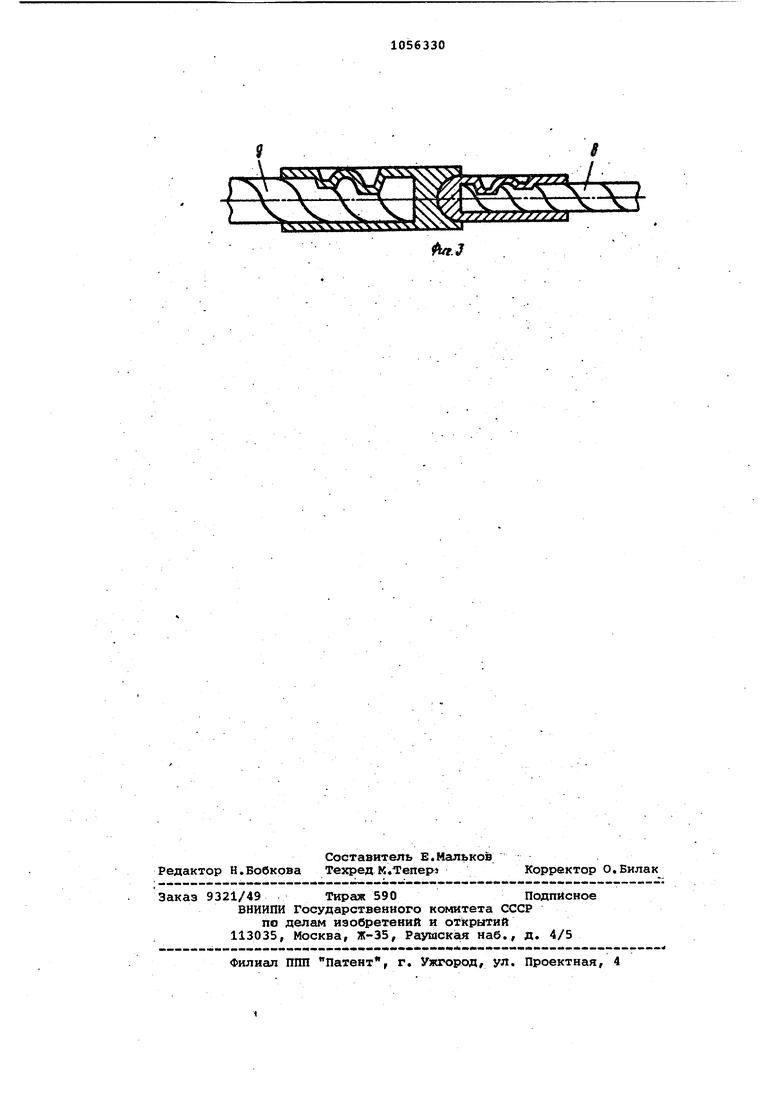
Изобретение относится к электротехнике и может быть использовано для изготовления соединителей для соединения разнородных электричесних проводников, преимущественно алюминиевых и медных. Известен способ изготовления сое динителей для электрических проводников , заключающийся в изготовлении трубок с глухими торцами и соединении их сваркой трением ij . Недостатками способа являются . низкое качество и нестабильность Сварного соединения по сечению соединения торцов трубок. Наиболее близким к изобретению является способ изготовления соединителя для электрических проводников ,.соединительные элементы которого выполняются в виде трубок с глухим торцом из материала с разной температурой плавления, после чего соединительные элементы устанавливают один против другого глухими торцовыми поверхностями и сое диняют их сваркой трением 2 . Недостатками этого способа являются необходимость обработки тор цов соединительных элементов механическим путем,что приводит к излишне перерасходу металла,некачественност и.нестабильность сварки по всему сечению соединения. Целью изобретения является повы шение надежности. - Поставленная цель достигается т что согласно способу изготовления соединителя для электрических пров ников, соединительные элементы которого выполняются в виде трубок с глухим торцом из материала с разной температурой плавления, после чего соединительные элементы устанавливают один против другого глухими торцовыми поверхностями и соединяют их сваркой трением, торец