Изобретение относится к прокатному производству и может быть использовано при производстве профилей на 2 и 4- ниточных непрерывных сортовых станах.
Известен способ прокатки на 2-ниточном непрерывном сортовом стане, включающий одновременную деформацию нескольких (двух) заготовок в его черновой группе клетей с чередованием направления обжатия на 90° в каждой последующей клети этой группы, обеспечиваемым кантовкой каждой клети раската на 90°.
Недостатком известного способа является необходимость использования кантующих устройств после каждой клети черновой группы, их настройки и подстройки при эксплуатации для правильной кантовки раската, что усложняет (процесс прокатки. Кроме
того, затраты энергии на кантовку увеличивают энергоемкость процесса.
Известен также способ прокатки на однониточном непрерывном сортовом стане, включающий деформацию заготовки в его черновой группе клетей с чередованием направления обжатия на 90° в каждой последующей клети этой группы, обеспечиваемым чередованием в ней горизонтальных и вертикальных клетей.
Использование чередующихся горизонтальных и вертикальных клетей при многониточной прокатке усложняет процесс в связи с необходимостью передачи ниток в разные горизонты вертикальных клетей. Указанное обстоятельство усложняет процесс прокатки. Кроме того, при каждом изменении направления обжатия для
деформации металла используется самостоятельный привод, что повышает энергоемкость процесса.
Наиболее близким к предлагаемому является способ прокатки на многоииточном непрерывном стане, включзю лдий одноврем е н и у ю д е ф о р м а ц и юнее ; о /5 ь к и х з а г о т о в о к в его черновой группе клетей с чередова- ием нaпpaзлei ия оожатия на 90 в каждой последую1цей клет-. группы, обеспечиваемым кантовкой каждой нитки раската.
Недостатком известного способа является необходимость кантовки нитки раската и межклетевых промежутках с помощью специальных кантующих клетей и других ус-тройств, что усложняет процесс прокатки и увеличивает его энергоемкость вследствие дополнительных затрат энергии на скручивание (кантовку раската.
