Известны устройства для кантовки и задачи раскатов в валки сортового стана дуо или переменное трио, содержащее приводной и холостой кантующие ролики и поршневой привод подъема холостого ролика.
Предложенное устройство отличается от известных тем, что корпус холостого кантующего ролика снабжен направляющим роликом, установленным в двух направляющих, одна из которых подвижна в вертикальной плоскости.
Эти отличия позволяют передавать скантованный раскат из одного горизонта прокатки в другой.
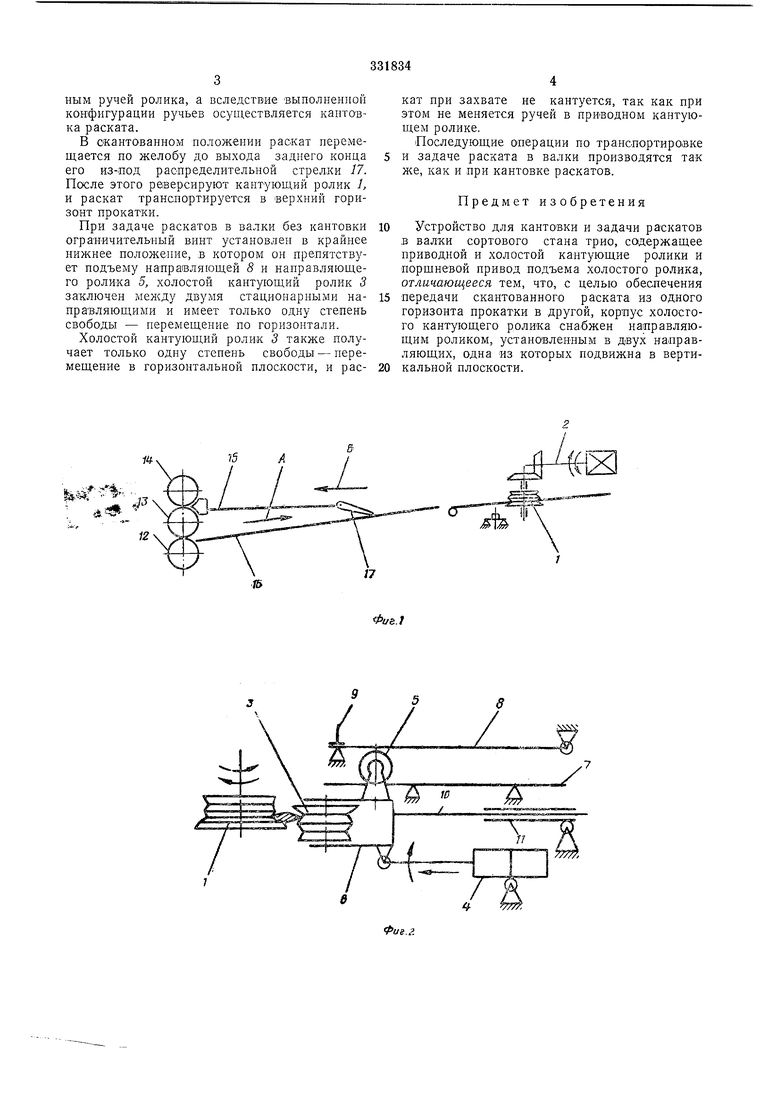
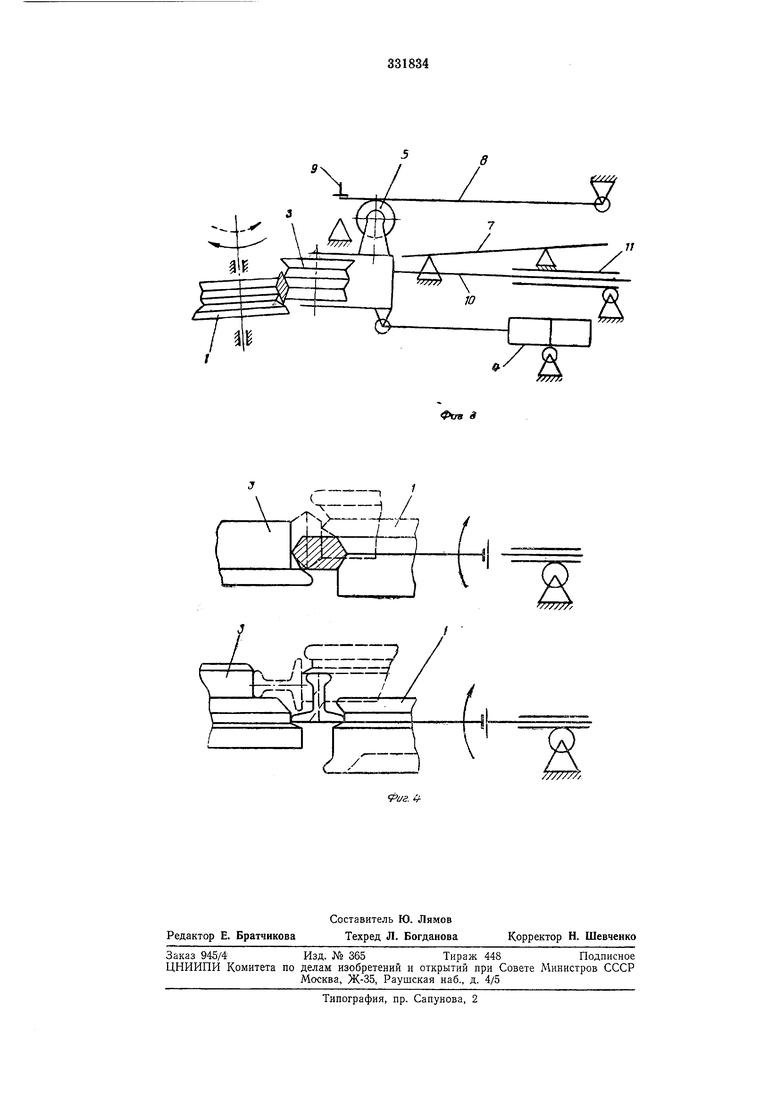
На фиг. 1 представлена кинематическая схема устройства; на фиг. 2 - механизм качания холостого кантующего ролика; на фиг. 3 - операция передачи скантованного раската в верхний горизонт проката; на фиг. 4 - варианты кантовки фасонных проф-илей.
Описываемое устройство состоит из приводного кантующего ролика / с электромеханическим нриводом 2, холостого кантующего ролика 3 с порщневым приводом качания 4, направляющего ролика 5, жестко связанного с корпусом 6 холостого кантующего ролика, стационарной 7 и подвижной 8 в вертикальной плоскости направляющих, в которых обкатывается ролик 5. Для подъема и опускания направляющей 8 применен привод качания Я например .винтовой или порщневой, при этом щток привода связан с концевой частью направляющей 8.
Холостой кантующий ролик 5 смонтирован в корпусе 6, который связан с направляющей 10, скользящей во втулке 11. Между рабочими валками 12, 13, 14 установлены направляющие желобы - верхний 15 и нижний 16. Для распределения раскатов из нижнего горизонта в .верхний и наоборот применена распределительная стрелка 17.
