Изобретение относится к обработке металлов давлением и предназначено для кантовки сортового проката выходящего из нижних калибров и для задачи его в верхние калибры в триоклетях сортовых станов.
Известно устройство для кантовки сечений раската в триоклетях сортовых станов, снабженное кантующим рычагом с неприводным роликом на коце, приводимое в движение пне-вмоцйлиндром, предназначенное для перемещения раската из нижнего желоба в верхний l .
Недостатком этого устройства является то, что оно не обеспечивает прокатку одновременно в верхних и нижних калибрах, так как кантующий рычаг с роликом имеет возвратнопоступательное движение и при возвреицении в исходное положение пересекает путь движения раската, выходящего из нижнего калибра, что увеличивает время прокатки в два раза. Наиболее близким по технической сущности к изобретению я-вляется устройство для кантовки раската в триоклетях сортовых станов, содержащее электродвигатель, редуктор, связанный с электродвигателем через фрикционную муфту, радиально установленные на концах выходного вала редуктора кантующие рычаги с неприводными роликами на свободных концах, , направляющую для раската и приводной з-- дающий ролик f2j .
Недостаток известного устройства заключается в том, что оно не o6eci печивает надежного контакта раската с приводным задающим роликом, что затрудняет, задачу раската в верхние калибры триоклети. Это объясняется тем, что после кантовки раската между образующими неприводного ролика кантующего рычага и приводного задающего ролика всегда; устанавливается постоянный зазор, а размеры сечения раската по его длине колеблятся, что и приводит к проскальзыванию приводного задающего ролика по поверхности скантованного раската.
Целью изобретения является повышение надежности задачи раската в валки путем исключения влияния колебания размеров по длине раската.
Указанная цель достигается за счет того, что в устройстве для кантовки раската в триоклетях сортовых станов, содержащем электродвигатель редуктор, связанный с электродвигателем через фрикционную муфту, радиально установленные на концах выходного вала редуктора кантующие рычаги с неприводными роликами на свободных концах, направляющую для раската и приводной задающий ролик.
выходной вал редуктора снабжен полумуфтами, связанными с рычагами посредством пружин, а контактирующие рычаги установлены на валу с возможностью свободного вращения.
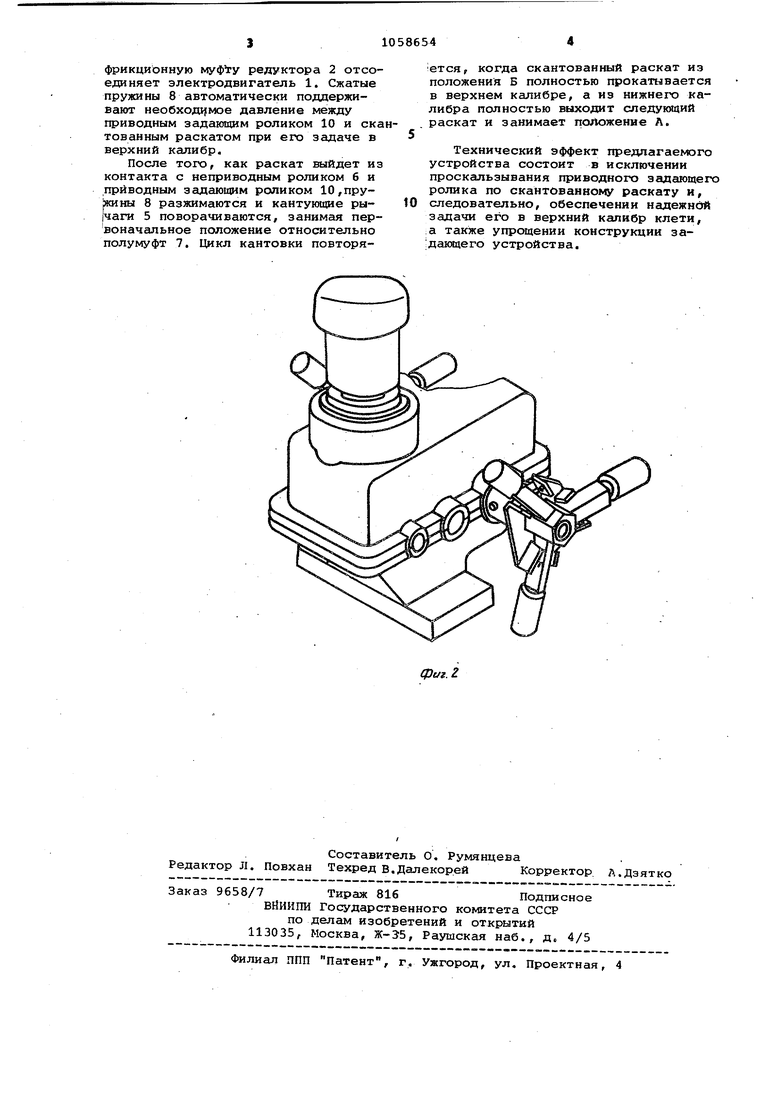
На фиг, 1 показано предлагаемое устройство, вид вдоль оси прокатки на фиг. 2 - то же, в изометрии.
