СП
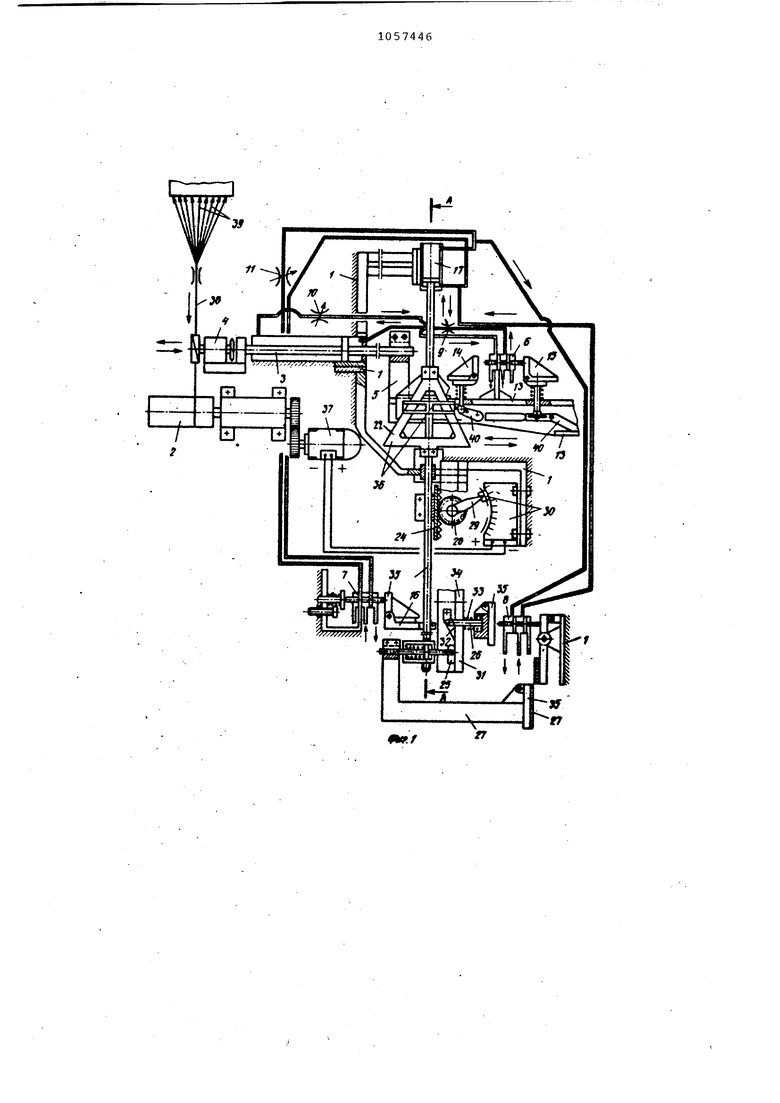
о: Изобретение относится к промышлен ности строительных материалов, в час ности к стабилизации диаметра волокна при вытягивании волокон из термопластических материалов, например из расплавленного стекла, и может быть использовано на заводах стеклянного волокна. Известно устройство для регулирования диаметра волокна, преимущественно из стекла, содержащее задатчик линейной скорости, датчик высоты намотки, элемент сравнения и электропривод flj, . Недостатком данного устройства является низкая точность поддержани-Я диаметра стекловолокна. Известно также устройство для регулирования диаметра волокна,содержащее задатчик линейной скорости, да чик высоты HetMOTKH, элемвнт сравнения, электродвигатель, задатчик диаметра и расхода, датчик частоты вращения электродвигателя и блок умножения, .причем задатчик диаметра и за датчик расхода псдключены к соответствующим входам задатчика линейной скорости, выход которого подключен к одному из выходов элемента сравнения, другой вход которого соединен с выходом блока умножения, выходы ко торого подключены к датчику высоты намотки и к датчику частоты вращения а выход элемента сравнения соединен с электроприводом 2 , йедостаткс указанного устройства для регулирования диаметра стекловоЛокна является то, что в условиях ср ды замасливателей датчик высоты намотки, установленный в зоне бобины, работает нестабильно, с погрешносгью а находясь в зоне снятия и установки бобины, этот датчик механически повреждается . Кроме того, множество электрических взаимно связанных приборов имеют большое количество контактов, которы в условиях повьаяенной влажности и агрессивной среды ненадежны. Одновременно с этим практическое применение данной смемы связано со . сложностью наладки и проверки выходных параметров сигналов при эксплуатации, что определяет малую надежность работы устройства, Наиболее близк.им к предлагаемому по технической сущности и досткгаемому результату является устройство для автоматического регулирования линейной скорости вытяжки волокна, включающее расположенный на станине бобинодержателъ, кинематически свяэамный с приводом, ридроцилиндр с двухсторонним штоком, на одной сторо не которого закреплен нитераскладчик, а на другой вертикальный шток соединен с переключаняцим механизмом с золотниковым распределителем и дросселями З . Гидродвигатель работает от гидронасоса , создаияцего на выходе в гидросистеме устройства давление масла 40 атм, что накладывает дополнительные сложности в эксплуатации, так как часто не держат уплотнения, в особенности при больших оборотах, н пример 6000 об/мин, что ведет к погрешности в работе устройства Вращение бобины не требует большой мощности и потоку достаточно иметь электродвигатель до 0,6 квт, однако при вращении бобины гидродвигателем на вращение гидронасоса необходимо иметь двигатель в 1 квт и более. Отрицательным фактором является и то, что гидронасос и гидродвигатель создают шум, повышающий утомляемость обслуживающего персонала. Цель изобретения - повышение надежности и долговечности, снижение потребления электроэнергии и точности регулирования скорости вытяжки волокна. Поставленная цель достигается т«и, что устройство для автоматического регулирования линейной скорости вытяжки волокна, включающее распёложенный на станине бобинодержатель, кинематически связанный с приводом, гидроцилиндр с