смесь подвергается вибропрессованию.
Данная формовочная машина имеет формообразующую оснастку, которая определяет и придает форму железобетонному изделию.
После вибропрессования бетонная смесь имеет достаточную прочность для сохранения заданной формообразующей оснасткой формы. Далее заготовку изделия оставляют на стенде до набора ею отпускной прочности.
После набора отпускной прочности снимается напряжение продольной арматуры и удаляются формообразующие элементы 10 разделителей. Далее заготовка изделия разрезается на части с получением готовых железобетонных изделий. Разрез производится в местах расположения разделителей 5, при этом разрезается продольная арматура 7 или 12, которая была расположена внутри разделителя 5 и не была покрыта бетонной смесью при укладке бетонной смеси. Предпочтительно данная операция выполняется с помощью резательной машины.
Далее готовое изделие снимается со стенда 2 и производят разборку разделителей 5.
В результате получается железобетонное изделие, выполненное способом безопалубочного формования, содержащее поперечную арматуру, в частности армирующую сетку. Поперечная арматура вмоноличена в изделие на стадии формования, что обеспечивает высокое сцепление между поперечной арматурой и бетонным телом изделия. Продольная арматура, поперечная арматура и бетонное тело изделия в дальнейшей эксплуатации действуют как одно целое, что обеспечивает высокие эксплуатационные характеристики.
Такое изделие способно выдерживать нагрузку на изгиб, намного превышающую максимальную нагрузку на изгиб изделий, выполненных известными способами безопалубочного формования. При этом описанный способ не требует введения специальных добавок в бетонную смесь.
В соответствии с описанным выше предпочтительным вариантом выполнения изобретения, получается железобетонное изделие, выполненное способом безопалубочного формования, содержащее два слоя продольной арматуры и армирующую сетку, закрепленную на каждом из слоев. Такое изделие способно выдерживать большие и интенсивные нагрузки и использоваться в качестве дорожной плиты.
Следует отметить, что в соответствии с известными способами безопалубочного формования, невозможно применение какой-либо поперечной арматуры, так как формующая машина любой известной конструкции не сможет произвести укладку бетонной смеси. Установка разделителей обеспечивает фиксацию на заданной высоте напрягаемой арматуры, что позволяет изменить конструкцию формовочной машины, убрав элементы поддержки арматуры формовочной машины, мешающие прохождению машины через поперечную арматуру.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМБИНИРОВАННО АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2011 |
|
RU2481946C2 |
| КРУПНОБЛОЧНОЕ ЗДАНИЕ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ДЛЯ ЕГО МОНТАЖА | 2012 |
|
RU2498024C1 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2263748C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДОРОЖНЫХ ПЛИТ | 2009 |
|
RU2400359C1 |
| Установка для формования железобетонных изделий | 1981 |
|
SU988561A1 |
| Способ производства сборных бетонных изделий | 2020 |
|
RU2747282C1 |
| МНОГОПУСТОТНОЕ СТРОИТЕЛЬНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2204665C1 |
| ФОРМОВОЧНАЯ МАШИНА ДЛЯ ПОТОЧНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2357858C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕТОННЫХ КОНСТРУКЦИЙ | 2010 |
|
RU2455436C1 |
| СПОСОБ, УСТРОЙСТВО И ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ ПАНЕЛЕЙ С КРИВОЛИНЕЙНОЙ ПОВЕРХНОСТЬЮ | 2011 |
|
RU2489254C2 |
Группа изобретений относится к области строительства и может быть использована при производстве железобетонных изделий способом безопалубочного виброформования, в частности дорожных плит. Способ безопалубочного формования железобетонных изделий заключается в том, что формируют армирующий каркас изделия путем размещения продольной арматуры на стенде безопалубочного формования. Закрепляют и осуществляют натяжение продольной арматуры на упорах линии безопалубочного формования. Укладывают бетонную смесь на стенд безопалубочного формования с помощью формовочной машины. При этом формовочная машина во время укладки перемещается относительно стенда безопалубочного формования и осуществляет вибропрессование и формование укладываемой бетонной смеси. Причем на этапе формирования армирующего каркаса на стенде безопалубочного формования устанавливают разделители, состоящие из основания, по меньшей мере одной проставки и формообразующего элемента. При этом разделители выполнены с возможностью поддержки продольной арматуры на определенном уровне и перед этапом укладывания бетонной смеси на, по меньшей мере, одном слое продольной арматуры закрепляют поперечную арматуру. При этом основание разделителя фиксируют на стенде безопалубочного формования до размещения продольной арматуры. После размещения продольной арматуры на основании фиксируется проставка. И после закрепления и натяжения всей продольной арматуры на основании разделителя фиксируют формообразующий элемент. Техническим результатом является повышение прочности изделия. 3 н. и 6 з.п. ф-лы, 4 ил.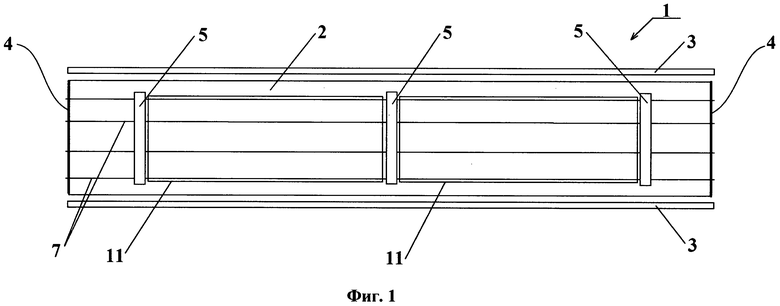
1. Способ безопалубочного формования железобетонных изделий, заключающийся в том, что
формируют армирующий каркас изделия путем размещения продольной арматуры на стенде безопалубочного формования, закрепления и натяжения продольной арматуры на упорах линии безопалубочного формования, и
укладывают бетонную смесь на стенд безопалубочного формования с помощью формовочной машины, при этом формовочная машина во время укладки перемещается относительно стенда безопалубочного формования и осуществляет вибропрессование и формование укладываемой бетонной смеси, отличающийся тем, что
на этапе формирования армирующего каркаса на стенде безопалубочного формования устанавливают разделители, состоящие из основания, по меньшей мере одной проставки и формообразующего элемента и
выполненные с возможностью поддержки продольной арматуры на определенном уровне, и перед этапом укладывания бетонной смеси на, по меньшей мере, одном слое продольной арматуры закрепляют поперечную арматуру,
при этом основание разделителя фиксируют на стенде безопалубочного формования до размещения продольной арматуры, после размещения продольной арматуры на основании фиксируется проставка и после закрепления и натяжения всей продольной арматуры на основании разделителя фиксируют формообразующий элемент.