На фиг. 1 приняты следующие обозначения: А - положение раската после выхода из нижнего калибра, перед кантовкой; Б - положение раската после кантовки, перед его задачей в верхний калибр.
Устройство содержит электродвигатель 1, редуктор 2, связанный с элек тродвигателем 1 через встроенную фрикционную муфту, управляемую через рычажную систему 3 от электромагнита 4, радиально установленные на концах ВЕЛходного вала редуктора 2 с возможностью свободного вращения кантующие рычаги 5 с неприводными poликa и б на концах, полумуфты 7, насаженные на концы выходного вала редуктора 2, с помощью пружин 8, связанные с кантующими рычагами 5, направляющую 9 для раската, над которой расположен приводной задающий ролик 10..
Устройство работает следующим образом.
Раскат, выходящий из нижнего калибра, через подвижный ролик замыкает цепь автоматического управления (не показаны). Как только раскат выйдет из контакта с роликом и займет положение А, подается сигнал на включение электромагнита 4, который через рычалсную систему 3 включает встроенную фрикционную муфту редуктора 2, Вращающий момент от постоянно вращающегося электродвигателя 1 через редуктор 2 передается на полумуфты 7. Полумуфты 7 через пружины 8 передают вращающий момент на кантующие рычаги 5, которые, поворачиваясь, своими неприводными роликами б перемещают раскат из положения А в положение Б по направляющей 9, кантуя его на 90, Как только раскат упрется в приводной задающий ролик 10, кантующие рычаги 5 останавливаются, прИэтом полумуфты 7 продолжают поворачиваться, сжимая пружины 8, тем самым создается необходимое давление между приводным задающим роликом 10 и скантованным раскатом Д1;тя его задачи в-верхний калибр (на чертеже не показана), Когда пружины 8 выберут свой рабочий ход, одна из полумуфт 7, на которой закреплен рычажок, действует на конечный выключатель (на чертеже не показаны) и подается сигнал на отключение электромагнита 4, который через рычажную систему 3 и встроенную
фрикционную муфгу редуктора 2 отсоединяет электродвигатель 1. Сжатые пружи вы 8 автоматически поддерживают необход1 мое давление между приводным задающим роликом 10 и скатованным раскатом при его задаче в верхний калибр.
После того, как раскат выйдет из контакта с неприводным роликом 6 и приводным задающим роликом 10,пру|жины 8 разжимаются и кантующие ры|чаги 5 поворачиваются, занимая пер воначальное положение относительно полумуфт 7. Цикл кантовки повторяется, когда скантованный раскат из положения Б полностью прокат1лвается в верхнем калибре, а из нижнего калибра полностью выходит следующий раскат и занимает положение А.
