Изобретение относится к обработке металлов давлением, а именно к способам прокатки кольцевых изделий преимущественно с профилем поперечного сечения, имеющим разновеликие основания,и может быть использовано при изготовлении кольцевых изделий на радиально-осевых кольцепро- катных станах с торцовыми валками, имеющими индивидуальный привод.
Прокатка кольцевых изделий на коль- цепрокатных станах радиально-осевого типа включает деформацию полой заготовки в радиальном направлении между вертикальными валками и в осевом направлении между торцовыми валками, при этом в процессе прокати, по мере роста диаметра прокатываемого изделия, торцовые валки перемещаются вдоль продольной оси стана.
удаляясь от очага радиальной деформации. Учитывая, что один из вертикальных валков (приводной) в течение всего процесса прокатки вращается с постоянной угловой скоростью, увеличение диаметра кольца и смещение кольца по полотну торцовых валков требуют изменения угловой скорости вращения торцовых валков, т.к. несоответствие линейной скорости кольца и торцовых валков приводит к смещению кольца относительно продольной оси стана, нарушению нормальной работы стана в ходе технологического процесса, ухудшению качества колец.
Кроме того, в случае появления значительного рассогласования скоростей вращения торцовых валков и кольца возможно образование разных в кинематическом отVJ
Ю
о о
v|
ношении зон, что вызывает нерегулируемое поверхностное смещение металла и дефекты в виде утяжек, невыполнения профиля и плен,
Известен способ прокатки колец между парой радиальных вертикально расположенных валков, один из которых приводной. парой торцовых валков (один из которых цилиндрический, горизонтально расположенный, приводной, другой - конусный, наклонный, холостой) с передачей вращения к приходным валкам от одного двигателя, Изменение скорости вращения приводного торцового валка при этом осуществляется ступенчато при помощи редуктора, а наклонный валок приводится во вращение силами трения от кольца 1.
Недостатком указанного способа является узкий интервал изменения скорости вращения приводного торцового валка, низкая степень согласованности линейных скоростей вращения торцовых валков и кольца; появление разных в кинематическом отношении зон, что вызывает нерегулируемое поверхностное смещение металла и дефекты в виде невыполнения профиля и плен, приводит к дестабилизации процесса прокатки. Указанный способ в настоящее время применяется только на старых станах.
Наиболее близким по технической сущности к заявляемому является способ прокатки кольцевых изделий, при котором заготовку деформируют в радиальном направлении между двумя вертикальными валками, из которых по меньшей мере один приводной, и в осевом направлении между двумя торцовыми валками с индивидуальными приводами 2.
Недостатком указанного способа является то, что изменение скоростей .торцовых валков по мере роста диаметра заготовки и изменения ее положения на полотне торцовых валков осуществляется синхронно без определения и корректировки соотношений скоростей между ними. Это вызывает нерегулируемое скольжение металла заготовки Via Торц овы хМШаХ и приводит к появлению поверхностных дефектов в виде утяжек, невыполнения профиля, плен, мелких трещин и закатов на торцовых поверхностях кольца. Особенно сильно указанные недостатки проявляются при прокатке кольцевых изделий с профилем поперечного сечения, имеющем разновеликие основания (к Ним отнесены изделия, имеющие различную ширину торцовых -поверхностей при разнице между ними не менее 15%, а наружная и внутренняя повефШости имеют различную форму);при этом дефекты в виде невыполнения профиля и утяжек образуются на большем основании профиля кольца, а дефекты в виде закатов на его меньшем основании. Это связано с различиями в условиях деформирования указанного профиля как в
радиальном, так и в осевом очагах деформации. В частности, в радиальном очаге на течение металла и заполнение соответствующих элементов профиля оказывает влияние неравномерность, по высоте профиля,
0 относительного обжатия при одинаковой величине абсолютного обжатия. В осевых очагах деформации/соответствующих большему и меньшему основаниям профиля заготовки вследствие их различных размеров,
5 различно и соотношение объемов металла, идущих на прирост диаметра и в уширение. Для обеспечения заполнения калибра на большем основании профиля заготовки целесообразно предварительно создавать из0 быток металла в соответствующей части исходной заготовок для раскатки. В тоже время указанная рекомендация имеет до- вольно ограниченное применение, в частности не может обеспечить качественное
5 выполнение профиля при значительной величине раскатки. В результате этого при прокатке изделий с профилем поперечного сечения, имеющем разновеликие основания зачастую не удается избежать вышеука0 занных дефектов. Это обстоятельство служит причиной увеличения припусков на механическую обработку, а, следовательно, повышения расхода металла и затрат на ме- хобработку.
