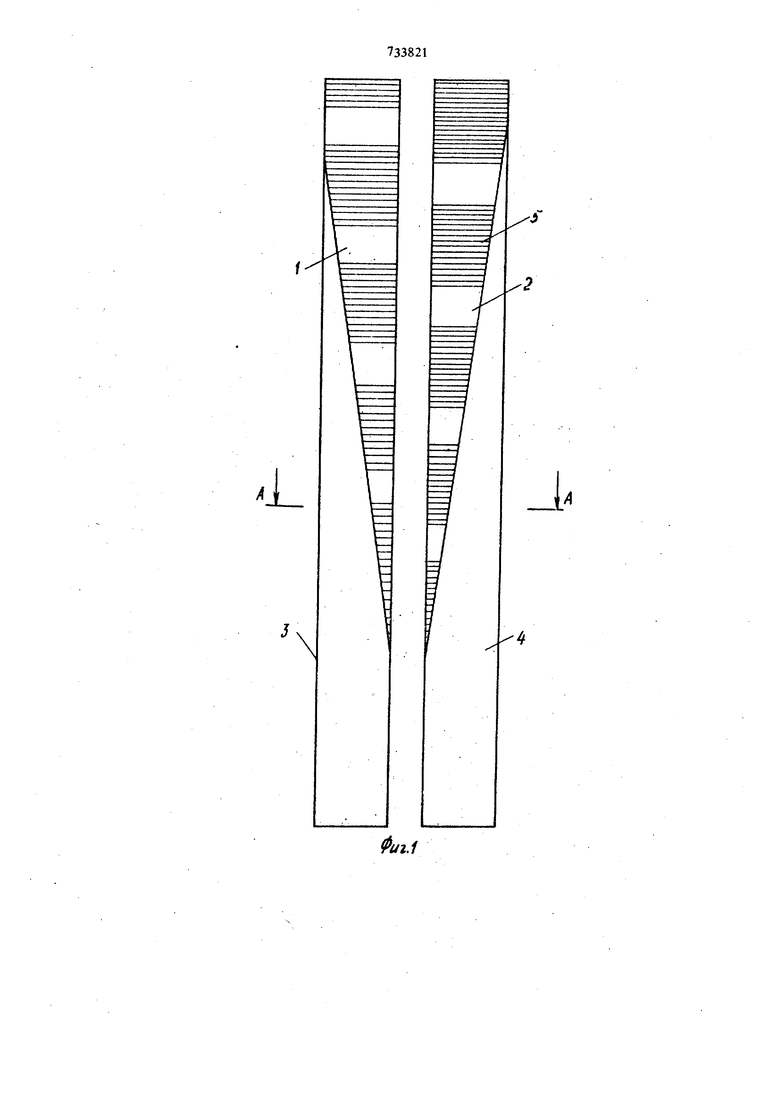
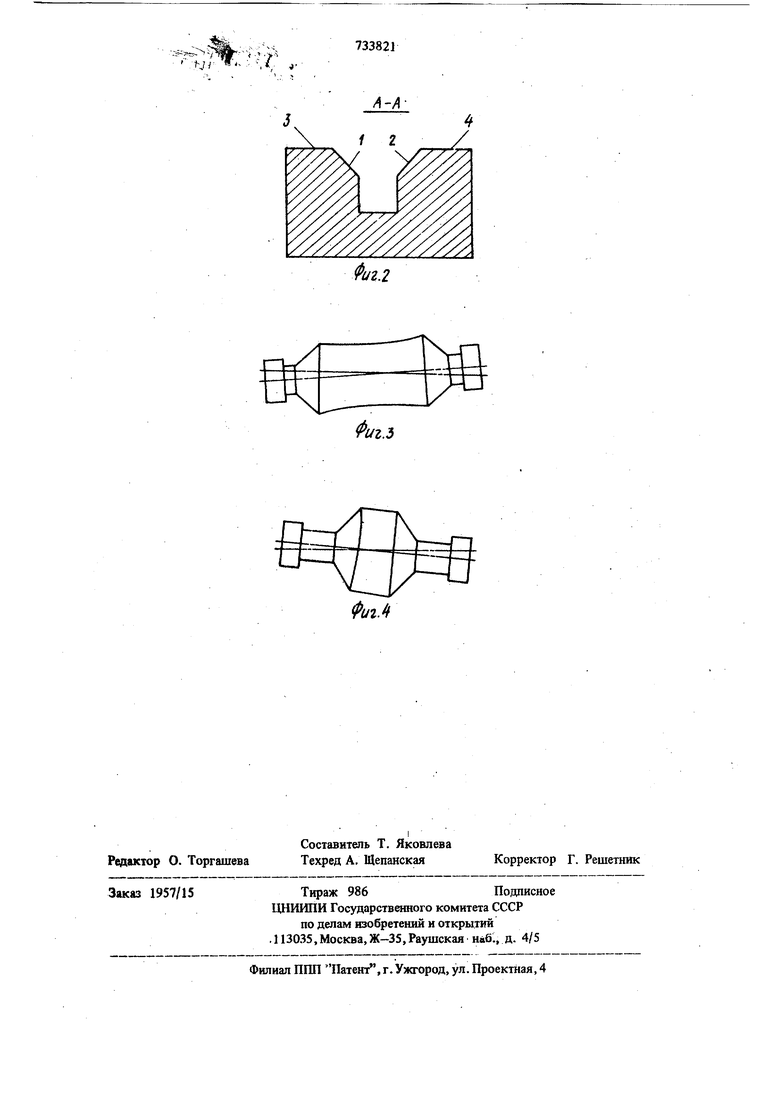
Изобретение относится к обработке металлов давлением и может быть использовано 1при производстве изделий типа ступенчатых валов. Известен способ поперечно-клиновой прокат ки, при котором заготовку деформируют инструментами с параллельными осями, осуще вляя набор металла путем перемещения очага деформации от торцов заготовки к ее средней части .1. Недостатком известного способа является малый коэффициент набора металла, так как процесс сопровождается не только набором металла, но и вытяжкой прокатьшаемой заго товки в длину. Целью изобретения является интенсификаци набора металла. Цель достигается тем, что заготовке в процессе прокатки сообщают колебательные движения вокруг оси, проходящей через ее средную часть, перпендикулярно осям валков. Угол колебаний заготовки выбирают равны t (1 V 5°) с частотой колебаний за один оборот заготовки. Известный способ может быть осуществлен инструментом, содержащим основание и закрепленные на основании формующие клинья с двумя наклонными к плоскости основания и к продольной оси инструмента гранями, обращенными одна к другой. Предлагаемый инструмент для осуществления предлагаемого способа отличается тем, что на наклонных гранях выполнены участки с насечкой, риски которой перпендикулярны оси инструмента, причем участки с насечкой одной грани смещены вдоль оси инструмента относительно участков с насечкой второй грани. На фиг. 1 показан инструмент для осуществления способа, ввд в плане; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3, 4 - стадии прокатки заготовки и ее положение в процессе прокатки. Инструмент содержит наклонные к плоскости основания и к продольной оси инструмента грани 1 и 2 и калибрующие плоскости 3 и 4. На наклонных гранях выполнены участки с насечкой 5, перпендикулярной оси Ш1струмента. Участки с насечкой одной грани смещены вдоль оси инструмента относительно участков с насечкой другой грани. Процесс прокатки осуществляют следующим образом. При встречном движении клиновые элементы внедряются в заготовку, приводят ее во вращательное движение и деформируют в соответствии с профилем клиньев. В процессе деформации на участках клиновых элементов, деформирующие грани которых не имеют технологической насечки, происходит проскальзывание инструмента относительно .заготовки. Заготовка принудительно поворачивается (фиг. 3), производя осадку центрального участ ка, В дальнейшем заготовка снова увлекается во вращательное движение на участках инструмента с технологической насечкой. Следующее проскальзывание наступает на клиновых элементах, раскатывающих второй концевой участок и т.