Изобретение относится к области металлургии и может быть использовано в клетях дуо или трио в промежуточных или предчистовом-чистовом калибрах преимущественно при прокатке круглой или квадратной стали. Способ применим при возвратно-поступательном движении раската между калибрами и передаче раската от одного калибра к другому при помощи шлепперов. Способ может быть применен также при прокатке других профилей.
В книге А.П. Чекмарев, М.С. Мутьев, Р.А. Машковцев "Калибровка прокатных валков", М. : Металлургия, 1971 г. на стр. 178, рис. 73 указаны различные способы прокатки круглой стали.
Здесь после каждого калибра в схемах предусмотрена кантовка раската на 90o.
Наиболее близким способом прокатки к заявляемому (прототипом) является способ прокатки круглой стали, изображенный на рис. 73б.
Здесь в качестве предчистового калибра используется овальный калибр, раскат из которого после кантования на 90o задается в чистовой калибр круглой формы, где и прокатывается.
К недостаткам данного способа можно отнести то, что раскат, полученный в овальном калибре, необходимо скантовать на 90o перед чистовым калибром и удержать в таком положении до начала прокатки. Эта операция при отсутствии механических кантователей осуществляется вручную, на что затрачивается много сил и дополнительное время; при этом происходит снижение производительности.
Задачей, на решение которой направлено заявляемое изобретение, является облегчение условий труда и повышение производительности.
Технический результат при осуществлении изобретения характеризуется совокупностью от облегчения условий труда и повышения производительности за счет того, что в способе реверсивной прокатки простых сортовых профилей, включающем пропуск через первый овальный или ромбический калибр в положении "плашмя", его кантовку на 90o в положении "на ребро" и обратную задачу и пропуск в этом положении во второй овальный или ромбический ребровой калибр, предусматривающем передачу раската от первого калибра ко второму при помощи шлеппера, после выхода из первого калибра передний конец профиля изгибают в горизонтальной плоскости путем упора его на ходу шлеппера в вертикальный упор, что приводит к кантовке профиля на 90o.
Таким образом, заявляемый способ соответствует критерию "новизна". При изучении других известных технических решений в данной области техники признаки, отличающие заявляемое решение от прототипа, не были выявлены и потому они обеспечивают заявляемому техническому решению соответствие критерию "изобретательский уровень".
На фиг.1-2 в несколько утрированном виде представлен предлагаемый способ реверсивной прокатки.
На фиг. 1 показан вид сверху на вышедший "плашмя" из предчистового калибра раскат овальной формы сечения. Кулачками шлеппера раскат передвигается к следующей по ходу прокатки (в данном случае чистовой) клети вплоть до встречи с неподвижным вертикальным упором (показано на фиг.2 пунктиром). Далее кулачки шлеппера продолжат движение, и при этом раскат кантуется на 90o, т. к. его конец (задний по отношению к чистовому калибру) огибается вертикальным упором по плоскости меньшего сопротивления.
Затем кулачки шлеппера отводят в обратном направлении, а раскат удерживается в скантованном положении изогнутым концом. В таком положении раскат роликами рольганга задается в чистовой калибр в обратном по отношению к предчистовому калибру направлении и прокатывается в нем (показано стрелкой на фиг.2).
Конкретный пример осуществления способа опробован на стане "450" предприятия для предчистового-чистового калибров при прокатке квадратного раската 40х40 мм и состоит в следующем: вышедший из предчистового калибра раскат овального сечения 40х70 мм и длиной 16 м с большой горизонтальной осью, полученный на третьей клети стана, передвигался шлеппером к чистовому калибру, расположенному на четвертой клети стана. Перед чистовым калибром для заднего по отношению к нему конца раската был установлен вертикальный упор, с помощью которого при работе шлеппера происходило кантование раската и отгиб конца. Далее раскат задавался в чистовой калибр. Загнутый же конец раската перед задачей в валки и прокатке двигался по роликам рольганга, скользя по плитному настилу, удерживая полосу в скантованном положении. Роль вальцовщика сводилась только к наблюдению за процессом прокатки и к незначительному вмешательству в случае какого-либо нарушения.
Использование предлагаемого способа реверсивной прокатки обеспечивает по сравнению с существующим следующие преимущества:
1. Облегчение условий труда.