5 Цель изобретения - повышение качества получаемых изделий. Задача, которую при этом необходимо решить, заключается а том, чтобы создать в очаге торцовых валков условия, вследствие которых имело бы
0 место перетекание металла (в процессе его деформации в клети наклонных валков) в зону, прилегающую к большему основанию профиля заготовки из зоны у меньшего основания профиля, а также из центральной
5 части профиля, лежащей между указанными выше зонами и, соответственно, чтобы вытяжка металла по толстостенной части профиля превышала бы вытяжку металла по его тонкостенной части.
0 Для достижения поставленной цели при техническом решении данной задачи в известном способе прокатки кольцевых изделий, при котором заготовку деформируют в радиальном направлении между двумя вер5 тикальными валками, из которых по меньшей мере один приводной, и в осевом направлении между двумя торцовыми валками с индивидуальными приводами, в процессе деформирования заготовки осуществляют изменение соотношения величин угловых скоростей торцовых валков, при этом разность между угловой.скоростью торцового валка, обкатывающего большее основание профиля заготовки, и угловой скоростью торцового валка, обкаты- вающегр меньшее основание профиля заго- товки,определяется из зависимости:
Дш (0,05-0,15),(1)
Jt UT
где DT - диаметр торцовых валков, соответ- ствующий середине толщины профиля кольца, мм;...-.......
UK линейная скорость вращения торцового валка, обкатывающего тонкостенный торец, м/с, а линейная скорость заготовки на выходб из торцовых валков равна линейной скорости на выходе из вертикальных валков.
Сопоставительный анализ с прототипом показывает, что заявляемый способ прокатки отличается тем, что в процессе деформирования заготовки производят изменение соотношения величин угловых скоростей торцовых валков, при этом разность между угловой скоростью торцового валка, обкатывающего большее основание профиля заготовкой угловой скоростью торцового валка, обкатывающего меньшее основание профиля заготовки,определяется из зависимости (1), при этом линейная скорость заготовки на выходе из торцовых валков равна линейной скорости на выходе из вертикальных валков.
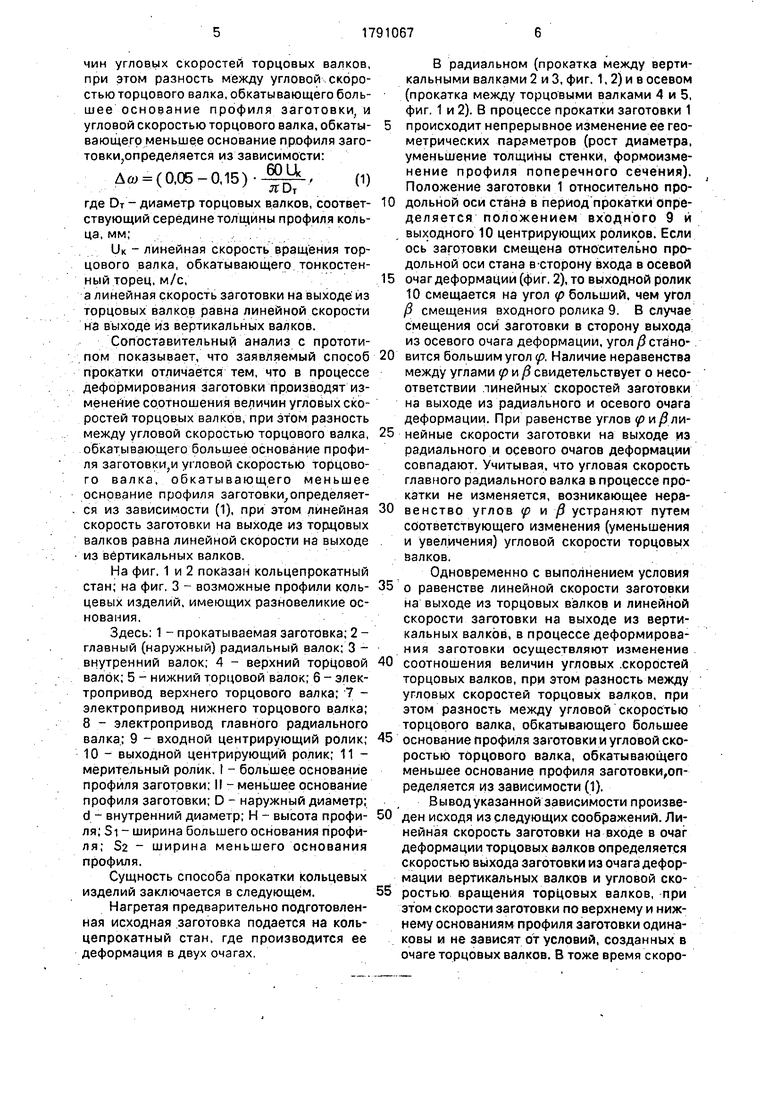
На фиг. 1 и 2 показан кольцепрокатный стан; на фиг, 3 - возможные профили коль- цевых изделий, имеющих разновеликие основания.