соединительного элемента из материа ла с более высокой температурой плавления выполняют сферическим, сварку производят до внедрения сферической поверхности в торцовую поверхность ответного соединительного элемента на глубину радиуса сферы. На фиг.1 показана схема осуществления способа; на фиг.2 - сечение А-А на фиг.1} на фиг.З - узел соеди нителя сг проводниками Соединитель состоит из двух соединительных элементов, трубки 1, выполненной из алюминиевого сплава, и трубки 2, выполненной из меди. Трубка 1 устанавливается в патрон 3, а своей торцовой поверхностью со-, прикасается Сторцовой поверхностью трубки 2. Торцовая поверхность трубки 2, так как она выполнена из материала с более высокой температурой плавления, имеет сферическую поверхность с центром 4 и сферой 5. Трубка. 2 жестко закреплена в основании б„ Трубку 1 вращают со скоростью, соответствующей заданному режиму сварки, а трубку 2 прижимают к трубке 1 с усилием, соответствующим данному режиму. При этом в центре 4 детали прингаты друг к другу с максимальным усилием и продолжительное время, так что в этом месте происходит максимальное тепловыделение. Трубка 1, выполненная из материала с более низкой температурой плавления, начинает плавиться и ее расплав устремляется от центра 4 к наружному диаметру трубки 2, образуя грат 7. При перемещении трубки 2 с усилием Р в торце;трубки 1 образуется соответствующая сферическая поверхность. Нагрев места соединения происходит равномерно, а контактирование осуществляется по всей сферической поверхности