Изобретение относится к порошковой металлургии, а именно к устройствам для прессования изделий из порошкового материала, прежде всего тугоплавких и керамических материалов, и предназначено прежде всего для прессования изделий электронной техники.
Известно устройство для прессования изделий из порошкового материала, содержащее подвижную и неподвижную плиты, верхний и нижний пуансоны и прессующий блок, в котором установлена матрица с подвижными стенками, при этом прессующий блок выполнен состоящим из двух частей, из которых верхняя закреплена на подвижной плите, а нижняя - на неподвижной, причем одна из частей прессующего блока снабжена приводом перемещения нижнего пуансона в плоскости, ортогональной направлению перемещения подвижной плиты.
В котором с целью повышения качества путем увеличения плотности спрессованной заготовки и повышения однородности ее распределения по объему заготовкипрессующий блок снабжен двумя каретками, установленными в направляющих с возможностью перемещения во взаимно ортогональных направлениях, причем одна из кареток установлена в направляющих второй каретки, каждая из частей блока снабжена четырьмя профилированными опорами, матрица выполнена в виде четырех формующих элементов с плоскими рабочими поверхностями, закрепленных на профилированных опорах и образующих своими рабочими поверхностями замкнутый контур, а каждый из формующих элементов выполнен со щелевой направляющей, перпендикулярной его рабочей поверхности, и хвостовиком, установленным в щелевой направляющей соседнего элемента, при этом рабочая поверхность формующего элемента совпадает с одной из поверхностей его хвостовика.
Причем каждая из опор прессующего блока выполнена с двумя профилированными поверхностями, образующая каждого из сечений профилированной поверхности плоскостью, ортогональной ближайшему ребру торцевой поверхности пуансона, представляет собой окружность с радиусом, равным длине перпендикуляра, опущенного из любой точки поверхности опоры на соответствующее ребро торцевой поверхности пуансона [Патент РФ №2243853, МПК B22F 3/02, приоритет 21.04.2003, опубликовано 10.01.2005].
Недостатками данного устройства для прессования изделий из порошкового материала являются:
во-первых, сложность устройства и соответственно высокая его стоимость,
во-вторых, невысокое качество из-за очевидно низкой однородности распределения плотности по всей поверхности образца заготовки,
в-третьих, высокая стоимость эксплуатации вследствие повышенной изнашиваемости сложных элементов устройства и соответственно требующих их частой замены с соответствующим достаточно сложным их подгоном.
Известен способ прессования штабиков из порошка тугоплавких металлов и пресс-форма для их прессования.
Последняя содержит вертикальный пуансон, боковину и нижнюю плиту.
Которая с целью повышения качества путем приложения к порошку тугоплавких металлов дополнительного сжимающего усилия в горизонтальном направлении дополнительно содержит горизонтальный пуансон, контактирующий рабочей поверхностью с торцовой поверхностью вертикального пуансона, установленного в корпусе пресс-формы с возможностью горизонтального перемещения, при этом нижняя плита контактирует своей торцовой поверхностью с рабочей поверхностью боковины, которая смонтирована в корпусе с возможностью вертикального перемещения, причем пуансоны подпружинены относительно корпуса [Патент РФ №23818700, МПК B22F 3/02, приоритет 19.11.2007, опубликовано 20.02.2010].
Известно устройство для прессования заготовок из порошка тугоплавких металлов, содержащее горизонтальный стол с вертикальными боковыми поверхностями и установленные на него вертикальный пуансон и матрицу.
Которое с целью повышения качества путем увеличения равномерности плотности заготовки как по сечению, так и по ее длине содержит, как и второй аналог, горизонтальный пуансон, а матрица состоит из двух частей, выполненных с наклонными под углом  к боковой вертикальной поверхности стола рабочими поверхностями и в которых установлены подпружиненные деформирующие вставки, перпендикулярные указанным рабочим поверхностям и образующие совместно с ними замкнутый калибр, при этом одна из частей матрицы закреплена неподвижно на столе устройства, а вторая связана с горизонтальным пуансоном [Патент РФ №2373025, МПК B22F 3/02, приоритет 04.03.2008, опубликовано 20.11.2009] - прототип.