Технический эффект предлагаемого устройства состоит в исключении проскальзывания приводного задающего ролика по скаИтованному раскату и, следовательно, обеспечении надежндй задачи его в верхний калибр клети, а также упрощении конструкции за дающего устройства.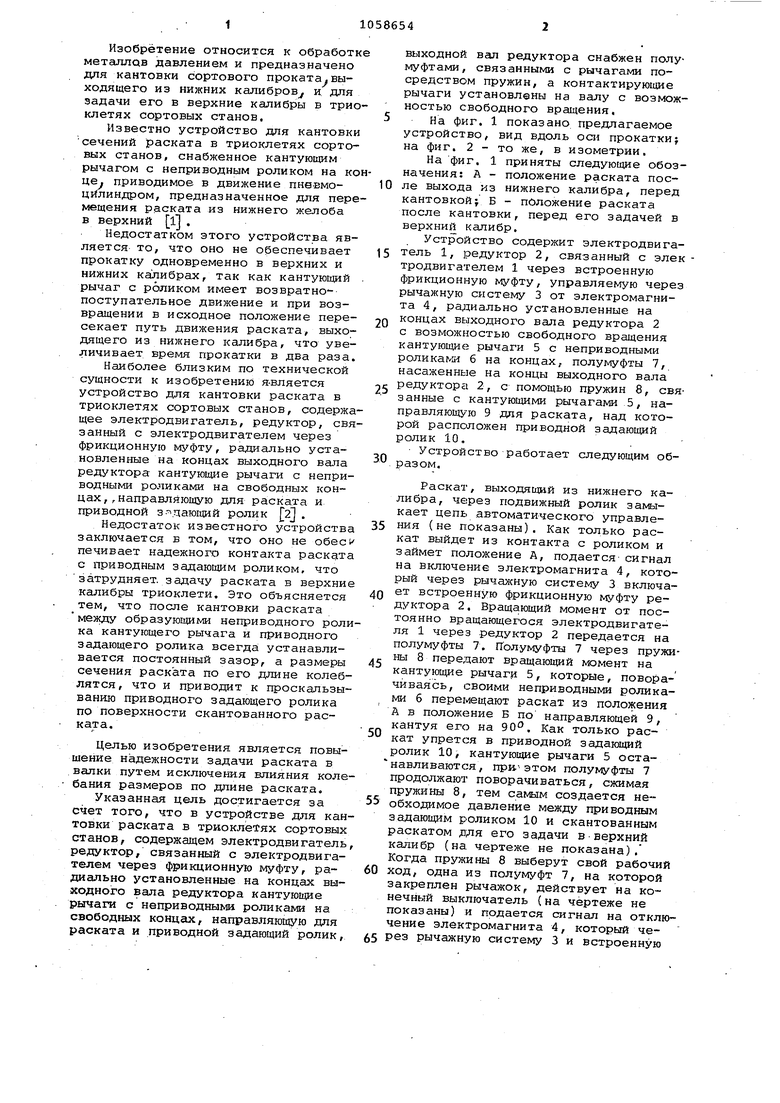
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантовки раската в триоклетях сортовых станов | 1974 |
|
SU511986A1 |
| УСТРОЙСТВО для КАНТОВКИ и ЗАДАЧИ PACK В ВАЛКИ СОРТОВОГО СТАНА ТРИО | 1972 |
|
SU331834A1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| Кантователь сортового проката | 1990 |
|
SU1754254A1 |
| Способ прокатки на многониточном непрерывном сортовом стане | 1989 |
|
SU1712010A1 |
| Способ кантовки трубы при продольной прокатке между проходами | 1991 |
|
SU1780888A1 |
| СИСТЕМА КАЛИБРОВ ВАЛКОВ НЕПРЕРЫВНОГО СОРТОВОГО ПРОКАТНОГО СТАНА | 1995 |
|
RU2089305C1 |
УСТРОЙСТВО ДЛЯ КАНТОВКИ РАСКАТА В ТРИОКЛЕТЯХ СОРТОВЫХ СТАНОВ, содержащее электродвигатель, редуктор, связанный с электродвигателем через фрикционную муфту, радиально установленные на концах выходйого вала редуктора кантующие рычаги с неприводными роликами на свободных концах, направляющую для раската и приводной задающий ролик, отличающееся тем, что, с целью повышения надежности задачи раската в валики путем исключения влияния колебания размеров по длине раската, выходной вал редуктора снабжен полумуфтами, связанными с рычагами посредством пружин, а кантунхцие рычаги установлены на валу с возможностью свободного вращения. ел сх о: Сл 4
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU157320A1 | |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для кантовки раската в триоклетях сортовых станов | 1974 |
|
SU511986A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