д. Колебания заготовке могут передаваться и за счет принудительного колебания от привода. Пример. Процесс формообразования штучно заготовки диаметром 25 мм, длиной 50 мм из стали 45, нагретой до температуры , предусматривает набор ступени диаметром 33 мм, длиной 9,2 мм. Сообщение колебательных движений прокатываемой заготовке (угол поворота заготовки от положения перпендикулярного направлению перемещения инструментов З с частотой два колебания за каждый оборот на деформирующих клиньях) обеспечило четкое формообразование прокатываемой детали. Коэффициент набора металла при этом составил 75%. Уменьшение угла колебательных двгокений менее Г и частоты колебаний менее 1 за оборот приводит к резкому снижению коэффициента набора металла, т.з. невозможности достижения положительного эффекта. Увеличение угла колебательных движений более 5° приводит к прекращещпо процесса 4 прокатки, вследствие проскальзывания заготовки по инструменту. Увеличение частоты колебаний более 10 за каждый оборот не сопровождается дальнейшим увеличением коэффициента набора металла и вместе с этим приводит к перерасходу энергии, затраченной на колебание заготовки. . Предлагаемое изобретение позволяет интенсифицировать процесс набора металла, что ведет к расширению технологических возможностей или позволяет повысить производительность. Формула изобретения 1. Способ поперечно-клиновой прокатки, при котором заготовку деформируют инструментам и с параллельными осями, осуш;ествляя набор металла путем перемещения очага деформации от торцов заготовки к ее средней части, отличающийся тем, что, с целью интенсификации набора металла, заготовке в процессе прокатки сообщают колебательные движения вокруг оси, проходящей через ее среднюю часть, перпендикулярно осям валков. 2. Способ по п. 1, отличающийс я тем, что угол колебаний заготовки выбирают равным± (1-5°) с частотой 1-10 колебаний за один оборот заготовки. 3. Инструмент .для осуществления способа по п. 1, 2, содержащий основание и закрепленные на основании формующие клинья с двумя наклонными к плоскости основания и к продольной оси инструмента гранями, обращенными одна к другой, отличающ и и с я тем, что, на наклонных гранях выполнены участки с насечкой, риски которой перпендикулярны оси инструмента, причем участки с насечкой одной грани смещены вдоль оси инструмента относительно участков с насечкой второй грани. Источники информации, принятые во внимание при экспертизе 1. Поперечно-клиновая прокатка под ред. Макушка Е. Н,, Минск, Наука и техника, 1974, с. 68.

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1980 |
|
SU948503A1 |
| Инструмент для поперечно-клиновой прокатки | 1976 |
|
SU583851A1 |
| Устройство для поперечно-клиновой прокатки | 1978 |
|
SU764808A1 |
| Инструмент для поперечно-клиновой прокатки (варианты) | 2016 |
|
RU2630127C1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1424923A1 |
| Инструмент для поперечно-клиновой прокатки | 1978 |
|
SU740367A1 |
| Инструмент для поперечно-клиновой прокатки | 1981 |
|
SU969390A1 |
| Устройство для поперечно-клиновой прокатки | 1977 |
|
SU707665A1 |
| Устройство для поперечно-клиновой прокатки | 1980 |
|
SU969388A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА СТУПЕНЧАТЫХ ВАЛОВ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКОЙ | 2008 |
|
RU2368448C1 |