Здесь: 1 - прокатываемая заготовка; 2 - главный (наружный) радиальный валок; 3 - внутренний валок; 4 - верхний торцовой валок; 5 - нижний торцовой валок; 6 - электропривод верхнего торцового валка; 7 - электропривод нижнего торцового валка; 8 - электропривод главного радиального валка; 9 - входной центрирующий ролик; 10 - выходной центрирующий ролик; 11 - мерительный ролик, t - большее основание профиля заготовки; II - меньшее основание профиля заготовки; D - наружный диаметр; d - внутренний диаметр; Н - высота профи- ля; Si - ширина большего основания профиля; $2 - ширина меньшего основания профиля.
Сущность способа прокатки кольцевых изделий заключается в следующем.
Нагретая предварительно подготовленная исходная заготовка подается на кольцепрокатный стан, где производится ее деформация в двух очагах.
В радиальном (прокатка между вертикальными валками 2 иЗ, фиг. 1,2) и в осевом (прокатка между торцовыми валками 4 и 5, фиг. 1 и 2). В процессе прокатки заготовки 1 происходит непрерывное изменение ее геометрических параметров (рост диаметра, уменьшение толщины стенки, формоизменение профиля поперечного сечения). Положение заготовки 1 относительно продольной оси стана в период прокатки определяется положением входного 9 и выходного 10 центрирующих роликов. Если ось заготовки смещена относительно продольной оси стана в-сторону входа в осевой очаг деформации (фиг, 2), то выходной ролик 10 смещается на угол р больший, чем угол /3 смещения входного ролика 9. В случае смещения оси заготовки в сторону выхода из осевого очага деформации, угол/Зстано-. вится большим угол р. Наличие неравенства между углами р и / свидетельствует о несоответствии линейных скоростей заготовки на выходе из радиального и осевого очага деформации. При равенстве углов р и Дли- нейные скорости заготовки на выходе из радиального и осевого очагов деформации совпадают. Учитывая, что угловая скорость главного радиального валка в процессе прокатки не изменяется, возникающее неравенство углов р и ft устраняют путем соответствующего изменения (уменьшения и увеличения) угловой скорости торцовых валков.
Одновременно с выполнением условия о равенстве линейной скорости заготовки на выходе из торцовых валков и линейной скорости заготовки на выходе из вертикальных валков, в процессе деформирования заготовки осуществляют изменение соотношения величин угловых .скоростей торцовых валков, при этом разность между угловых скоростей торцовых валков, при этом разность между угловой скоростью торцового валка, обкатывающего большее основание профиля заготовки и угловой скоростью торцового валка, обкатывающего меньшее основание профиля заготовки,оп- ределяется из зависимости (1).
Вывод указанной зависимости произведен исходя из следующих соображений. Линейная скорость заготовки на входе в очаг деформации торцовых валков определяется скоростью выхода заготовки из очага деформации вертикальных валков и угловой скоростью вращения торцовых валков, при этом скорости заготовки по верхнему и нижнему основаниям профиля заготовки одинаковы и не зависят от условий, созданных в очаге торцовых валков. В тоже время скорости заготовки на выхода из очага торцовых валков по верхнему и нижнему основаниям профиля определяются условиями, которые имеют место в указанном очаге, в частности они зависят от величины вытяжки по элементам профиля. Для качественного выполнения профиля у большего основания необходимо создать в очаге торцовых валков условия, обеспечивающие перётекание металла в зону, прилежащую к большему основанию профиля из его части, прилегающей к меньшему основанию, а также из центральной зоны профиля, лежащей между указанными выше зонами. Такие условия гарантированно обеспечат выполнение всех, элементов части профиля,прилегаю- щей к большему основанию,и предотвратят образование здесь утяжек. Указанные условия возможно создать, если получить в очаге деформации наклонных валков превышение вытяжки и, соответственно, скорости течения металла в вытяжку в части профиля, прилегающей к большему основанию по отношению к его центральной и тонкостенной частям. При этом, вследствие более высокой скорости движения металла в зоне контакта части профиля прилегающей к большему основанию с одним из наклонных валков, металл этой части стремится течь в вытяжку и, соответственно, в рост диаметра более интенсивно, увлекая за собой центральную и тонкостенную части, что и приводит к перетеканию металла из центральной и тонкостенной частей в толстостенную. Увеличение угловой скорости торцового валка, обкатывающего большее основание профиля заготовки, приводит к увеличению линейной скорости металла на выходе из очага деформации по указанной поверхности относительно основной части заготовки; что увеличивает вытяжку металла по части профиля у большего основания. Учитывая, что линейная скорость основной части заготовки в этом случае меньше линейной скорости металла, примыкающего к поверхности большего основания профиля на выходе из очага торцовых валков, происходит повышенное течение металла поверхностного слоя в направлении к периферии профиля, т.е. в уширение, что способствует стабильному оформлению профиля поперечного сечения заготовки. В свою очередь уменьшение угловой скорости торцового валка, обкатывающего меньшее основание профиля заготовки, приводит к уменьшению линейной скорости металла на выходе из очага деформации по указанной поверхности относительно основной части кольца, что уменьшает вытяжку по части заготовки, примыкающей к меньшему основанию и исключает появление на ней дефектов типа закатов.
