Изобретение относится к обработке металлов давлением. Известно устройство для дрессировки и правки металлической ленты растяжением содержащее последовательно установленные дрессировочную клеть и роликоправильную машину, натяжные, тянущие и тормозные многобарабанные станции, кинематически соединенные между собой зубчатыми передачами общего привода,, в котором каждый барабан снабжен дифференциалом и соединен с его ведомым звеном, дифференциалы барабанов каждой машины ведущими и свободными звеньями соединены между собой зубчатыми передачами не более чем по два, а объединенные ведущие звенья снабжены своим дифференциалом, соединенным ведущими и свободными звеньями с дифференциалом других аналогично объединенных ведущих звеньев 1. Недостатками такой схемы являются сложность и громоздкость конструкции, обусловленная большими крутящими моментами, передаваемыми по цепи, содержащей большое количество дифференциалов. Кроме того связь барабанов с дифференциалами в данной схеме приводит к снижению выхода годного металла, так как для предотвращения несинхронного вращения барабанов и порыва полосы при подходе сварочного шва к агрегату скорость и натяжение полосы постепенно уменьшают и вновь постепенно восстанавливают до рабочих после прохождения сварного шва. В этот переходный период образуется значительный участок недрессированной и неправленной полосы. Цель изобретения заключается в упрощении конструкции путем сокращения количества дифференциалов и повышения выхода годного металла за счет уменьшения длины участков недрессированной и неправленной полосы у сварных швов. Указанная цель достигается тем, что в агрегате, содержащем дрессировочную клеть, роликоправильную машину, натяжные тянущие и тормозные многобарабанные станции с установленными на валах барабанами и их приводы, барабаны натяжных станций связаны между собой несимметричными дифференциалами, ведомые звенья которых соединены с их валами, а ведущие с приводами барабанов, при этом на валах барабанов установлены соединительные устройства, например в виде зубчатых передач и фрикционных муфт.
Кроме того, барабаны каждой натяжной станции могут быть попарно связаны между собой несимметричным дифференциалом,при этом зубчатая передача, соединяющая валы барабанов одинакового диаметра, имеет нечетное количество зацеплений с общим передаточным отношением, равным единице.
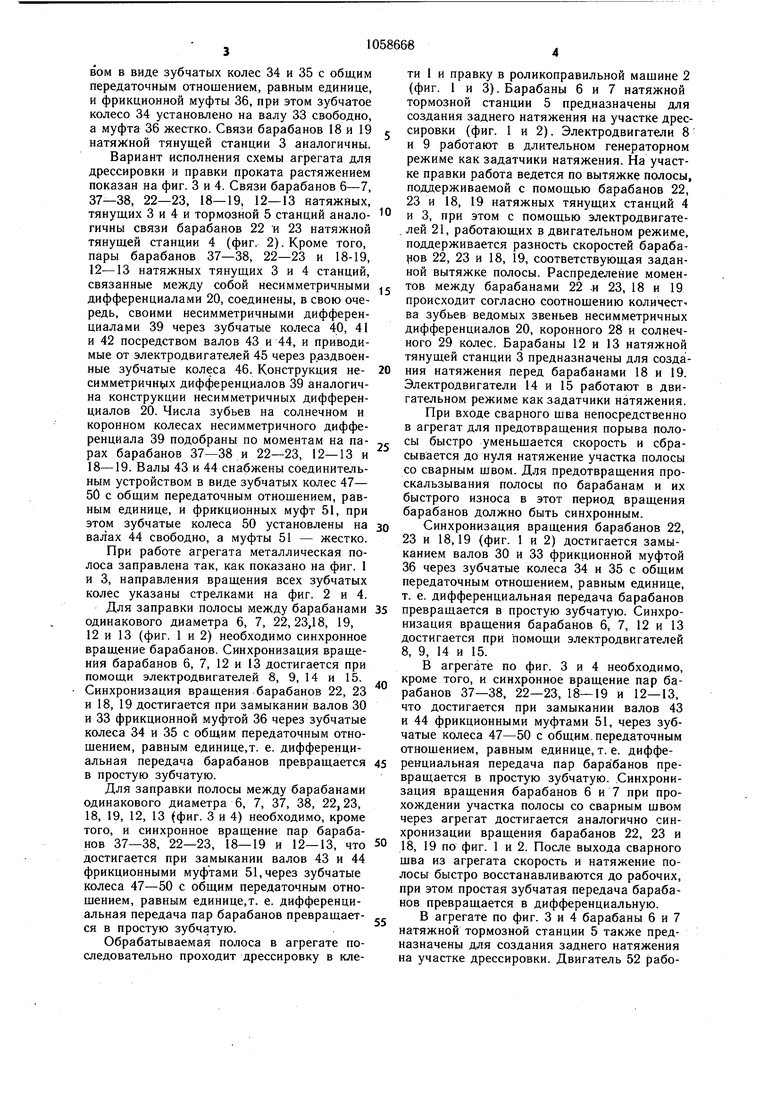
