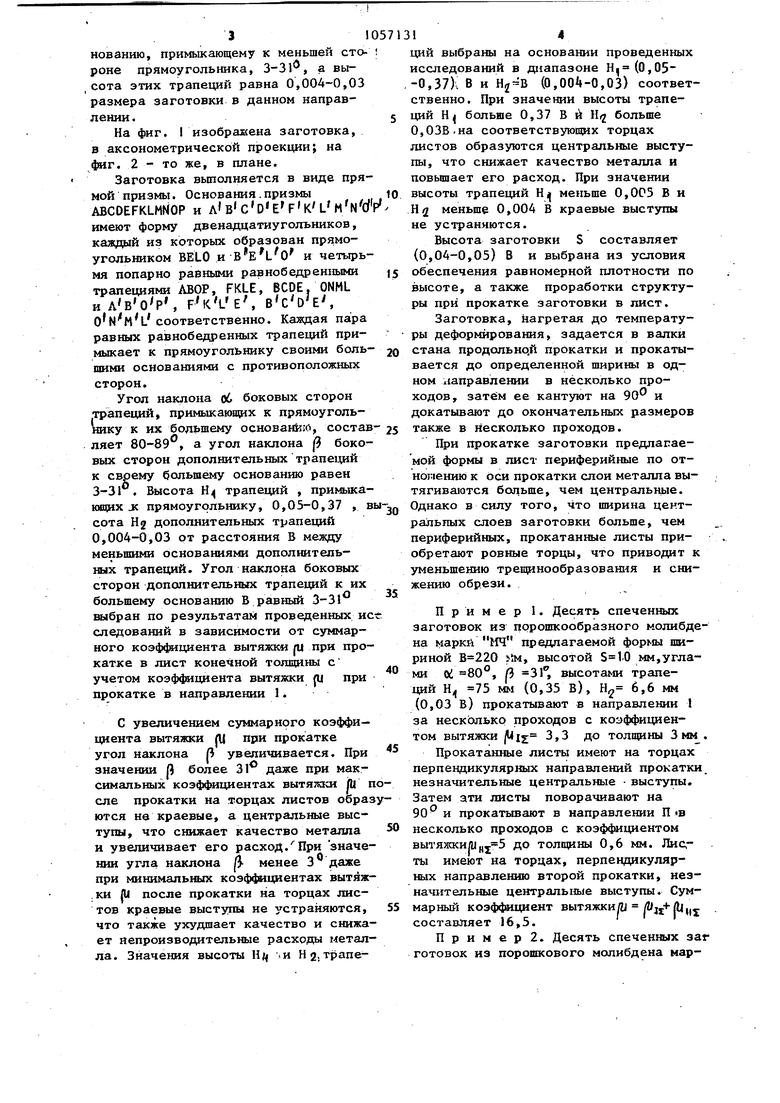
1 Изобретение относится к металлургическому производству , а именно к производству листов из спеченных пог рошковых заготовок. Известна заготовка в виде слитка выполненная в форме правильной четьфеху голь ной усеченной пирамиды .Эта заготовка прокатывается на обжи ных станах, а затем раскатывается в лист. Получение заготовки в форме правильной четырехугольной усеченной пирамиды обусловлено тем, что при та кой ее форме создаются наиболее благоприятные условия для кристаллизаци жидкого металла и обеспечивается получение слитка высокого качества Щ Однако при последующей прокатке заготовок такой, формы в лист из-за неравномерности степеней деформации по длине заготовки передний и зад1ШЙ концы изделия имеют различные .физико-механические свойства, что снижает качество листов. Известна также порошковая.-заготов ка, выполненная в виде прямой призмы, в основании которой JiexaiT прямо угольник, например призма высотой 20 мм и основанием в виде прямоугол ника сечением 650 мм х 40 мм из вол фрама 2 . При прокатке заготовки такой фор мы в лист на переднем и заднем концах последнего образуются криволинейные выступы, кроме того, происходит растрескивание металла. Налич краевых выступов на переднем и зад нем концах листа обусловлено неравн мерностью степеней деформации центральных и периферийных по отношению оси прокатки слоев металла. , Наиболее близкой к предлагаемой является порошковая заготовка, вы полненная в виде призмы, основание которой образовано прямоугольником и примыкающими к пему с противополо ных сторон равнобедренными трапеция ми ГзТ. Однако известная технология прокатки листов из порошковых и компакт ных заготовок предполагает прокатку листов в несколько проходов с кантовкой в двух взаимно перпендикулярных напра влениях. После прокатки в направлении 1 по достижении определенной ширины лист разворачивают на 90 и прокатывают до требуемых размеров в направлении И. Данная технология про 31J катки обуславливается тем, что при прокатке листов в двух взаимно перпендикулярных направлениях достигается однородность структуры и физико-механических свойств металла по всему объему листа, т.е. улучшается качество изделий. Известная заготовка рассчитана на прокатку только в одном направлении и позволяет уменьшить трещинообразование и снизить обрезь металла только на двух противоположнь1х краях листа.При прокатке в перпендикулярном направле,нии на двух других торцах листа образуются криволинейные выступы и трещины, распространяющиеся в глубину, вследствие неравномерности степеней деформаций центральных и периферий-; ных по отношению к прокатки слоев металла. Отсутствие бокового Ьодпора центральных слоев металла на периферийные на этих торцах листов приводит к возникновению дополнительных растягивающих напряжений и образованию продольньпс трещин. Указанные недостатки приводят к увеличению расходного коэффициента металла и снижению качества получаемой продукции. Для устранения указанных недостатков необходимо придать заготовке форму двег адцатиугольной призмы, при прокатке которой в лист в несколько проходов с разворотом после достижения необходимой ширины торцовые выступы не образуются. Цель изобретения - исключение дополнительных растягивающих напряжений в кромках листов при .