к боковой вертикальной поверхности стола рабочими поверхностями и в которых установлены подпружиненные деформирующие вставки, перпендикулярные указанным рабочим поверхностям и образующие совместно с ними замкнутый калибр, при этом одна из частей матрицы закреплена неподвижно на столе устройства, а вторая связана с горизонтальным пуансоном [Патент РФ №2373025, МПК B22F 3/02, приоритет 04.03.2008, опубликовано 20.11.2009] - прототип.
Наличие в устройстве для прессования изделий из порошкового материала прототипа, равно как и в устройстве второго аналога горизонтального пуансона позволяет обжимать порошковый материал как по высоте, так и по ширине и тем самым создает благоприятную схему напряженно-деформированного состояния, и тем самым обеспечивает повышение плотности и равномерности по его сечению и соответственно овышение качества заготовок запрессованных порошковых материалов.
Однако данное устройство для прессования отличается:
сложностью конструкционного исполнения,
большой длительностью технологического процесса и соответственно низкой трудоемкостью изготовления,
сложностью процесса эксплуатации.
Более того, исполнение горизонтального пуансона, требует жесткой опоры на рабочем основании пресса, что особенно важно в случае исполнения устройства для прессования многоместным. При этом трудоемкость возрастает во много крат, так как количество формообразующих элементов растет пропорционально количеству прессуемых изделий за один раз.
Техническим результатом заявленного устройства для прессования изделий из порошкового материала является повышение качества прессования, упрощение конструкции, снижение длительности и трудоемкости технологического процесса прессования.
Указанный технический результат достигается заявленным устройством для прессования изделий из порошкового материала, содержащим расположенное горизонтально основание пресса, два пуансона и матрицу, выполненную из частей с образованием замкнутой рабочей полости для прессуемого порошкового материала.
В котором оно содержит нижний пуансон, размещенный основанием на горизонтальной поверхности основания пресса, и верхний пуансон, причем нижний и верхний пуансоны выполнены в виде прямоугольных параллелепипедов равной или различной высоты и с равными по длине и ширине основаниями, матрица состоит из четырех частей, две из которых выполнены в виде половин полого усеченного конуса конусностью не более 5° и размещены на расстоянии не менее 10×10-3 м от горизонтальной поверхности основания пресса, причем поперечное сечение в горизонтальной плоскости внутренней поверхности каждой из двух половин представляет равнобедренную трапецию с малым основанием, равным длине основания пуансона, а две другие части матрицы расположены внутри по торцам упомянутых двух частей матрицы в виде половин полого усеченного конуса и выполнены в виде прямых треугольных призм, причем длина стороны основания призмы равна ширине основания пуансонов, а длина боковой стороны призмы равна боковой стороне упомянутой равнобедренной трапеции, при этом матрица с внешней стороны дополнительно снабжена зажимным кольцом, внутренняя поверхность которого повторяет ее внешнюю поверхность, а с внутренней стороны каждая из двух частей матрицы, выполненных в виде половин полого усеченного конуса, снабжена упругодеформирующейся вставкой в виде прямоугольного параллелепипеда, длина которого равна длине малого основания упомянутой равнобедренной трапеции, а высота равна высоте упомянутой равнобедренной трапеции.
Устройство предназначено для прессования порошковых керамических материалов, ферритовых материалов или тугоплавких металлов.
Высота пуансонов и матрицы определена с учетом типа прессуемого порошкового материала.
Упругодеформирующиеся вставки выполнены из полиуретана.
Верхний и нижний пуансоны и части матрицы в виде половин полого усеченного конуса имеют полости.
Раскрытие сущности изобретения.