Водило 24 предназначено для передачи движения ведомым звеньям - солнечному 29 и коронному 28 колесам. Коронное колесо 28 внешним зацеплением связано с зубчатым колесом 32, соединенным жестко с валом 33. Валы 30 и 33 соединены с барабанами 22 и 23 и снабжены соединительным устройстПары барабанов, связанные между собой несимметричными дифференциалами, могут быть соединены, в свою очередь, своим несимметричным дифференциалом с приводом. В предлагаемой схеме при применении несимметричных дифференциалов упрощается конструкция путем сокращения количества дифференциалов, уменьшается металлоемкость. Наличие соединительного устройства в виде зубчатых передач и фрикционных муф7 обеспечивает синхроннЬе вращение барабанов одинакового диаметра при быстром уменьшении скорости и сбросе до нуля натяжения участка полосы со сварным швом при входе сварного шва непосредственно в агрегат, что позволяет уменьшить длину участков недрессированной и неправленной полосы у сварных швов и увеличить выход годного металла. На фиг. 1 изображена схема агрегата для правки проката растяжением; на фиг. 2 - то же, вид в плане; на фиг. 3 - схема агрегата для правки проката растяжением с соединением пар барабанов своим несимметричным дифференциалом (вариант исполнения) ; на фиг. 4 - то же, вид в плане. Агрегат для правки проката состоит из дрессировочной клети 1, роликоправильной мащины 2, натяжных тянущих 3. и 4 и тормозной 5 барабанных станций. Натяжная тормозная станция 5 состоит из приводных ба эабанов 6 и 7, связанных с электродвигателями 8 и 9 через редукторы 10 и 11. Натяжная тянущая станция 3 включает приводные барабаны 12 и 13, которые связаны с электродвигателями 14 и 15 через редукторы 16 и 17, а также барабаны 18 и 19, связанные между собой несимметричным дифференциалом 20 и приводимые от электродвигателя 21. Натяжная тянущая станция 4 содержит барабаны 22 и 23, связанные между собой несимметричным дифференциалом 20 и приводимые от электродвигателя 21. Несимметричный дифференциал 20 состоит из водила 24,соединенного жестко с зубчатыми колесами 25 и 26, которые связаны с раздвоенным зубчатым колесом 27, коронного кол.еса 28, выполненного с внешним и внутренним зацеплением, солнечного колеса 29, соединенного жестко с валом 30, и сателлитов 31, установленных на водиле 24. Числа зубьев на солнечном 29 и коронном (внутреннем) 28 колесах подобраны по моментам на барабанах 22 и 23, т. е. Zi« М
BOM в виде зубчатых колес 34 и 35 с общим передаточным отношением, равным единице, и фрикционной муфты 36, при этом зубчатое колесо 34 установлено на валу 33 свободно, а муфта 36 жестко. Связи барабанов 18 и 19 натяжной тянущей станции 3 аналогичны.