прокатке в дэух взаимно перпендикулярных направлениях . Поставленная цель достигается тем, что в заготовке для прокатки листов из спеченных порошко&ых металлов, вьшолненной в виде призмы, основание которой образовано прямоугольником и примыкаинцими кинему с противоположных сторон равнобедренными тра пециями, основаннГе призмы образовано двумя дополнительными равнобедренны ми трапециями, примыкающими своими большими основаниями к двум противоположным сторонам прямоугольника, причем угол наклона боковых сторон трапеций к их основанию, примыкакицему к большей стороне прямоугольника, составляет 1-10 , углл наклона боковых сторон трапеций к их ос3нованию, примыкающему к меньшей сто роне прямоугольника, 3-31, а высота этих трапеций равна 0,004-0,03 размера заготовки в данном направлении. На фиг. I изобраиеиа заготовка, в аксонометрической проекции; на 4мг. 2 - то же, в плане. Заготовка выполняется в виде пря мой призмы. Основания.призмы ABCDEFKLMNOP и Л всоЕРКLM/N W имеют форму двенадцатиугольников, каждый из которых образован прямоугольником BELO и BELO и четьфь мя попарно равными равнобедренными трапециями АВОР, FKLE, BCDE, ONML илвор, FKLE, всоЧ, ONML соответственно. Каждая пара равных равнобедренных трапеций примыкает к прямоугольнику своими боль шими основаниями с противоположных сторон. Угол наклона об боковых сторон трапеций, примыкающих к прямоугольнику к их большему ocHOBaHfciO, соста ляет 80-89 , а угол наклона | боко вых сторон дополнительных трапеций к своему большему основанию равен 3-31 . Высота ti трапеций , примыка ющих jc прямоугольнику, 0,05-0,37 , сота Нд дополнительных трапеций 0,004-0,03 от расстояния В между меньшими основаниями дополнительных трапеций. Угол наклона боковых сторон дополнительных трапеций к их большему основанию В равный шлбран по результатам проведенных и следований в зависимости от суммарного коэф4в1Циента вытяжки /ц при про катке в лист конечной толщины с учетом коэффициента вытяжки m при прокатке в направлении 1. С увеличением суммарного коэффициента вытяжки Ш при прокатке угол наклона ft увеличивается. При значении Я более 31 даже при максимальных коэффициентах вытяжки Ш сле прокатки на торцах листов обра ются не краевые, а центральные выступы, что снижает качество металла и увеличивает его расход. При значе нии угла наклона менее 3 даже при минимальных коэффициентах вытяж .ки JU после прокатки на торцах листов краевые выступы не устраняются, что также ухудшает качество и снижа ет непроизводительные расходы метал ла. Значения высоты Н и Hg. трапе14ций выбраны на основании проведенных исследований в диапазоне Н|(0,05 -0,37)v В и (0,,03) соответственно. При значении высоты трапеций Н больше 0,37 В и Н больше 0,03В.на соответствующих торцах листов образуются центральные выступы, что снижает качество металла к повышает его расход. При значении высоты трапеций H|| меньше 0,ОСЗ В и Н меньше 0,004 В краевые выступы не устраняются. Высота заготовки S составляет (0,04-0,05) В и выбрана из условия обеспечения равномерной плотности по высоте, а также проработки структуры при прокатке заготовки в лист. Заготовка, Нагретая до температуры деформирования, задается в валки стана продольно.й прокатки и прокатывается до определенной ширины в одном направлении в несколько проходов, затем ее кантуют на 90 и докатывают до окончательных размеров также в несколько проходов. При прокатке заготовки предлагаемой формы в лист периферийные по отнопенню к оси прокатки слои металла вытягиваются больше, чем центральнью. Однако в силу того, что ширина центральных слоев заготовки больше, чем периферийных, прокатаншле листы приобретают ровные торцы, что приводит к уменьшению трещинообразования и снижению обрези. Пример 1. Десять спеченных заготовок из порошкообразного молибдена марки МЧ предлагаемой формы шириной iM, высотой .0 мм,углами od 80°, ft 31, высотами трапе1ЩЙ Н 75 мм (0,35 в), 6,6 мм (0,03 в) прокатывают