Совокупность существенных признаков заявленного устройства прессования изделий из порошкового материала, а именно когда:
устройство содержит нижний пуансон, размещенный основанием на горизонтальной поверхности основания пресса, и верхний пуансон, причем нижний и верхний пуансоны выполнены в виде прямоугольных параллелепипедов равной или различной высоты и с равными по длине и ширине основаниями,
матрица состоит из четырех частей, две из которых выполнены в виде половин полого усеченного конуса конусностью не более 5° и размещены на расстоянии не менее 10×10-3 м от горизонтальной поверхности основания пресса, причем поперечное сечение в горизонтальной плоскости внутренней поверхности каждой из двух половин представляет равнобедренную трапецию с малым основанием, равным длине основания пуансона, а две другие части матрицы расположены внутри по торцам упомянутых двух частей матрицы в виде половин полого усеченного конуса и выполнены в виде прямых треугольных призм, причем длина стороны основания призмы равна ширине основания пуансонов, а длина боковой стороны призмы равна боковой стороне упомянутой равнобедренной трапеции, при этом матрица с внешней стороны дополнительно снабжена зажимным кольцом, внутренняя поверхность которого повторяет ее внешнюю поверхность, а с внутренней стороны каждая из двух частей матрицы, выполненных в виде половин полого усеченного конуса, снабжена упругодеформирующейся вставкой в виде прямоугольного параллелепипеда, длина которого равна длине малого основания упомянутой равнобедренной трапеции, а высота равна высоте упомянутой равнобедренной трапеции.
Это обеспечивает:
Во-первых, благодаря возможности свободного вертикального перемещения матрицы вдоль обоих пуансонов - двустороннее прессование порошкового материала в режиме квазистатического изобарного адиабатического процесса прессования, который, являясь равновесным процессом, обеспечивает приложение усилий к прессуемому порошковому материалу по всем возможным направлениям (всесторонне) и тем самым обеспечивается:
а) увеличение удельной плотности прессуемого порошкового материала,
б) равномерное распределение плотности спрессованного материала по всему объему заготовки изделия,
и как следствие - повышение качества прессования.
Во-вторых, благодаря как простоте исполнения элементов устройства, так и простому и надежному их соединению, и прежде всего частей матрицы обеспечивается
а) снижение трудоемкости технологического процесса прессования и упрощение процесса эксплуатации устройства,
б) повышение износостойкости (низкой изнашиваемости).
В-третьих, благодаря простоте извлечения спрессованной заготовки изделия из устройства, а именно посредством легкого постукивания по зажимному кольцу, разбирается устройство для прессования и при этом легко без дополнительных усилий освобождается образец заготовки изделия из спрессованного порошкового материала, при этом в полной его целостности и сохранности и, как следствие, снижение длительности и трудоемкости технологического процесса прессования изделия.
