Известные способы изготовления полых литейных стержией путем вдувания стерлиювой смеси в стержневой янтик, снабженный отверстиями, (ма1нина УОС-1, способ Кронннга и др.) имеют недостаток, за1С1ючаюн.1,ийся в том, что д.тя выдувания стержневой смеси Н1)едусматривак)тся дополнительные отверстия в стержневом яншке (маншна УОС-1) и, же смесь высыпается из стержневого янлика самотеком (способ Кронннга).
В опнсываемом нзобрете 1ии этот недостаток устранен тем, что для вдувар1ня стержневой смеси и удаления ее ежатым воздухом служит одно отверстие в стержне.
Предлагаемый снособ изготовления стержней состоит в следующем.
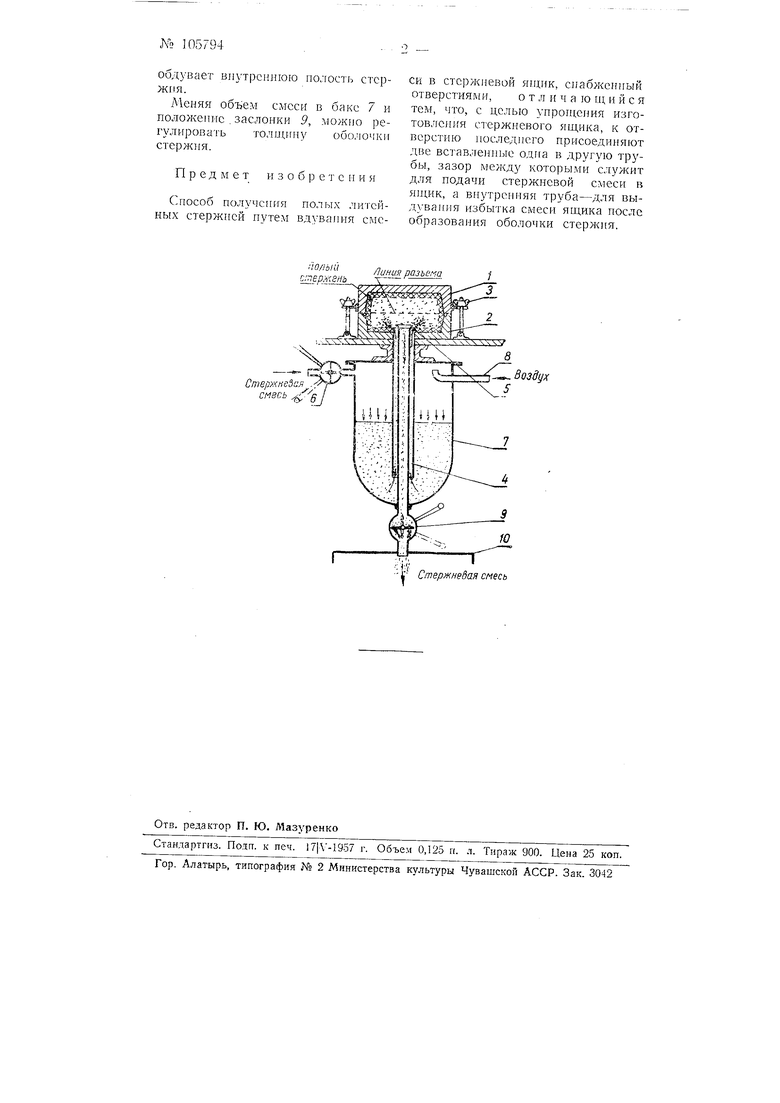
Стержневой . япщк, состоящий из двух ноловин / и 2, центрируемых один относительно другого по цилиндрическому поясу, крепится на столе с помощью откидных зажимов 3. При этом труба 4, подающая смесь, входит в выточку нижней половины стержневого ящика 2, а труба 5 своим фасонным концом заходит в полость ящика.
Порция стержневой смеси, равная примерно двум-трем объемам
стержневого ящика и состоящая КЗ нсска марки К140/270, смоль; 214 и.П пульвсрбакелнта (8% от веса неска), урот|зопииа технического ( от веса песка) н та;1ька (0,3% от веса песка), подается самотеком из дозатора через открытый )ссе.;1Ь 6 в бак 7. После нодачи смеси дроссель 6 закрывается и в полость бака 7 через трубу 8 подается воздух (давленг е 3-4 атм).
С/гержневая с.месь выжимается воз;.ухом нз бака 7 и подается но трубе 4 в iio.iocTij стержневого янгнка, HaipeToix) нредварительно е помощью подвесной опускаюнхейся печи до температуры 28Q-ЗОО. Пр воздух 113 япгика уходит в атмосферу че|)ез трубу о и нриоткрытый дроссель 9.
После заполнения полости яигпка смесью пзбыток ее начипает выходить по трубе 5 через дроссель 9 и
npl- CMIHIK 0.
Величина открытия дросселя и объем норнпи смеси в баке 7 опреде.:1яют в основном время прохождения смеси через стержневой ящик. Это время, а также температура определяют толщину образуюплейся оболочки стерл пя.
После того как вся смесь из бака 7 перейдет в приемник 10, воздух
оодувает внутрснлюю по,:гость стержня.
Меняя объем смеси в баке 7 и положение заслонки 9, можрю регулировать толщину обо.чочкн стержня.
Предмет и з о б р е т е и и я
Снособ получе ия полых литейных стержней путем вдувания емеси в стержневой ягцнк, снаожснныи отверстиями, о т л и ч а го HI, и и е я тем, что, с це.1гыо упрощения изготовления стержневого ящика, к отверстию последнего присоединяют две вставленные одгга в другую трубы, зазор между которыми служит для подачи стержневой смеси в яншк, а труба-для выдувания избытка смеси янд,ика после образования оболочки стержня.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОТЕРМИЧЕСКИХ И ИЗОЛЯЦИОННЫХ ВСТАВОК ЛИТНИКОВЫХ СИСТЕМ | 2012 |
|
RU2492960C1 |
| Способ изготовления литейных оболочковых форм и стержней | 1985 |
|
SU1423261A1 |
| СПОСОБ ПОЛУЧЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ | 2006 |
|
RU2442673C2 |
| Способ изготовления полых стержней | 1982 |
|
SU1122401A1 |
| ВСТАВКА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ И СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ УКАЗАННОЙ ВСТАВКИ | 2002 |
|
RU2299781C2 |
| Плакированная смесь для изготовления литейных форм и стержней в нагреваемой оснастке | 1990 |
|
SU1764762A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Пневмогидравлическое приспособление для зажима деталей | 1950 |
|
SU92446A1 |
| Устройство для изготовления оболочковых стержней | 1961 |
|
SU145314A1 |
| Устройство для получения полых литейных стержней пескодувным способом | 1957 |
|
SU115751A1 |
/JiMt№ paibefiQ
Воздух
г Стержневая смесь