двухсторонним штоком, где на одной стороне закреплен нитераскладчик, а на другой вертикальный шток соединен с переключающим механизмом с золотниковым распределитепем и дросселями, снабжено зубчатой рейкой, а переключающий механизм выполнен в виде двухкоординатной гидравлической следящей системы, причем зубчатая рейка закреплена на вертикальном штоке и соединена посредством шестерни и рычага с ползуном попотенциометра системы. На фиг. 1 показано устройство для автоматического регулирования линейной скорости вытяжки волокна, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3; на фиг. 5 - разрез Д-Д на фиг. 3. Предлагаемое устройство содержит станину 1, бобинодержатель 2, гидроцилиндр 3 с нитераскладчиком 4 и переключакжаим мехаиизмсям 5 и золотниковые распределители 6-8 дросселей 9 - 11, Переключающий механизм 5 снабжен следящим ползуном 12, на-, правлягацими 13 и двумя элементами 14 и 15 мгновенного действия. Следящий ползун 12 установлен ие псдвижно и подпружинен к направлякщим 13, а также дополнительно снабжен элементом 16 мгновенного действия и золотниковыми распределителями б и 7, при этом золотниковый распределитель
6 упряг, горизонтальным гидроцилиндрс : , а- золотниковый распределитель 7 - перпендикулярным гидроприво- . 17 в одном направлении.
Следящий ползун 12 вьшолнен в виде разжатых дружиной 18 двух рычагов 19 с осями 20 и профильными элементами 21. Профильные элементы 21 разжаты на копир 22 и пождаты на направляющие 13. Копир 22 закреплен на штоке 23 перпендикулярного гидроп|ровода Ю 17, на котором закреплена также зубчатая рейка 24 и следящий ползун 25 с элементами 26 и 27 мгновенного действия и золотниковЕям распределителем 8, управляющим перпендикулярным гид- 15 ропроводом 17 в направлении исходного положения. -,
Зубчатая рейка 24 связана через шестерню 28 и рычаг 29 с ползунксм потенциометра 30, а элемент 26 МГНО- 20 венного действия - со следящим ползуном 25 переключающего механизма 31. Переключающий механизм 3.1 содержит рычаг 32, подпружиненный пружиной 33 к направляющим 34. Рычаг 32 шар- 25 нирно закреплен на станине 1 и связан с элементом 26 мгновенного инерционного действия. С эл&лентом 26 связан также и следящий ползун 25.
Каждый элемент 26 мгновенного д инерционного действия снабжен инер- . ционной плиткой 35. Двухкоординатная следящая система 36 содержит переключанхцие механизмы следящие за раскладкой нити и толщиной раскладкиг и одновременно через потенциометр 30 5 управляет скоростью вращения электродвигателя 37, обеспечивая постоянную скорость вытяжк.
Работа устройства для автсялатического регулирования линейной скорости 40 вытяжки волокна заключается в том, чтопри вытяжке вращающейся бобиной, закрепленной на бобинодержателе 2 нить 38 вытягивается из фильер 39, . при этом нить 38 проходит через ните-45 раскладчик 4. Вращение бобины осуществляетЬя электродвигателем 37. При раскладке одного, а также и последующих рядов нити 38 производите. следующая работа.50 Нитераскладчик 4 закреплен-: на рабочем штоке горизонтального гидроцилиндра 3. Яа другой стороне гидроцилиндра 3 закреплен переключающий механизм 5, который повторяет . - перемещение, управляя с помощью ележения гидроцилиндрсм 3 и «новременно скоростью вращенияf следя за толщиной раскладки с псмсхцью реакции элемента 16 мгновенного действия, связанного со следящим полэунтал 12. 60 Это происходит следующим о6рг1зс 1.