Итак, заявленное устройство для прессования изделий из порошкового материала в полной мере обеспечивает указанный технический результат, а именно повышение качества прессования, упрощение конструкции, снижение длительности и трудоемкости технологического процесса прессования.
Изобретение поясняется чертежом.
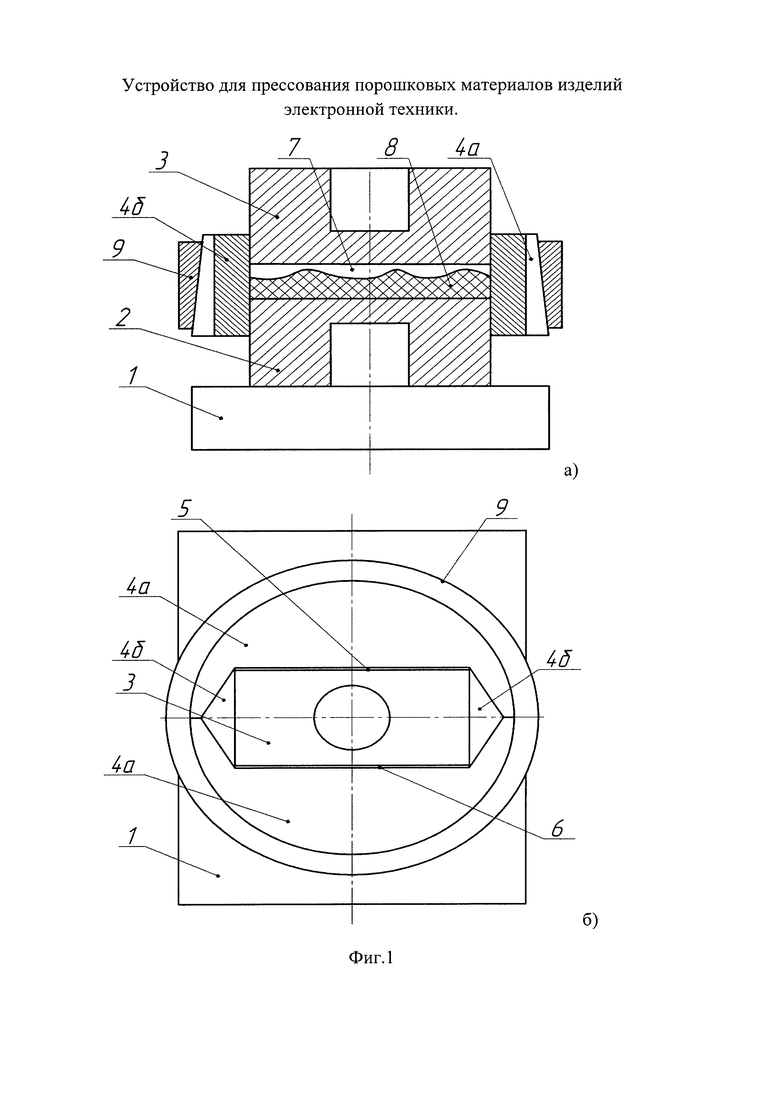
На фиг. 1 (а-б) дан разрез заявленного устройства для прессования изделий из порошкового материала (фиг. 1а) и вид сверху (фиг. 1б), где:
- основание пресса - 1,
- два пуансона - 2, 3 - нижний и верхний соответственно,
- матрица 4 из четырех частей, две из которых 4а выполнены в виде половин полого усеченного конуса конусностью не более 5°, две другие 4б - в виде прямых треугольных призм,
- две упругодеформирующиеся вставки - 5,6 соответственно,
- замкнутая рабочая полость - 7 для прессуемого порошкового материала - 8,
- зажимное кольцо - 9.
Пример конкретного выполнения заявленного устройства для прессования изделий из порошкового материала.
Изготавливают:
Основание пресса 1 из стали 45 (ГОСТ 1050-88).
Каждый из пуансонов нижний и верхний 2, 3 соответственно выполнен в виде прямоугольного параллелепипеда, при этом высотой, равной, например, 0,035×10-3 м и равными основаниями по длине и ширине соответственно, например, длиной 0,065×10-3 м и шириной 0,040×10-3 м.
Матрица 4 состоит из четырех частей,
две из которых 4а выполнены в виде половин полого усеченного конуса конусностью не более 5° и размещены на расстоянии не менее 10×10-3 м от горизонтальной поверхности основания пресса 1, причем поперечное сечение в горизонтальной плоскости внутренней поверхности каждой из двух половин представляет равнобедренную трапецию с малым основанием, равным длине основания пуансона, а две другие части матрицы 4б расположены внутри по торцам упомянутых двух частей матрицы в виде половин полого усеченного конуса, и выполнены в виде прямых треугольных призм, причем длина стороны основания призмы равна ширине основания пуансонов, а длина боковой стороны призмы равна боковой стороне упомянутой равнобедренной трапеции.
Матрица 4
с внешней стороны дополнительно снабжена зажимным кольцом 9, внутренняя поверхность которого повторяет ее внешнюю поверхность,
а с внутренней стороны каждая из двух частей матрицы, выполненных в виде половин полого усеченного конуса, снабжена упругодеформирующейся вставкой 5, 6 соответственно в виде прямоугольного параллелепипеда, длина которого равна длине малого основания упомянутой равнобедренной трапеции, а высота равна высоте упомянутой равнобедренной трапеции, и выполнены из материала - полиуретана.
Упомянутые выше элементы выполнены из стали (У8А ГОСТ 1345-90) посредством методов - токарных, фрезерования, шлифования, закалки до значений 53…57 HCRэ.