Устройство работает следующим образом.
При задаче раскатов с кантовкой на 90° ограничительный винт привода качания 9 находится в крайнем верхнем положении.
Раскат, выходя из нижнего горизонта прокатки, движется по желобу 16 в направлении стрелки А, проходит под распределительной стрелкой 17 и взаимодействует с кантующими роликами / и 5. В это время ролик / вращается по часовой стрелке. После выхода раската из валков включается порщневой привод качания 4, вследствие чего холостой ролик 3 прижимает раскат к приводному кантующему ролику /. При этом направляющая 10 скользит во втулке 11, а направляющий ролик 5 обкатывается в нанравляющих 7 и 8.
ным ручей ролика, а вследствие выполненной конфигурации ручьев осуществляется каптоБка раската.
В окантованном положении раскат перемещается по желобу до выхода заднего конца его из-под распределительной стрелки 17. После этого реверсируют кантующий ролик 1, и раскат транспортируется в верхний горизонт прокатки.
При задаче раскатов в валки без кантовки ограничительный винт установлен в крайнее нижнее положение, .в котором он препятствует подъему напра1вляющей 8 и направляющего ролика 5, холостой кантующий ролик 3 заключен между двумя стационарными направляющими и имеет только одну степень свободы - перемещение по горнзонтали.
Холостой кантующий ролик 5 также получает только одну степень свободы - перемещение в горизонтальной плоскости, и раскат при захвате не кантуется, так как при этом не меняется ручей в приводном кантующем ролике.
Последующие операции по транспортировке и задаче раската в валки производятся так же, как и при кантовке раскатов.