в направлении I за несколько проходов с коэффициентом вытяжки |U 12 3,3 до толщины 3 мм . Прокаташше листы имеют на торцах перпендикулярных направлений прокатки, незначительные центральные выступы. Затем эти листы поворачивают на 90 и прокатывают в направлении П «в несколько проходов с коэффициентом вытяжки Ш и до толщины 0,6 мм. Листы имеют на торцах, перпендикулярных направлению второй прокатки, незначительные центральные выступы. Суммарный коэффициент вытяяжи/ZJ /Ujj+jUiij составляет 16,5. Пример 2. Десять спеченных заг готовок из порошкового молибдена мар$10ки МЧ предлагаемой формы шириной В 220 мм, высотой S 10 мм и углами , 3f HI 11 мм (0,05-в), мм (0,0015 в) прокатывают в направлении 1 за несколько проходов с коэффи1Д1ентом вытяжки ,3 до толщины 3 мм. Прокатанные листы имеют на .торцах, перпендикулярных направлению прокатки незначительные краевые выступы. Затем эти листы поворачивают на 90 и прокатывают в направлении П в несколько проходов с коэффициентом вытяжки) до толщины 0,6мм Листы имеют на торцах, перпендикулярн направлению второй прокатки - незначительные краевые выступы. Суммарный коэффициент вытяжки f -plE f Vt составляет 16,5. р и м е р 3. Десять спеченных П р И М € заготовок из порогакового молибдена -« 80-s-8d
LL
(Риг, 2 fff(0,,3r)
д 16 марки МЧ предлагаемой формы шири- . ной В 220 мм, высотой S3 Ю мм, углами ОС , ft 1430 и высотой трапеций ,5 мм (0,29 В), Н 5,5 мм (о,025 в) прокатывают в направлении I за несколько проходов с коэффициентом вытяжки/М| 3,3 до толщины 3 мм. Прокатанные листы практически не имеют выступов на торцах. Затем эти листы поворачивают на 90 и прокатьюают в направлении П несколько проходов с коэффициентом ытяжки рд,5 до толщины 0,6 мм. Использование предлагаемой заготовки позволяет получить экономический эффект 200 тыс.руб. по сравнению с базовым объектом за счет улучшения качества изделий и снижения непроизводительных расходов металла. пронатниЛ П , .oslB ч V
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ РЕССОРЫ | 1991 |
|
RU2011055C1 |
| ЛИСТ ДЛЯ РЕССОРЫ | 1990 |
|
RU1769566C |
| СПОСОБ ПРОКАТКИ ТРАПЕЦИЕВИДНЫХ ПРОФИЛЕЙ | 2017 |
|
RU2650464C1 |
| Способ поперечно-клиновой прокатки и инструмент для его осуществления | 1977 |
|
SU733821A1 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| Способ прокатки кольцевых изделий | 1990 |
|
SU1791067A1 |
| ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2001 |
|
RU2204672C2 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ ИЗДЕЛИЙ ЭЛЕКТРОННОЙ ТЕХНИКИ | 2015 |
|
RU2604552C2 |
| ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2006 |
|
RU2307907C1 |
| ОПОРНАЯ КОНСТРУКЦИЯ ДЛЯ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ | 2006 |
|
RU2303113C1 |
ЗАГОТОВКА ДНЯ ПРОКАТКИ ЛИСТОВ ИЗ СПЕЧЕННЫХ ПОРОЕЖОВЫХ МЕТАЛЛОВ f выполненная в виде призмы, основание которой образовано прямоугольником и примыка1 цими к нему с противоположных сторон равнобедренными трапециями, отличающаяся тем, что, с целью исключения дополнительных растягивающих напряжений в кромках листов при прокатке в двух взаимно шерпендикулярнь1х направлениях, основание призмы образовано двумя дополнительными равнобедренш.)ми трапециякш, приьшкающими своими большими осиова1шями к двум протиноположньм сторонам прямоугольника, причем угол наклона боковых сторон трапеций к юс основанию, примыкающему к большей стороне прямоугольника, сое(Л тавля«т 1-10 , угол наклона боковых сторон трапеций к их основанию, примыкающему к меньшей стороне прямоугольника, 3-31 , а высота зтих тра- S пеций равна 0,004-0,03 размера заготовки в этом направлении. СП 00
