Способы удаления окалины с поверхности прокатываемого металла как механические, так и гидромеханическне известны.
Согласно изобретению предлагается новый орнгиналь)ый и более эффективный способ удаления окалины.
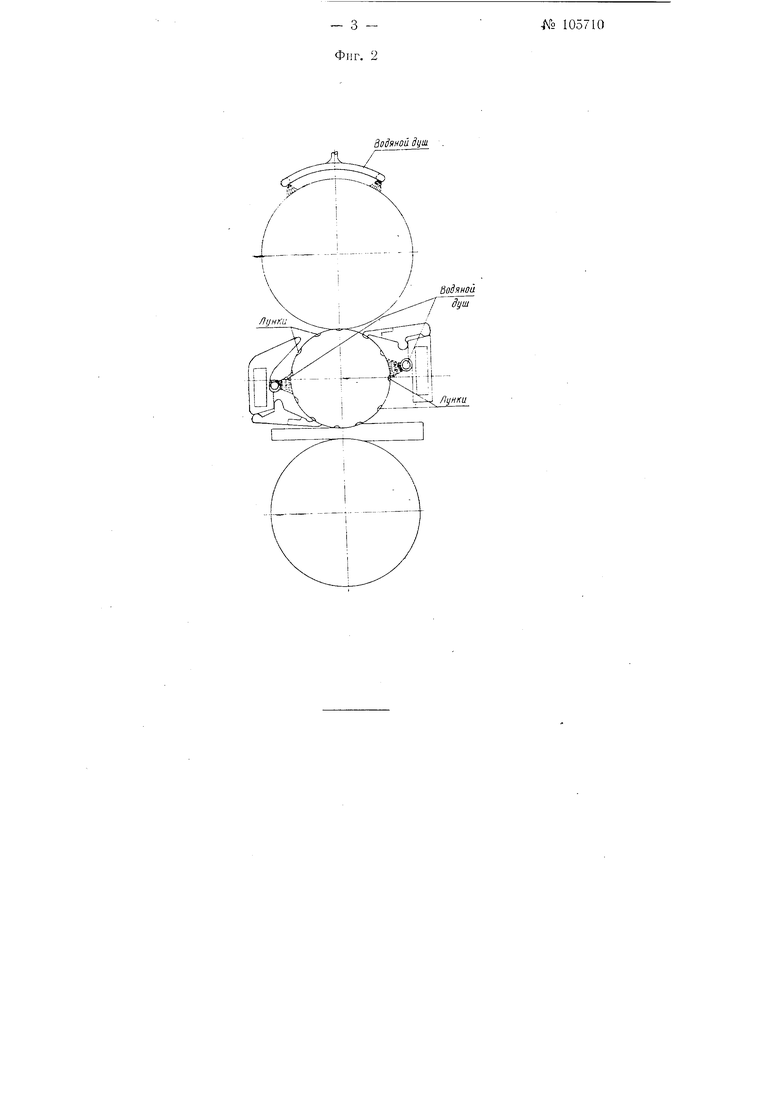
Снособ состоит в том, что на поверхности среднего валка станатрио Лауста высверливаются в шахматном поруядке луики глубиной 7 мм и диаметром 26 мм. Расстояние между должно быть ие меиее половины их диаметра. При этом .чуйки могут быть кругльпи и.чи вытянутыми.
Процесс удаления окалины с поверхности прокатываемого метал.та протекает следуюишм образом.
В имеющиеся на поверхности валка луики из душирующей установки попадает вода, имеющаяся в таком углублении. Вода подвергается бо.тьи;о.му сжатию в момент деформации металла и мгновенно превращается в нар ири очеиь высоком давлении.
При выходе лунок из очага деформации происходит взрыво-подобное извержение пара, вследствие
чего взламывается и выдувается не только окалина, но и мелкие илены и не только с площади отиечатка, но и с соседних участков поверхности металла.
Предлагаемый способ удалення окалршы не меняет обычной технологии ирокатки н режима обжатия металла.
Высве хт шание .лунок на иоверхиости валков может применяться и в черновых клетях дуо-реверснвных станов, бл нllIгoв, с.тябиигов, а также в сортовых заготовочиых клетях с той лии1Ь разницей, что глубина лунки должна быть меиьн ей.
Предмет изобретения
Паро-взрывной сиособ удаления окалины с поверхности прокатываемого металла, о т л и ч а ю щ и и с я тем, что, с целью более эффективного удаления окалины, поверхность среднего валка стана-трио Лауста изготовляется с лунками, вследствие чего из душевой установки стана в эти лунки попадает вода, которая при захвате металла, подвергаясь большому сжатию в момент его деформацнн, мгновенно превраСтандартгиз. Подп. к печ. 9/IV-1957 г. Объем 0,25 п. л. Тираж 350. Цена 50 коп. Гор. Алатырь, типография № 2 Министерства культуры Чувашской АССР. Зак. 2715
3
Фнг. 2
9 105710
| название | год | авторы | номер документа |
|---|---|---|---|
| Паро-взрывной способ удаления окалины с поверхности прокатываемого металла | 1957 |
|
SU113581A2 |
| Поворотно-установочный аппарат для листовых станов | 1956 |
|
SU112866A1 |
| Способ производства проката | 1979 |
|
SU816599A1 |
| Пневматический манипулятор для чистовых клетей листовых станов | 1953 |
|
SU105694A1 |
| Валок для холодной обработки давлением листового материала | 1989 |
|
SU1733159A1 |
| Способ прокатки сталей с повышенным окалинообразованием | 1980 |
|
SU929254A1 |
| Способ подготовки прокатных валков к работе | 1989 |
|
SU1634344A1 |
| Способ прокатки | 1980 |
|
SU1009541A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС С ОДНОСТОРОННИМ РИФЛЕНИЕМ | 2010 |
|
RU2445179C2 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС С ОДНОСТОРОННИМ ЧЕЧЕВИЧНЫМ РИФЛЕНИЕМ | 2012 |
|
RU2482930C1 |