2. Повышение производительности, так как кантование раската и его удерживание осуществляется автоматически без каких-либо механизмов.
3. Расширение возможности прокатного производства в деле реверсивной прокатки широкого сортамента профилей кругов, квадратов и других на станах дуо и трио.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2102164C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ В СМЕЖНЫХ КАЛИБРАХ ПРЯМОУГОЛЬНОЙ ИЛИ ФАСОННОЙ ЗАГОТОВКИ | 1999 |
|
RU2197337C2 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ ПРОФИЛЕЙ ШВЕЛЛЕРНОЙ ФОРМЫ | 1997 |
|
RU2133159C1 |
| Способ прокатки углового асимметричного профиля | 2022 |
|
RU2785426C1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ БОЛЬШОГО ДИАМЕТРА | 1999 |
|
RU2190487C2 |
| СПОСОБ ПРОКАТКИ НЕСИММЕТРИЧНЫХ РЕЛЬСОВЫХ ПРОФИЛЕЙ В ЧЕРНОВЫХ КАЛИБРАХ | 2019 |
|
RU2721968C1 |
| СПОСОБ ПРОКАТКИ АСИММЕТРИЧНЫХ ПРОФИЛЕЙ | 2005 |
|
RU2288047C1 |

Изобретение относится к области металлургии и может быть использовано с применением клетей доу и трио в промежуточных или предчистовом-чистовом калибрах преимущественно при прокатке круглой или квадратной стали при передаче раската от одного калибра к другому при помощи шлеппера. Задача изобретения - облегчение условий труда и повышение производительности. После прокатки в предчистовом калибре "плашмя" передний конец профиля изгибают в горизонтальной плоскости путем упора его на ходу шлеппера в вертикальный упор, что приводит к кантовке профиля на 90o. Изобретение обеспечивает автоматическое кантование и удерживание проката. 2 ил.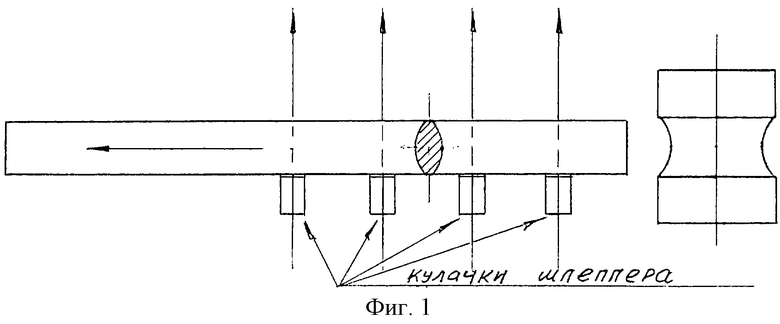
Способ реверсивной прокатки простых сортовых профилей, включающий пропуск профиля через первый овальный или ромбический калибр в положении "плашмя", его кантовку на 90o в положении "на ребро" и обратную задачу и пропуск в этом положении во второй овальный или ромбический ребровой калибр, предусматривающий передачу раската от первого калибра ко второму при помощи шлеппера, отличающийся тем, что после выхода из первого калибра передний конец профиля изгибают в горизонтальной плоскости путем упора его на ходу шлеппера в вертикальный упор, что приводит к кантовке профиля на 90o.
| ЧЕКМАРЕВ А.П | |||
| и др | |||
| Калибровка прокатных валков | |||
| - М.: Металлургия, 1971, с.178, рис.73 | |||
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| RU 95103833 А1, 21.12.1996 | |||
| ЭНЕРГЕТИЧЕСКАЯ УСТАНОВКА ДЛЯ ДЛИТЕЛЬНОГО МАЛОШУМНОГО ХОДА И РАБОТЫ ПОДВОДНОГО АППАРАТА | 2002 |
|
RU2214941C1 |
| АВТОМАТИЗИРОВАННЫЙ ПУНКТ СПАСЕНИЯ | 2012 |
|
RU2524224C1 |
| СПОСОБ ВЫРАЩИВАНИЯ МОНОКРИСТАЛЛОВ РУБИДИЙ-ВИСМУТОВОГО МОЛИБДАТА | 2013 |
|
RU2542313C2 |