Исследованиями установлено, что для качественного выполнения профиля заготовки вытяжка металла по части профиля, примыкающей к большему основанию (//z) должна превышать вытяжку металла по его части, примыкающей к его меньшему основанию (//к) на величину/ //гк 1,05-1,15. Ука0 занное превышение вытяжки обеспечит стабильное формование профиля. Если Цг ft, будет больше 1,15, то преимущественное течение в вытяжку толстостенной части профиля приведет к появлению утяжек
5 по поверхности тонкостенной части профиля, а также появлению дефектов типа плен на обеих торцовых поверхностях кольца. Если Hz/fiK будет меньше 1,05, то, вследствие ряда сопутствующих факторов (таких как
0 колебание массы исходной заготовки, ее размеров) процесс формирования толстостенного торца кольца в очаге деформации торцовых .валков носит нестабильный характер.
5 Вследствие того, что вытяжки в очаге
деформации торцовых валков у большего и
меньшего оснований профиля могут быть
определены как отношение скорости соот . ветствующей части профиля на выходе из
0 очага к скорости кольца на входе в очаг VBX, получаем
V z вых . V к вых . /«ч / z--r-.--. .--r-.--,(2) Vex VBX
где (Лг и JUK - вытяжки по толстостенной и
5 тонкостенной частям профиля соответственно;
VBX - скорость кольца на входе в очаг торцовых валков;
VzBbix и Уквых - скорости толстостенной
0 и тонкостенной частей профиля на выходе из очага торцовых валков.
Устанавливая превышение угловой скорости торцового валка, обкатывающего большее основание профиля, мы обеспечи5 ваем прев ышение скорости выхода металла указанной части профиля из очага деформации по сравнению с частью профиля у меньшего основания, (т.к. в данных сечениях скорости металла и валков совпадают) и,
0 соответственно, превышение вытяжки цг над вытяжкой/ к.
Линейная скорость вращения торцового валка, обкатывающего большее основание профиля, равна:
5и -v - я°т °Ь т
Uz - Vz вых - --gg-- (3)
Линейная скорость вращения торцового валка, обкатывающего меньшее основание профиля.равна
UK VK вых
ТГРт Ok 60
где D - диаметры торцовых волков, мм;
ah и Оде - угловые скорости сращения торцовых валков..
Поскольку известно отношение вытяжек:
- 1.05-1,
(5)
(6)
/МкV к вых
пР ah 60 ah 60 Л- D -ftv a
То есть, если (из 4) (D - -к t ,
JL -J
То из (5) и (6) получаем, что % -(1,05-1,15) .
Найдем превышение угловой скорости торцового валка, обкатывающего большее ос- нование профиля над торцовым валком, обкатывающим меньшее основание профиля
60 ик
Oh -(OK Aft (0,05-0,15)П D
To есть, угловая скорость торцового валка, обкатывающего большее основание профиля должна на (0,05-0,15) превышать угловую скорость торцового валка, обкатывающего его меньшее основание, т.е.:
Дш (0,05-0,15) 60 ; U
/{ LJ
Пример конкретного выполнения.
Способ был опробован при изготовлении .кольца с профилем, поперечного сечения, приведенным на фиг. 3 (б) из предварительно подготовленной заготовки.
Параметры кольца и заготовки приведены в табл. 1.
При площади толстостенной части профиля заготовки 7942 мм2 и кольца 7158 мм2 коэффициент вытяжки по толстостенной части
составляет z 1,11.