Предмет изобретения
Устройство для кантовки и задачи раскатов в валки сортового стана трио, содержащее приводной и холостой кантующие ролики и поршневой привод подъема холостого ролика, отличающееся тем, что, с целью обеспечения
передачи скантованного раската из одного горизонта прокатки в другой, корпус холостого кантующего ролика снабжен направляющим роликом, установленным в двух направляющих, одна из которых подвижна в вертикалькой плоскости.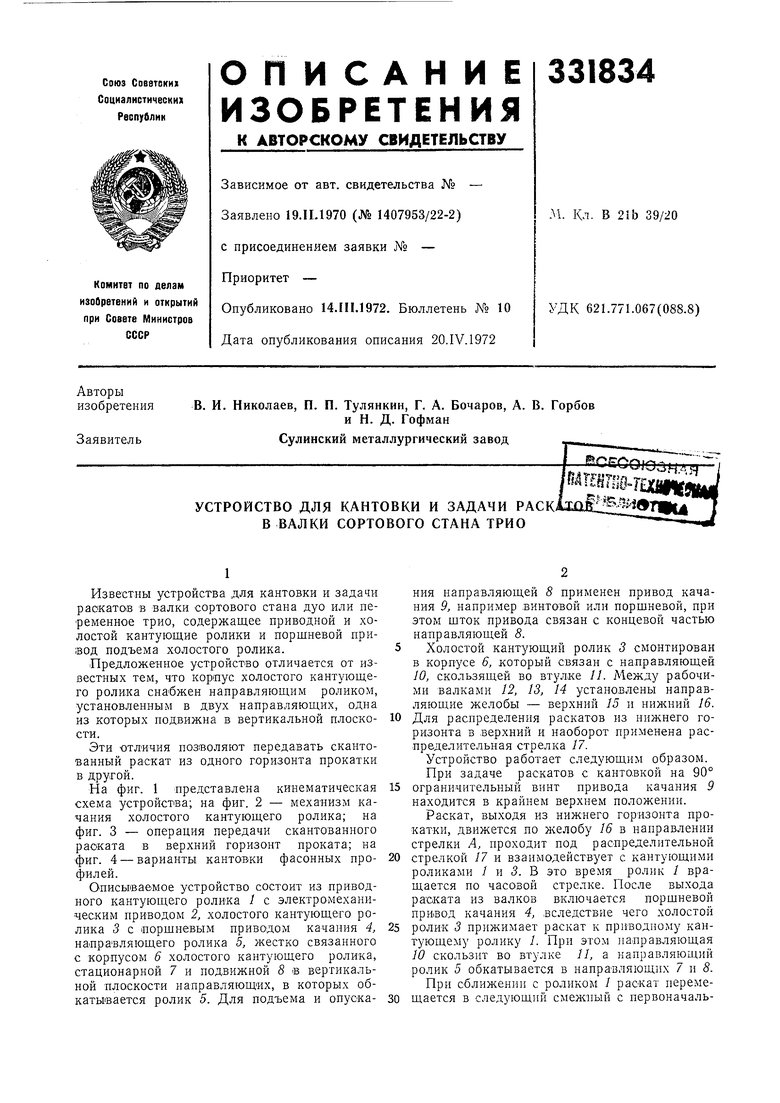
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для кантовки раската в триоклетях сортовых станов | 1974 |
|
SU511986A1 |
| Устройство для кантовки раската в триоклетях сортовых станов | 1981 |
|
SU1058654A1 |
| СПОСОБ РЕВЕРСИВНОЙ ПРОКАТКИ ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197342C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1999 |
|
RU2197341C2 |
| СПОСОБ ПРОКАТКИ В КЛЕТИ ТРИО ПРОСТЫХ СОРТОВЫХ ПРОФИЛЕЙ | 1995 |
|
RU2085309C1 |
| Способ сдвоенной прокатки сортовых профилей | 1989 |
|
SU1734898A1 |
| СПОСОБ ПРОКАТКИ КРУГЛЫХ СОРТОВЫХ ПРОФИЛЕЙ С ИСПОЛЬЗОВАНИЕМ ТРЕХВАЛКОВЫХ КЛЕТЕЙ НА КРУПНОСОРТОВЫХ И РЕЛЬСОБАЛОЧНЫХ СТАНАХ | 2005 |
|
RU2295405C1 |
| УСТРОЙСТВО ДЛЯ КАНТОВКИ ТРУБ I ПРИ ПРОКАТКЕ НА АВТОМАТИЧЕСКОМ CTAHfr | 1972 |
|
SU343724A1 |
| Способ реверсивной штучной прокатки сортовых профилей | 1985 |
|
SU1258519A1 |
| Кантователь сортового проката | 1980 |
|
SU1011292A1 |
., .:if- ik-й-Ц( /
if Г- . -LL-
Zl
;z3