Осуществляют сборку рабочей замкнутой полости 7 для прессуемых порошковых материалов, для чего последовательно взаимно располагают с технологическим зазором по вертикальной оси устройства и симметрично относительно горизонтальной оси устройства - нижний пуансон 2 его основанием на горизонтальной поверхности основания пресса 1, две части матрицы в виде половины усеченного конуса 4а по высоте нижнего пуансона 2, при этом не менее 10×10-3 м от горизонтальной поверхности основания пресса 1, две упругодеформирующиеся вставки 5, 6 каждая по соответствующей внутренней поверхности двух частей матрицы в виде половины полого усеченного конуса 4а, две другие части матрицы в виде прямых треугольных призм 4б по торцам внутренних поверхностей двух частей матрицы в виде половин полого усеченного конуса 4а и двух упругодеформирующихся вставок 5, 6 соответственно, верхний пуансон 3 его основанием, с обеспечением входа его основания в рабочую замкнутую полость 7, и соединенные между собой посредством зажимного кольца 9.
Работа устройства
Заявленное устройство для прессования изделий из порошкового материала работает следующим образом.
В замкнутую рабочую полость 7 засыпают прессуемый заданный порошковый материал 8, например феррит, со структурой граната (Марка ФГ-140) с помощью воронки.
Располагают в замкнутую рабочую полость 7 верхний пуансон 3 его основанием.
Усилие от штока гидравлического пресса (марка WEB) к прессуемому порошковому материалу 8 передается через верхний 3 и нижний 2 пуансоны, а также упругодеформирующие вставки 5, 6.
При этом матрица 4 свободно перемещается вертикально вдоль обоих пуансонов 2, 3.
Создается основной транспортный механизм перемещения указанного порошкового материала 8. Он обеспечивает скольжение порошинок (частиц) прессуемого порошкового материала в его пустоты. При этом перенос прессуемого материала вследствие движения порошинок происходит по всем направлениям прессуемого порошкового материала.
При этом в процессе движения порошинки могут также поворачиваться вокруг своих центров, изменять свою форму и дополнительно обеспечивать уплотнение прессуемого порошкового материала.
По окончании технологического процесса прессования заготовки изделия из порошкового материала устройство легким постукиванием по зажимному кольцу 9 разбирается и при этом освобождается запрессованный образец заготовки изделия.
Аналогично заявленное устройство было опробовано для прессования других типов порошкового материала - Феррит со структурой шпинели (НТ-200), МД-50 (медно-молибденовый сплав).
Изготовленные образцы спрессованных заготовок изделий из порошкового материала были исследованы на предмет удельной плотности методом обмера и взвешивания ГОСТ 15139-69 (СТ СЭВ 891-78).
Данные представлены в таблице.
Как видно из таблицы образцы спрессованных заготовок изделий из соответствующего порошкового материала, изготовленные посредством заявленного устройства для прессования изделий из порошкового материала имеют.
Во-первых, удельную плотность спрессованных заготовок от теоретически возможной (рассчитанной) примерно 56,0, 62,0, 65,0 процентов, удельную плотность спеченных заготовок изделий от теоретически возможной примерно 98,0, 99,0, 92,0 процентов соответственно.
во-вторых, удельную плотность, равно распределенную по всей поверхности спрессованных заготовок изделий из порошкового материала примерно 98,0, 99,0, 92,0 соответственно.
Образец прототипа имеет удельную плотность примерно 52,0, 59,0, 60,0 процентов от теоретически возможной соответственно.
В-третьих, длительность технологического процесса прессования изделий из порошкового материалов примерно 245 с (феррит со структурой шпинели, феррит со структурой граната), 420 с (МД-50, при этом повышение длительности технологического процесса прессования обусловлено пластическими свойствами последнего) против - прототипа 630 с, 610 с, 900 с соответственно.
Таким образом, заявленное устройство для прессования изделий из порошкового материала по сравнению с прототипом обеспечит:
- повышение качества прессования, удельная плотность повышена примерно на 10 процентов.