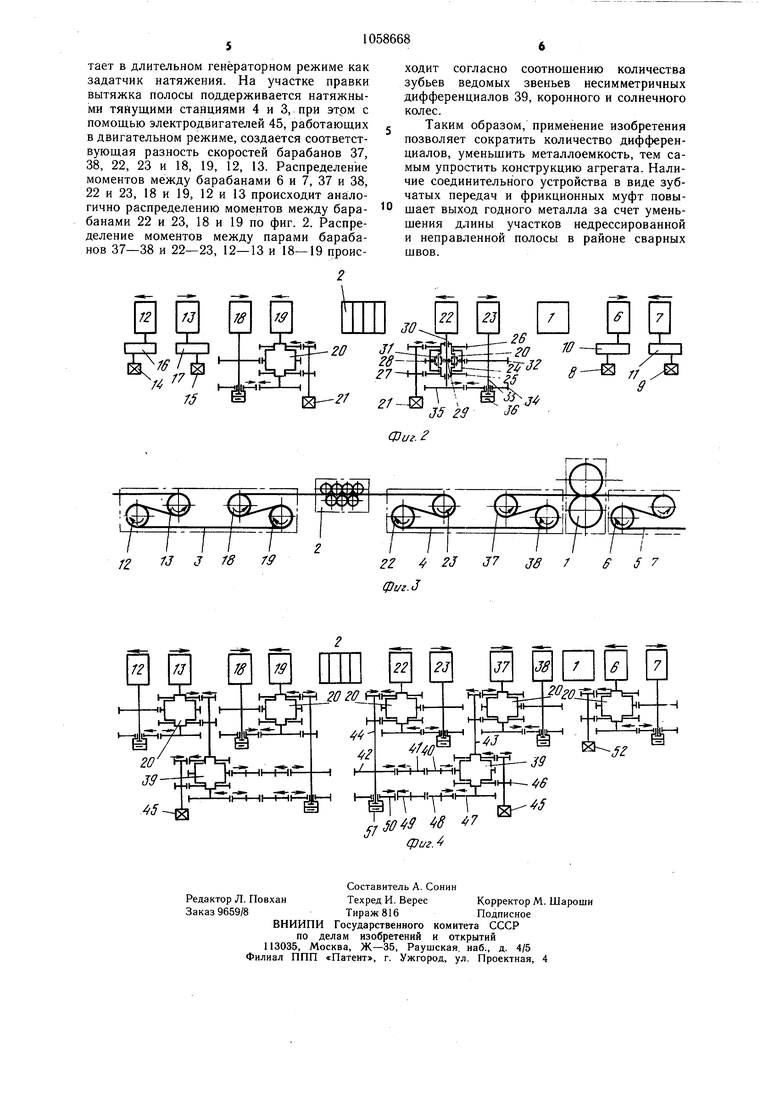
Вариант исполнения схемы агрегата для дрессировки и правки проката растяжением показан на фиг. 3 и 4. Связи барабанов 6-7, 37-38, 22-23, 18-19, 12-13 натяжных, тянущих 3 и 4 и тормозной 5 станций аналогичны связи барабанов 22 и 23 натяжной тянущей станции 4 (фиг. 2). Кроме того, пары барабанов 37-38, 22-23 и 18-19, 12-13 натяжных тянущих 3 и 4 станций, связанные между собой несимметричными дифференциалами 20, соединены, в свою очередь, своими несимметричными дифференциалами 39 через зубчатые колеса 40, 41 и 42 посредством валов 43 и 44, и приводимые от электродвигателей 45 через раздвоенные зубчатые колеса 46. Конструкция несимметричн 1х дифференциалов 39 аналогична конструкции несимметричных дифференциалов 20. Числа зубьев на солнечном и коронном колесах несимметричного дифференциала 39 подобраны по моментам на паpax барабанов 37-38 и 22-23, 12-13 и 18-19. Валы 43 и 44 снабжены соединительным устройством в виде зубчатых колес 47- 50 с общим передаточным отношением, равным единице, и фрикционных муфт 51, при этом зубчатые колеса 50 установлены на валах 44 свободно, а муфты 51 - жестко.
При работе агрегата металлическая полоса заправлена так, как показано на фиг. 1 и 3, направления вращения всех зубчатых колес указаны стрелками на фиг. 2 и 4.
Для заправки полосы между барабанами одинакового диаметра 6, 7, 22,23,18, 19, 12 и 13 (фиг. 1 и 2) необходимо синхронное вращение барабанов. Синхронизация вращения барабанов 6, 7, 12 и 13 достигается при помощи электродвигателей 8, 9, 14 и 15. Синхронизация вращения барабанов 22, 23 и 18, 19 достигается при замыкании валов 30 и 33 фрикционной муфтой 36 через зубчатые колеса 34 и 35 с общим передаточным отнощением, равным единице,т. е. дифференциальная передача барабанов превращается в простую зубчатую.
Для заправки полосы между барабанами одинакового диаметра 6, 7, 37, 38, 22,23, 18, 19, 12, 13 (фиг. 3 и 4) необходимо, кроме того, и синхронное вращение пар барабанов 37-38, 22-23, 18-19 и 12-13, что достигается при замыкании валов 43 и 44 фрикционными муфтами 51, через зубчатые колеса 47-50 с общим передаточным отнощением, равным единице,т. е. дифференциальная передача пар барабанов превращается в простую зубчатую.