Поставленная цель достигается тем. гго согласно способу прокатки на многониточном непрерывном сортовом стане, вклночаюидему одiio в земе н ну ю деформацию нескольких заготовок в чер -ювых ящичнь Х калибрах или гладких валках с чередоеан.ием направле ния обжатия на 90 в каждом последующем проходе, после каждого обжатия в горизонтальных валках производят обжатие заготовок в совмеш.енном состоя1-;ии по наружным граням в одном универсальном неприводном калибре.
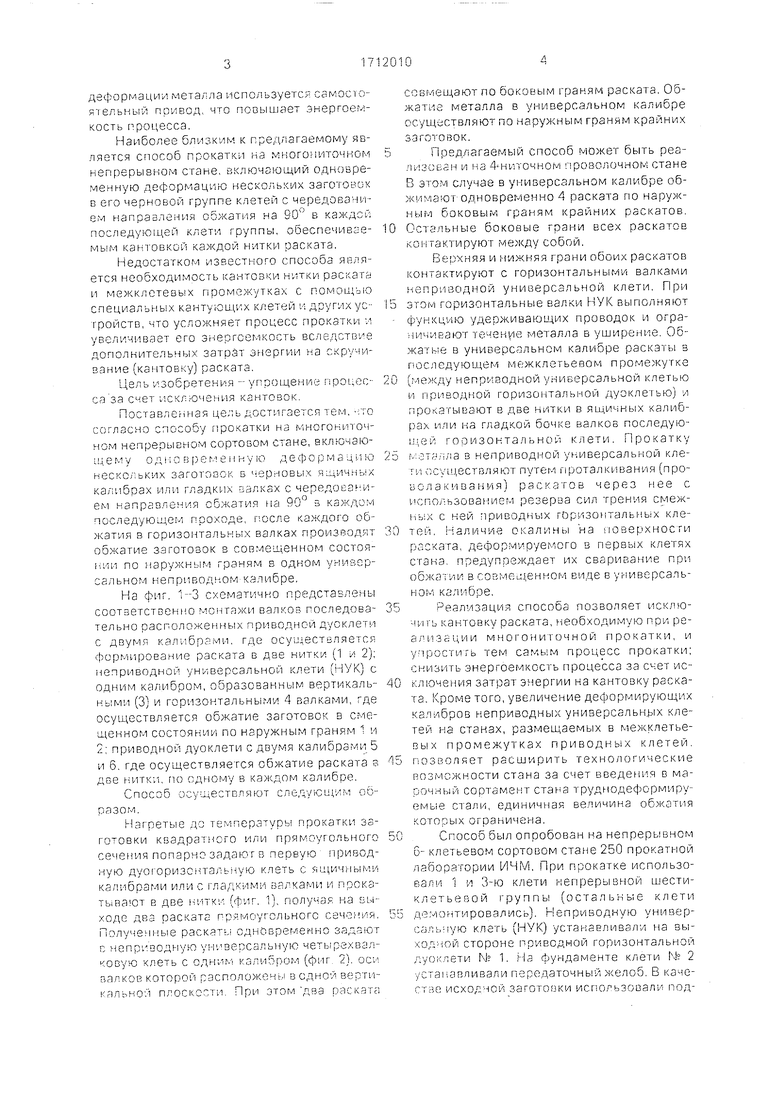
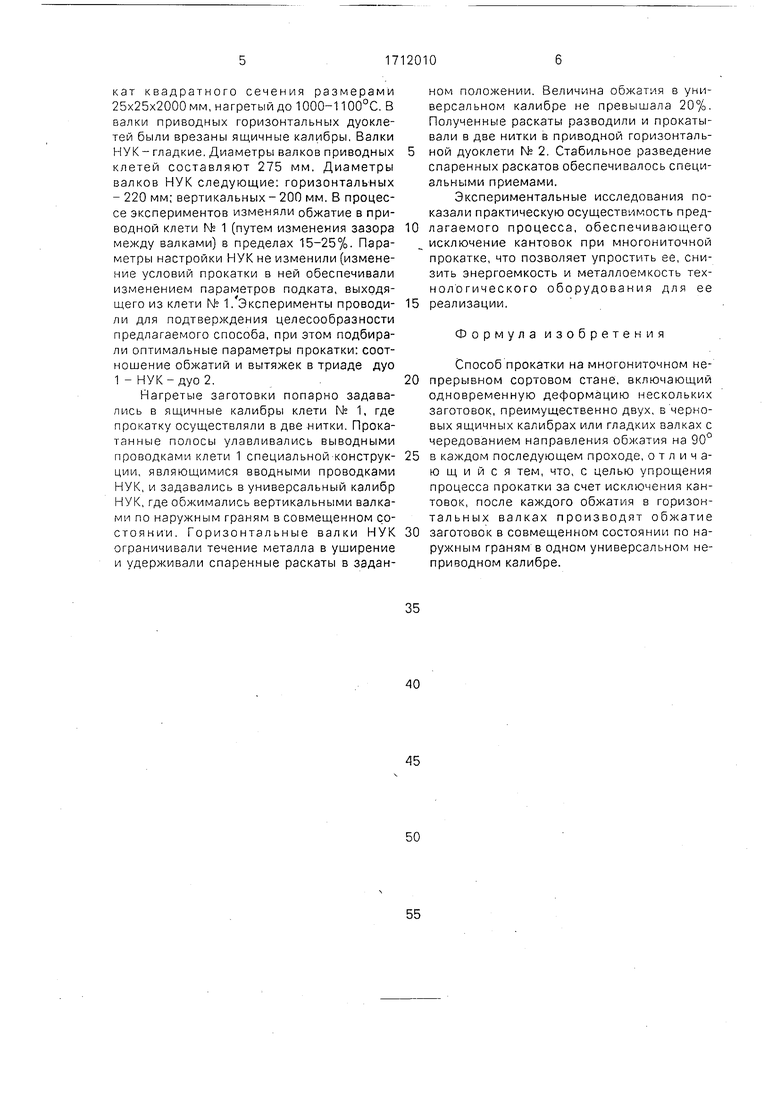
На фиг, 1-3 схематично представлены соответственно монтажи валков последовательно расположенных приводной дуоклети с двумя калибрами, где осуидествляется формирование раската в две нитки (1 и 2); неприводной универсальной клети (НУК) с ОДНИМ калибром, образованным вертикальными (3) и горизонтальными 4 валками, где осуществляется обжатие заготовок в смещенном состоянии по наружным граням 1 и 2; приводной дуоклети с двумя калибрами 5 и 6. где осуществляется обжатие раската з две нитк;1, по одному в каждом калибре.
Способ осуществляют следуюгцим о5разом.
Нагретые до температуры прокатки заготовки квадратного или прямоуголы--1ого сечения попарно задают в первую приводную дуогоризо11таль 1ую клеть с яи,ичными калибрами или с 1 падкими валками и прокатывают в две титки (фиг, 1), получая на выходе два раската прямоугольного сече; ия. Полученные раскать: одновременно Г; непр1:0одную у1- иверсальную четырехвалковую клеть с одним калибром (фиг 2), оси в а л к о в к о т о р о и р а с п о л о ж е н ы водно и в е р т и кальной плоскости. При этом два раската
совмещают по боковым граням раската. Обжатие металла в универсальном калибре осуществляют по наружным граням крайних заготовок,
Предлагаемый способ может быть реа,1изован и на Фниточном проволочного-; стане В этом случае в универсальном калибре обжимают-одновременно 4 раската по боковым граням крайних раскатов,
0 Остальные боковые грани всех раскатов KOi-ггактируют между собой.