- упрощение конструкции,
- снижение трудоемкости и длительности технологического процесса прессования изделий из порошкового материалов более чем в 2 раза.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ТВЕРДЫХ ТРУДНОДЕФОРМИРУЕМЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2451576C1 |
| СПОСОБ ОБЪЕМНОГО ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2014 |
|
RU2572268C1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| МНОГОПОЗИЦИОННЫЙ РОТОРНЫЙ ПРЕСС ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВОГО МАТЕРИАЛА | 2016 |
|
RU2637190C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |
| Устройство для формования длинномерных прутков из порошка | 1990 |
|
SU1704923A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2625920C2 |
| Устройство для прессования изделий из измельченного металла | 1989 |
|
SU1637957A1 |
Изобретение относится к прессованию изделий электронной техники из порошкового материала. Устройство содержит расположенное горизонтально основание пресса, нижний пуансон, размещенный основанием на горизонтальной поверхности основания пресса, и верхний пуансон, матрицу с замкнутой рабочей полостью. Нижний и верхний пуансоны выполнены в виде прямоугольных параллелепипедов. Матрица состоит из четырех частей, две из которых выполнены в виде половин полого усеченного конуса и размещены на расстоянии от горизонтальной поверхности основания пресса, причем поперечное сечение в горизонтальной плоскости внутренней поверхности каждой из двух половин представляет равнобедренную трапецию с малым основанием, равным длине основания пуансона, а две другие части матрицы расположены внутри по торцам упомянутых двух частей матрицы в виде половин полого усеченного конуса и выполнены в виде прямых треугольных призм. Матрица с внешней стороны снабжена зажимным кольцом, внутренняя поверхность которого повторяет ее внешнюю поверхность, а с внутренней стороны каждая из двух частей матрицы, выполненных в виде половин полого усеченного конуса, снабжена упругодеформирующейся вставкой в виде прямоугольного параллелепипеда. Обеспечивается повышение качества прессования. 4 з.п. ф-лы, 1 ил., 1 табл.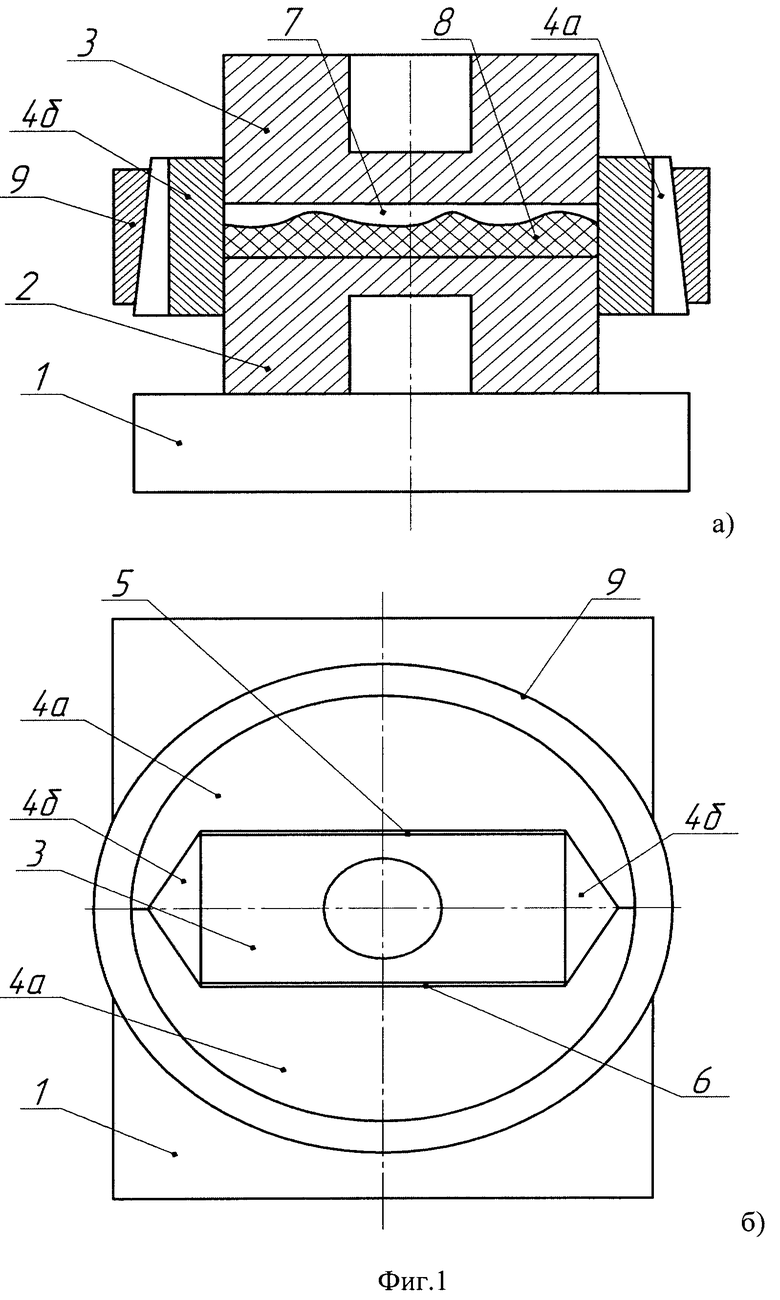