При площади тонкостенной части профиля заготовки 3306 мм2 и кольца 2850 мм2, коэффициент вытяжки по указанной части составит//4 1,16.
Таким образом//г/ ,11/1,,96.
Прокатка колец производилась на коль- цепрокатном стане радиально-осевого типа. Диаметр наружного валка 1100 мм,
(4)
ия 5
тя10
5)
(6) 15
орос-ом, и25
30
35
ка, иуюего
оллесеизки. 4П
деляфти
45
ром2, ти 50
.
ль- тим,
диаметр внутреннего валка - 350 мм. Торцовые валки наклонные (угол наклона 20°) с длиной образующей 510 мм и диаметрами: меньшим - 120 мм; большим - 470 мм.
Линейная скорость кольца при прокатке составляла 1,6 м/с.
При изготовлении вышеуказанного профиля со значительной разницей по величине оснований (большее - 139 мм, меньшее - 50 мм) по способу прототипа 12,6 % колец бракуется. Это связано с тем, что величина вытяжки по толстостенной части профиля меньше вытяжки по его тонкостенной части (1,11 и 1,16 соответственно).
С изменением соотношения величин угловых скоростей торцовых валков изготовлено 296 колец.
Результаты контроля качества указанных колец приведены в табл. 2.
Таким образом, изготовление колец по предлагаемому способу обеспечивает изготовление колец без образования дефектов типа утяжка и плены.
Формула изобретения
Способ прокатки кольцевых изделий, преимущественно с профилем поперечного сечения, имеющим разновеликие основания, при котором заготовку деформируют в радиальном направлении между двумя вертикальными валками, из которых по меньшей мере один приводной, и в осевом направлении между двумя торцовыми валками с индивидуальными приводами, отличающийся тем/что, с целью повышения качества получаемых изделий, в процессе деформирования заготовки осуществляют изменение соотношения величин угловых скоростей торцовых валков, при этом разность между угловой скоростью торцового валка, обкатывающего большее основание профиля заготовки, и угловой скоростью торцового валка, обкатывающего меньшее основание профиля заготовки, определяется из зависимости
Д« (0.05-0.15) 6°. UK.
/& -)
где UK - линейная скорость вращения торцового валка, обкатывающего меньшее основание профиля заготовки, м/с; D - диаметр торцовых валков, мм, а линейная скорость заготовки на выходе из торцовых валков равна линейной скорости на выходе из вертикальных валков.
Таблица 1



| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства колец с внутренним гребнем | 1989 |
|
SU1697955A1 |
| Способ изготовления колец | 1990 |
|
SU1773538A1 |
| Способ управления частотой вращения торцового деформирующего инструмента кольцепрокатного стана | 1990 |
|
SU1750821A1 |
| Способ прокатки сложнопрофильных кольцевых изделий | 1989 |
|
SU1738448A1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| Способ изготовления профильных кольцевых изделий | 1990 |
|
SU1784384A1 |
| Способ холодной пилигримовой прокатки профильных труб | 1989 |
|
SU1708454A1 |
| Способ производства полых тел | 1979 |
|
SU867491A1 |
| Способ винтовой прокатки периодических профилей | 1988 |
|
SU1593771A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛЫХ ЗАГОТОВОК ИЗ ВЫСОКОПРОЧНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2204449C1 |


Использование: при изготовлении кольцевых изделий на радиальнр-осевых коль- цепрокатных станах с торцовыми валками, имеющими индивидуальный привод. Сущность изобретения: заготовку деформируют в радиальном направлении между двумя вертикальными валками, из которых по меньшей мере один приводной. В процессе деформирования заготовки осуществляют изменение соотношения величин угловых скоростей торцовых валков, при этом разность между угловой скоростью торцового валка, обкатывающего большее основание профиля заготовки, и угловой скоростью торцового валка, обкатывающего меньшее основание профиля заготовки, определяется из зависимости Дй(0,05...0,15)60 UK/# D, где UK - линейная скорость вращения торцового валка/обкатывающего меньшее основание профиля заготовки, м/с; D - диаметр торцовых валков, мм. Линейная .скорость заготовки на выходе из торцовых валков равна линейной скорости на выходе из вертикальных валков. 3 ил., 2 табл. Ё
Таблица 2
Фиг.З
| Шифрин М | |||
| Ю | |||
| и Соломович М | |||
| Я | |||
| Производство цельнокатаных колёс и бандажей | |||
| М.: Металлургиздат, 1954, с, 457-470 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кольцепрокатный стан | 1973 |
|
SU650485A3 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