Верхняя и нижняя грани обоих раскатов контактируют с горизонтальными валками иепр 1еодной универсальной клети. При
5 этом горизонтальные валки НУК выполняют функцию удерживающих проводок и огра- тичивают течеи 1е металла в уширение. Обжатые в универсальном калибре раскаты в последующем межклетьевом промежутке
О (м е жду н е п р и в о д н о и у н и в е р с а л ь н о и клеть ю и приводной горизонтальной дуоклетью) и прокатывают в две нитки в ящичных калибрах и,,1и на гладкой бочке валков последуюи.изй горизонтальной клети. Прокатку
5 м;зтэ,;, в неприводиой у|-;иверсальной клети осуществляют путем проталкивания (проij о л а к и в а н и я) р а с к а т о в через нее с использованием резерва сил трения смежiibiX с ней Г1риводнь х горизонтальнь х кле-0 тей, г;аличие окалины на поверхности раската, деформи.руемого в первых клетях стана, предупреждает их сваривание при обжатии в совмеаденном виде в универсальном Ka;i,-i6pe,
5Реализация способа позволяет исключить кантовку раската, необходимую при реализации многониточной прокатки, и упростить тем самым процесс прокатки: снизить .энергоемкость процесса за счет исключения затрат энергии на кантовку раската. Кроме того, увеличение деформирующих калибров неприводных универсальнь1х клетей на станах, размещаемых в межклетьевых промежутках приводных клетей.
5 г-1 о 3 в о л я е т расширить технологические возриожности стана за счет введек1ия в марочный сортамент стана труднодеформируемые стали, единичная величина обжатия которых ограничена,
0Способ был опробован на непрерывном
б- клетьевом сортовом стане 250 прокатной лаборатории ИЧМ, При прокатке использовали 1 и 3-ю клети непрерывной шестик л е т ь е в о и группы (оста л ь н ы е к л е т и
5 .демонтировались). Неприводную универсальную клеть (НУК) устанавливали на выхо.дчой стороне приводной горизонтальной луоклети N; 1, На фундаменте клети № 2 уста1-;авливали передаточный , В качестве исходной заготовки использовали подкат квадратного сечения размерами 25x25x2000 мм, нагретый до 1000-1100°С. В валки приводных горизонтальных дуоклетей были врезаны ящичные калибры, Валки НУК - гладкие. Диаметры валков приводных клетей составляют 275 мм. Диаметры валков НУК следующие: горизонтальных - 220 мм; вертикальных - 200 мм, В процессе экспериментов изменяли обжатие в приводной клети N; 1 (путем изменения зазора между валками) в пределах 15-25%, Параметры настройки НУК не изменили (изменение условий прокатки в ней обеспечивали изменением параметров подката, выходящего из клети № 1,Эксперименты проводили для подтверждения целесообразности предлагаемого способа, при этом подбирали оптимальные параметры прокатки: соотношение обжатий и вытяжек в триаде дуо 1 - НУК-дуо 2,,
Нагретые заготовки попарно задавались в ящичные калибры клети NS 1, где прокатку осуществляли в две нитки. Прокатанные полосы улавливались выводными проводками клети 1 специальной конструкции, являющимися вводными проводками НУК, и задавались в универсальный калибр НУК, где обжимались вертикальными валками по наружным граням в совмещенном состоянии. Горизонтальные валки НУК ограничивали течение металла в уширение и удерживали спаренные раскаты в заданном положении. Величина обжатия в универсальном калибре не превышала 20%, Полученные раскаты разводили и прокатывали в две нитки в приводной горизонтальной дуоклети № 2, Стабильное разведение спаренных раскатов обеспечивалось специальными приемами.
Экспериментальные исследования показали практическую осуществимость предлагаемого процесса, обеспечивающего исключение кантовок при многониточной прокатке, что позволяет упростить ее, снизить энергоемкость и металлоемкость технологического оборудования для ее реализации.