Перемацение переключающего механизма 5 заключается в том, что нап равляющие 13 перемещаются совместно с рычажными элементеши 40, подпру 5
жиненными к направляющей 13 и связанньоли с элементами 14 и 15 мгновен-ного цействия которые взаимодейст уют с золотниковым распределителем 6. При этом рычажные элетленты 40 установлены на крайних конечных позициях направляющей 13 из ус/ювий ширины расклсшки нити на бснбине.
Рычажные элементы 40 установлены так, что, взаимодействуя с неподвижным следящим ползуном 12, подн лаются над ним, а после прохода рычажныиш элементами 40 следящего ползуна 12 рычаг сбрасывается мгновенно со следящегоползуна 12,действуя при этсял через элемент 14 мгновенного действия на золотниковый распределитель 6, который, в свою очередь, переклю1чает поток и гидросистеме рабочего масла, обеспечивая перемещение горизонташьного гидррцилиндра 3 в реверсионнсм режиме. Таким образом, бобинодержатель совершает постоянное возвратно-поступательное перемещение с постоянной скоростью, так как поток масла в любом направлении. проходит через дроссели 9 ,И: 10 отрегулированные на определенную проходимость . .
Один рычажный элемент 40 проходит под следящим ползуном 12, а другой над ним. Когда следящий подзун 12 поднимаетс-я на рычаг 40, то возводят пружины, связанные с рычагсм 40 и с следящим ползуне 12, которые действуют одновременно. Один 15 мгновенного действия действует на золотниковый распределитель 6, а другой элемент 16 - на золотниковый распределитель 7, .который импульс но перемещает перпендикулярный гидропривод 17, при этом точность импульсного хода перпендикулярного гидропривода достигается тети, что золотниковый распределитель 7 постоянно подпржинен таким образом, что всегда занимает среднее нейтральное положение и только при действии на него элемен та 16 мгновенного инерционного действия, преодолевая пружину, леремещает золотник на какой-то постоянный промежуток времени. Поток масла, пройдя через: регулируемый дроссель совершает работу по перемещению шток перпендикулярного гидропровода .17 и ак как все паргметры работы эолотни ка, дросселя и потока постоянны,; то и импульс хода перпендикулярного гидропривода 17 постоянен.. Таким образе, следя за толщиной раскладки, за счет срабатывания каждого двойного прохода робины элемент 16 мгновенного действия, установленный на следящем ползуне 12, обеспечивает импульсное перемещение (птока перпендикулярного гидропривода 17. Шток, в свою очередь, перемещает жестко закрепленные на нем три элемента - копир 22, зубчатую рейку 24 и переключающий механизм 31. Проследим за работой каждого закрепленного элемента. Копир 22, перемещаясь относительно следящего ползуна 12, действует на разжатые пружиной 18 рычаги 19 с профильными элементами З, которые сжимаются, поворачиваясь на осях 20 Изменяя таким образом длину следящего ползуна 12, изменяют длину раскладки так, что с каждым дройным ходом симметрично уменьшается длина хода горизонтального гидропривода 17, в результате чего обеспечивается Нужный профиль раскладки, например трапеция (все зависит от внутрен него заданного очертания копира 22) Зубчатая рейка 24, перемещаясь относительно неподвижной шестерни 28, вращает эту шестерню и вместе с ней поворачивает рычаг 29, связанный с ползунком потенциометра 30, которы изменяет скорость электродвигателя 37, уменьшая скорость эращения бобины, которая увеличивает свой диаметр с каждым двойным проходом нитераскладч.ика 4 . Таким образом, обеспечивается изменение скорости вращения бобины с изменением диаметра паковки, а это регулирует линейную скорость вытяжки волокна, которая становится постоянной величиной, т.е. не изменяется на всем протяжении намотки нити. Переключающий механизм 31 с перемещением его следящего ползуна 25, проходя под рычагсяи 32, сбрасывает его, тем самым обеспечивает срабатывание элемента 26 мгновенного инерционного действия, который, взаимодействуя с золотниковым распределите лем б, переключает перпендикулярный гидропривод 17 и приводит его в исходное положение. При обратном ходе следящий ползун 25 проходит над рыча гом 32 по всей его длине. После прохождения его сбрасывается с рычага 32 на направляющую 34, при этом происходит мгновенный сброс, что вызыва ет работу элемента 26 мгновенного инерционного действия, переключанвдего золотниковый распределитель 8 в исходное положение, т.