1. Устройство для прессования изделий электронной техники из порошкового материала, содержащее расположенное горизонтально основание пресса, два пуансона и матрицу, выполненную из частей с образованием замкнутой рабочей полости для прессуемого порошкового материала, отличающееся тем, что оно содержит нижний пуансон, размещенный основанием на горизонтальной поверхности основания пресса, и верхний пуансон, причем нижний и верхний пуансоны выполнены в виде прямоугольных параллелепипедов равной или различной высоты и с равными по длине и ширине основаниями, матрица состоит из четырех частей, две из которых выполнены в виде половин полого усеченного конуса конусностью не более 5° и размещены на расстоянии не менее 10×10-3 м от горизонтальной поверхности основания пресса, причем поперечное сечение в горизонтальной плоскости внутренней поверхности каждой из двух половин представляет равнобедренную трапецию с малым основанием, равным длине основания пуансона, а две другие части матрицы расположены внутри по торцам упомянутых двух частей матрицы в виде половин полого усеченного конуса, и выполнены в виде прямых треугольных призм, причем длина стороны основания призмы равна ширине основания пуансонов, а длина боковой стороны призмы равна боковой стороне упомянутой равнобедренной трапеции, при этом матрица с внешней стороны дополнительно снабжена зажимным кольцом, внутренняя поверхность которого повторяет ее внешнюю поверхность, а с внутренней стороны каждая из двух частей матрицы, выполненных в виде половин полого усеченного конуса, снабжена упругодеформирующейся вставкой в виде прямоугольного параллелепипеда, длина которого равна длине малого основания упомянутой равнобедренной трапеции, а высота равна высоте упомянутой равнобедренной трапеции.
2. Устройство по п. 1, отличающееся тем, что оно предназначено для прессования порошковых керамических материалов, ферритовых материалов или тугоплавких металлов.
3. Устройство по п. 1, отличающееся тем, что высота пуансонов и матрицы определена с учетом типа прессуемого порошкового материала.
4. Устройство п. 1, отличающееся тем, что упругодеформирующиеся вставки выполнены из полиуретана.
5. Устройство по п. 1, отличающееся тем, что верхний и нижний пуансоны и части матрицы в виде половин полого усеченного конуса имеют полости.
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ | 2008 |
|
RU2373025C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2243853C1 |
| СПОСОБ ПРЕССОВАНИЯ ШТАБИКОВ ИЗ ПОРОШКОВ ТУГОПЛАВКИХ МЕТАЛЛОВ И ПРЕСС-ФОРМА ДЛЯ ИХ ПРЕССОВАНИЯ | 2007 |
|
RU2381870C2 |
| JP 2000135598 A, 16.05.2000 | |||
| US 6919041 B2, 19.07.2005 | |||
| WO 2009070525 A1, 04.06.2009. | |||