Обрабатываемая полоса в агрегате последовательно проходит дрессировку в клети 1 и правку в роликоправильной мащине 2 (фиг. 1 и 3). Барабаны 6 и 7 натяжной тормозной станции 5 предназначены для создания заднего натяжения на участке дрессировки (фиг. 1 и 2). Электродвигатели 8 и 9 работают в длительном генераторном режиме как задатчики натяжения. На участке правки работа ведется по вытяжке полосы, поддерживаемой с помощью барабанов 22, 23 и 18, 19 натяжных тянущих станций 4 и 3, при этом с помощью электродвигате. лей 21, работающих в двигательном режиме, поддерживается разность скоростей бараба} оъ 22, 23 и 18, 19, соответствующая заданной вытяжке полосы. Распределение моментов между барабанами 22 .и 23, 18 и 19 происходит согласно соотношению количест ва зубьев ведомых звеньев несимметричных дифференциалов 20, коронного 28 и солнечного 29 колес. Барабаны 12 и 13 натяжной тянущей станции 3 предназначены для созда ния натяжения перед барабанами 18 и 19. Электродвигатели 14 и 15 работают в двигательном режиме как задатчики натяжения.
При входе сварного шва непосредственно в агрегат для предотвращения порыва полосы быстро уменьщается скорость и сбрасывается до нуля натяжение участка полосы со сварным швом. Для предотвращения проскальзывания полосы по барабанам и их быстрого износа в этот период вращения барабанов должно быть синхронным.
Синхронизация вращения барабанов 22, 23 и 18,19 (фиг. 1 и 2) достигается замыканием валов 30 и 33 фрикционной муфтой 36 через зубчатые колеса 34 и 35 с общим передаточным отношением, равным единице, т. е. дифференциальная передача барабанов превращается в простую зубчатую. Синхронизация вращения барабанов 6, 7, 12 и 13 достигается при помощи электродвигателей 8, 9, 14 и 15.
В агрегате по фиг. 3 и 4 необходимо, кроме того, и синхронное вращение пар барабанов 37-38, 22-23, 18-19 и 12-13, что достигается при замыкании валов 43 и 44 фрикционными муфтами 51, через зубчатые колеса 47-50 с общим, передаточным отнощением, равным единице, т. е. дифференциальная передача пар барабанов превращается в простую зубчатую. .Синхронизация вращения барабанов 6 и 7 при прохождении участка полосы со сварным швом через агрегат достигается аналогично синхронизации вращения барабанов 22, 23 и 18, 19 по фиг. 1 и 2. После выхода сварного шва из агрегата скорость и натяжение полосы быстро восстанавливаются до рабочих, при этом простая зубчатая передача барабанов превращается в дифференциальную.