е. в нейтральное, -при котором этот участок гидросистемы запирается. Таким образом, пёреключаквдий механизм 31 следит за высотой намотки и определяет конечный цикл намотки «шток перпендикулярного гидропривода 17 приводится в исходное положение. тем самым обеспечивая новый цикл работы устройства с повторением указанных операций двухкоординатной следящей системы 36 и всех механизмов . В зависимости от конструкции наматывающего аппарата переключающий механизм 31 может, например, остановить электродвигатель 37 и электродвигатель гидронасоса (не показан). После смены бобины и заправки нити ЗВ включается электродвигатель 37 и электродвигатель гидронасоса и происходит автоматическая работа намотки нити 38 на бобину, закрпеленную на бобинодержателе 2. В результате . . этого наряду с автоматическим регулированием линейной скорости вытяжки появляется возможность получить авто-, матическое слежение за всеми параметрами намотки нити на бобину с простой регулировкой этих параметров. того, есть возможность получить непрерывность и замкнутость цикла намотки с автоматическим приведением всей схемы, т.е. всех гидродвигателей в исходное положение. На заводе стеклопластиков и стекловолокна намечено проектирование наматывающего аппарата .с устройством для автоматического регулирования линейной скорости вытяжки волокна. С внедрением изобретения обеспечивается надежная и долговечная работа наматываквдего аппарата и про--изводство точного по диаметру волокна, позволяющего повысить прочность изделий, а также применять его для световодов. Предлагаемое устройство повышает также учет вырабатываемого волокна, так как точная намотка по всем параметрам дает точную паковку постоянного веса и длины намотанной нити, даже при йбрьше можно автоматически получить информацию о весе и длине нити по диаметру паковки. Указанные датчики необходимы для внедрения автоматического управления производством . Изобретение позволяет исключить взвешивание бобин для определения веса и сократить ремонтную службу слесарей и наладчиков. Предлагаемое устройство может быть применено также для проектирования двухкатушечных намоточных аппаратор, непрерывного проволоки с поочередным наполнением катушек в волочильном производстве стальной проволони и проволоки из цветных металлов . ,
П
в-а

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для непрерывной намотки текстильных паковок | 1989 |
|
SU1715702A1 |
| ПРИЕМНО-НАМОТОЧНОЕ УСТРОЙСТВО ПРЯДИЛЬНОЙ МАШИНЫ ДЛЯ ПРОИЗВОДСТВА СИНТЕТИЧЕСКИХ ВОЛОКОН | 1966 |
|
SU186074A1 |
| Устройство для крестообразной намотки нитевидного материала на сердечник | 1988 |
|
SU1553494A1 |
| Устройство для непрерывной намотки текстильных паковок | 1990 |
|
SU1784030A3 |
| УСТРОЙСТВО ДЛЯ НАМОТКИ НИТИ | 1994 |
|
RU2083464C1 |
| МОТАЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПРЕЦИЗИОННОЙ НАМОТКИ НИТИ СТЕКЛОЖГУТА ИЛИ СТЕКЛОВОЛОКНА | 1969 |
|
SU236703A1 |
| Автоматическое мотальное устройство | 1977 |
|
SU825437A1 |
| Автооператор | 1981 |
|
SU1047653A1 |
| Устройство для намотки нити | 1989 |
|
SU1818292A1 |
| Устройство для непрерывной намоткиНиТи | 1978 |
|
SU819028A1 |


УСТРОЙСТВО ДЛЯ АВТСЖАТИЧВСКОГО РЕГУЛИРОВАНИЯ ЛИНЕЙНОЙ СКОРОСТИ ВЫТЯЖКИ ВОЛОКНА, включающее расположенный на станине бобинодержатель, кинематически связанный с приведет. гндроцилнцдр с двухсторонним штоком, где на одной стороне закреплен нитераскладчик, а на другой вертикальный шток соединен с переключакхаим механизмом с золотниковым распределителем и дросселями, отличаюцеес я тем, что, с целью повышения надежности и долговечности, снижения потребления электроэнергии и точности регулирования скорости вытяжки волокIUI, оно снабжено зубчатой рейкой, а п«рвкл1вчамцнй механизм выполнен в виде двухкоординатной гидравлической следящей системы, причем зубчатая рейка закреплена на вертикальном штоке и соединена посредством шестерни i и рычага с ползуном потенциометра сясгеюа.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ЭЛЕКТРОПРИВОДАМИ ДВУХКАТУШЕЧНОГО НАМОТОЧНОГО АППАРАТА | 0 |
|
SU383184A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