2. Способ по п. 1, отличающийся тем, что после формования железобетонного изделия и набором им отпускной прочности осуществляют разделение полученного изделия на части с получением конечных изделий.
3. Способ по любому из пп. 1 или 2, отличающийся тем, что закрепляют и натягивают два пояса продольной арматуры, при этом первый пояс формируется до установки проставки на основание разделителя, а второй пояс формируется после установки проставки разделителя.
4. Способ по п. 3, отличающийся тем, что на обоих поясах продольной арматуры в качестве поперечной арматуры закрепляют армирующую сетку.
5. Способ по любому из пп. 1 или 2, отличающийся тем, что разделитель содержит несколько проставок, которые устанавливаются последовательно друг на друга по мере формирования поясов продольной арматуры.
6. Разделитель линии безопалубочного формования, выполненный с возможностью фиксации на стенде бузопалубочного формования и с возможностью поддержки на определенном уровне продольной арматуры, отличающийся тем, что состоит из основания, по меньшей мере одной проставки и формообразующего элемента, при этом основание выполнено с возможностью фиксации на стенде безопалубочного формования, проставка выполнена с вырезами, обеспечивающими размещение в них продольной арматуры, и предназначена для размещения на основании и формообразующий элемент имеет П-образную форму, прорези для размещения в них поперечной арматуры и предназначен для размещения на основании.
7. Разделитель по п. 6, отличающийся тем, что содержит несколько проставок.
8. Линия безопалубочного формования железобетонных изделий, содержащая стенд безопалубочного формования, упоры, предназначенные для крепления продольной арматуры, и формовочную машину, выполненную с возможностью укладки бетонной смеси на стенд безопалубочного формования, формования изделия и вибропрессования укладываемой смеси, при этом стенд безопалубочного формования и формовочная машина обеспечивают возможность перемещения формовочной машины по стенду безопалубочного формования, формовочная машина выполнена с возможностью укладки бетонной смеси на стенд безопалубочного формования, формования изделия и вибропрессования укладываемой смеси во время перемещения по стенду безопалубочного формования и дополнительно содержит разделитель линии безопалубочного формования, выполненный с возможностью фиксации на стенде бузопалубочного формования и с возможностью поддержки на определенном уровне продольной арматуры, отличающаяся тем, что разделитель состоит из основания, по меньшей мере одной проставки и формообразующего элемента, при этом основание выполнено с возможностью фиксации на стенде безопалубочного формования, проставка выполнена с вырезами, обеспечивающими размещение в них продольной арматуры, и предназначена для размещения на основании и формообразующий элемент имеет П-образную форму, прорези для размещения в них поперечной арматуры и предназначен для размещения на основании.
9. Линия безопалубочного формования по п. 8, отличающаяся тем, что разделитель содержит несколько проставок.
| Стендовая линия для изготовления изделий из бетонной смеси | 1989 |
|
SU1701533A1 |
| СТРОИТЕЛЬНАЯ ПЛИТА | 2003 |
|
RU2237137C1 |
| МНОГОПУСТОТНАЯ ЖЕЛЕЗОБЕТОННАЯ ПЛИТА, ПРЕДНАЗНАЧЕННАЯ ДЛЯ РАБОТЫ В УСЛОВИЯХ ПОВЫШЕННОЙ СЕЙСМИЧЕСКОЙ АКТИВНОСТИ | 2008 |
|
RU2363821C1 |
| Уточная крестомотальная машина | 1936 |
|
SU55143A1 |
| СКВОРЦОВ Р.Ф | |||
| Производство сборного железобетона, Госстройиздат УССР, Киев,1960, с.284 - 4 абзац сверху | |||