трубки 2. Таким образом, при малом диаметре медной трубки 2 за счет сферической поверхности получаем необходимую величину контактной поверхности, соответствующую ра:знице проводимостей соединяемых металлов. . После изготовления соединителя к нему подсоединяют соответственно проводник 8 из мед5и и проводник 9 из алюминиевого сплава. Предлагаемым способом изготовления соединителя достигнуто высокое качество соединения разнородных металлов за счет равномерности прогрева места соединения и стабильности процесса сварки и, как следствие этого, повышение надежности.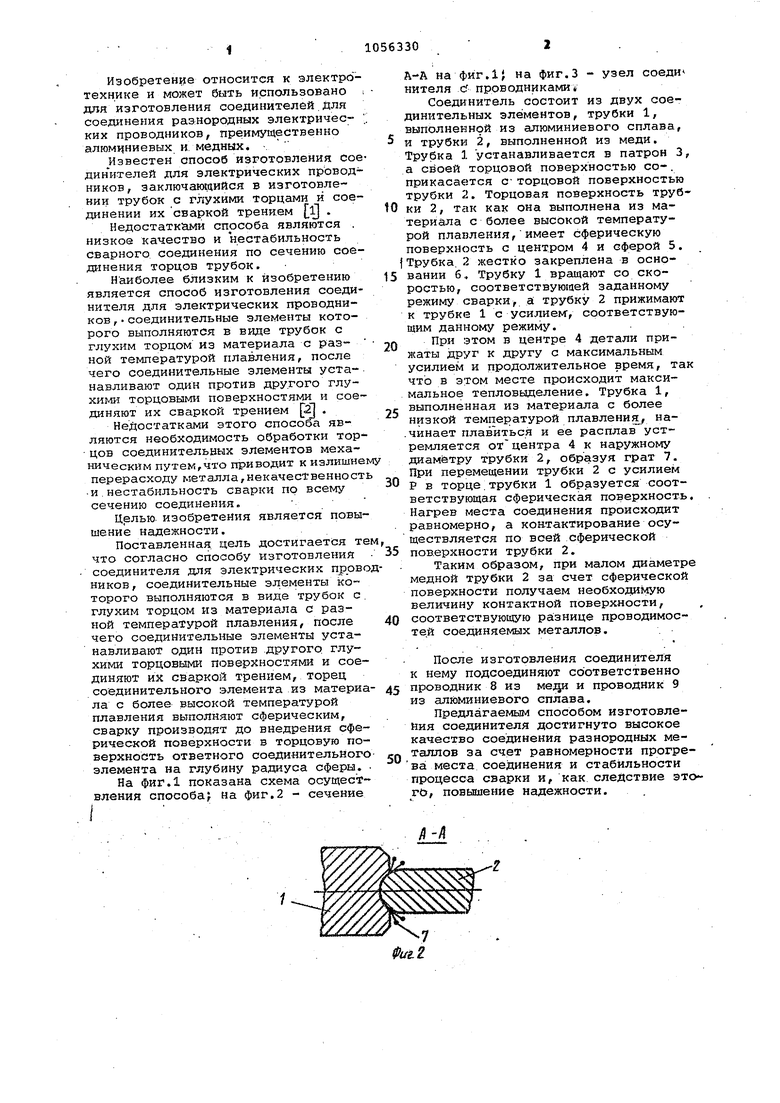
СПОСОБ ИЗГОТОВЛБЙИЯ СОЕДИНИТЕЛЯ ДЛЯ ЭЛЕКТРИЧЕСКИХ ПРОВОДНИ-КОВ, соединительные элементы которого вшюлияются в виде трубок с глухим торцом из материала с разной температурой плавления, после чего соединительные элементы устанавливают один против -другого глухими торцовыми поверхностями и соединяют их сваркой трением, отличающийся тем, что, с целью повышения надежности, торец соединительного элемента из материала с более высокой температурой плавления выполняют сферическим, сварку производят до внедрения сферической поверхности в торцовую поверхность ответного соединительного элемента на глубину радиуса сферы.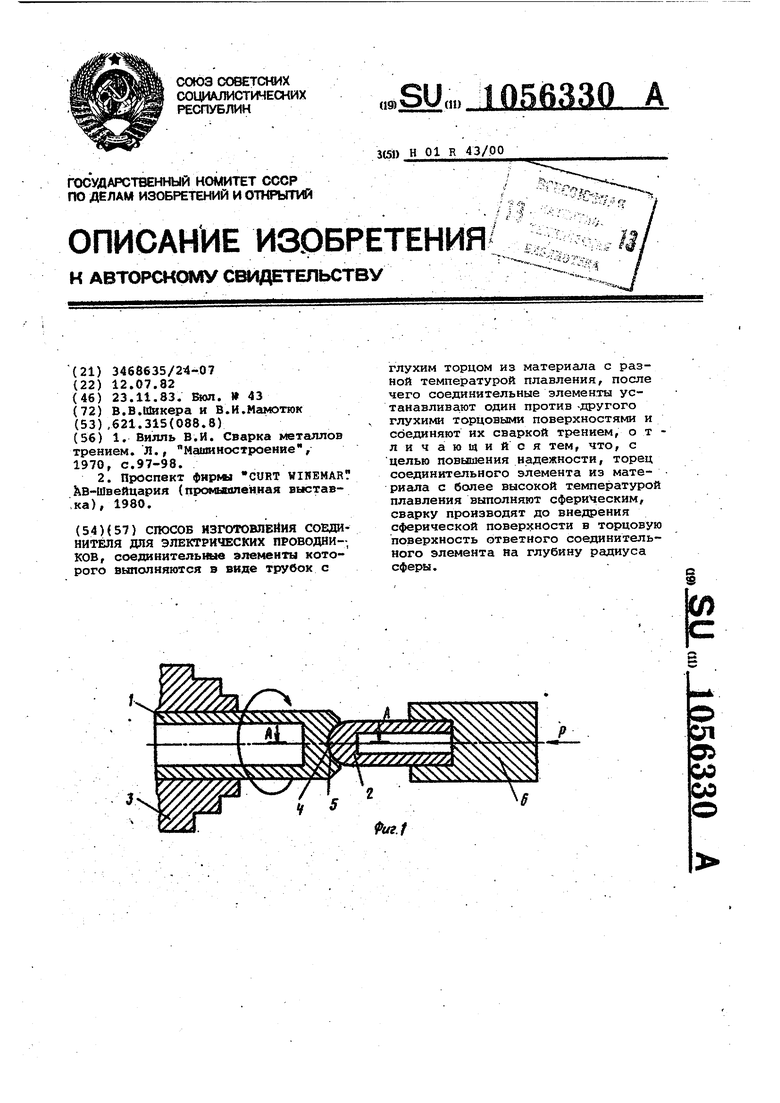
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Билль В.И | |||
| Сварка металлов трением | |||
| Л., Машиностроение / 1970, с.97-98 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирма CURT WIHEMAR )В-Швейцария (прсжьаапениая выстав,ка), 1980. | |||