Формула изобретения
Способ прокатки на многониточном непрерывном сортовом стане, включающий одновременную деформацию нескольких заготовок, преимущественно двух, в черновых ящичных калибрах или гладких валках с чередованием направления обжатия на 90° в каждом последующем проходе, отличающийся тем, что, с целью упрощения процесса прокатки за счет исключения кантовок, после каждого обжатия в горизонтальных валках производят обжатие заготовок в совмещенном состоянии по наружным граням в одном универсальном неприводном калибре.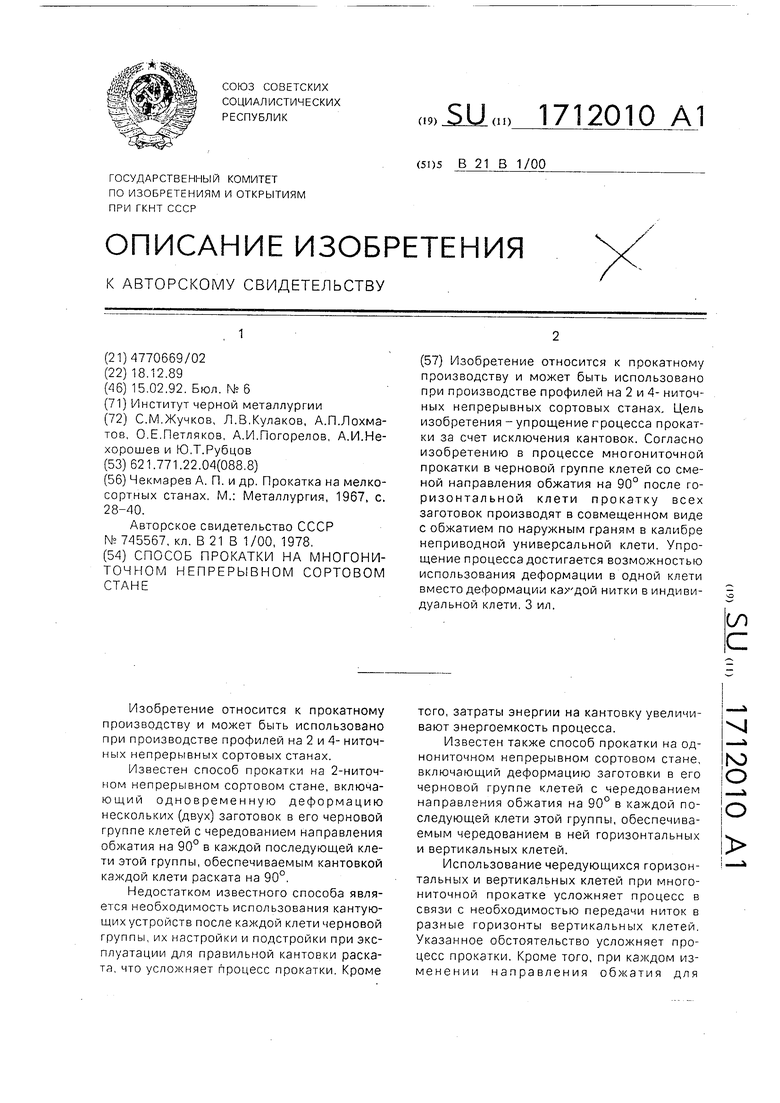
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ прокатки на многониточном непрерывном сортовом стане | 1991 |
|
SU1784294A1 |
| Способ прокатки заготовок | 1982 |
|
SU1036408A1 |
| Способ прокатки на непрерывных станах | 1990 |
|
SU1736647A1 |
| СИСТЕМА ЧЕРНОВЫХ КАЛИБРОВ ДЛЯ ПРОКАТКИ ЖЕЛЕЗНОДОРОЖНЫХ РЕЛЬСОВ | 2021 |
|
RU2784961C1 |
| СПОСОБ ПРОКАТКИ | 2009 |
|
RU2405637C1 |
| СПОСОБ ПРОКАТКИ КВАДРАТНЫХ ЗАГОТОВОК | 1992 |
|
RU2012431C1 |
| Способ прокатки на непрерывно-заготовочном стане | 1982 |
|
SU1037976A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2021 |
|
RU2782330C1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| Система вытяжных калибров | 1990 |
|
SU1759486A1 |
Изобретение относится к прокатному производству и может быть использовано при производстве профилей на 2 и 4- ниточных непрерывных сортовых станах. Цель изобретения - упрощение процесса прокатки за счет исключения кантовок. Согласно изобретению в процессе многониточной прокатки в черновой группе клетей со сменой направления обжатия на 90° после горизонтальной клети прокатку всех заготовок производят в совмещенном виде с обжатием по наружным граням в калибре неприводной универсальной клети. Упрощение процесса достигается возможностью использования деформации в одной клети вместо деформации ка>&"дой нитки в индивидуальной клети.3 ил.onс
| Чекмарев А | |||
| П | |||
| и др | |||
| Прокатка на мелкосортных станах | |||
| М.: Металлургия, 1967, с | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