В агрегате по фиг. 3 и 4 барабаны 6 и 7 натяжной тормозной станции 5 также предназначены для создания заднего натяжения на участке дрессировки. Двигатель 52 рабо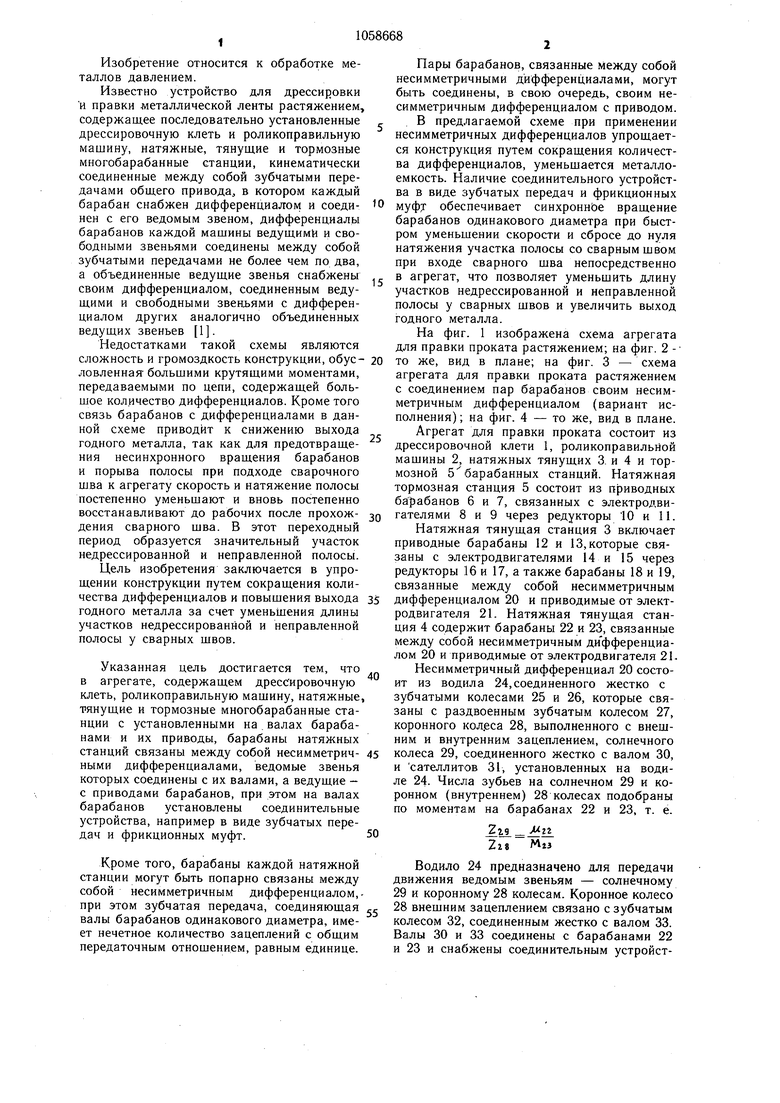
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для правки проката растяжением | 1990 |
|
SU1782688A1 |
| Машина для правки проката растяжением | 1985 |
|
SU1292866A1 |
| АГРЕГАТ ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ РАСТЯЖЕНИЕМ | 1973 |
|
SU405622A1 |
| КОРОБКА ПЕРЕДАЧ | 1992 |
|
RU2068516C1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ПРАВКИ ПОЛОС | 1973 |
|
SU396143A1 |
| СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ОРЕБРЕННЫХ ТРУБ ВЫСОКОЧАСТОТНОЙ СВАРКОЙ | 1995 |
|
RU2067922C1 |
| ДИФФЕРЕНЦИАЛЬНЫЙ МЕХАНИЗМ ДЛЯ ПРИВОДА КОЛЕС ИЛИ МОСТОВ ТРАНСПОРТНОГО СРЕДСТВА | 2012 |
|
RU2520224C1 |
| АКТИВНАЯ ТРАНСМИССИЯ, КОРОБКА ПРЯМОГО ВКЛЮЧЕНИЯ (МЕХАНИЧЕСКАЯ), КОРОБКА СКОРОСТЕЙ С ПЛАНЕТАРНЫМ ФРИКЦИОНОМ И НЕЗАВИСИМОЙ ЗАДНЕЙ ПЕРЕДАЧЕЙ, РАЗДАТОЧНАЯ КОРОБКА С МЕХАНИЗМОМ РАСПРЕДЕЛЕНИЯ КРУТЯЩЕГО МОМЕНТА ОСЯМИ (КОЛЕСАМИ) | 2004 |
|
RU2292270C2 |
| Устройство для непрерывной правки полос | 1972 |
|
SU459285A1 |
| ДВУХСКОРОСТНОЙ МЕХАНИЗМ ПРИВОДА ЗАДНЕГО ВАЛА ОТБОРА МОЩНОСТИ УНИВЕРСАЛЬНО-ПРОПАШНОГО ТРАКТОРА | 1991 |
|
RU2025306C1 |
1. АГРЕГАТ ДЛЯ ПРАВКИ ПРОКАТА РАСТЯЖЕНИЕМ, содержащий дрессировочную клеть, роликоправильную машину, натяжные, тянуш,ие и тормозные многобарабанные станции с установленными на валах барабанами и их приводы, отличающийся тем,что, с целью упрощения конструкции и повышения выхода годного проката, барабаны натяжных станций связаны между собой несимметричными дифференциалами, ведомые звенья которых соединены с их валами, а ведущие - с приводами барабанов, при этом на валах барабанов установлены соединительные устройства, например, в виде зубчатых передач и фрикционных муфт. 2.Агрегат по п. 1, отличающийся тем, что барабаны каждой натяжной станции попарно связаны между собой несимметричным дифференциалом, а валы барабанов одинакового диаметра соединены между собой зубчатой передачей с нечетным количеством зацеплений с общим передаточным отношением, равным единице. 3.Агрегат по пп. 1, 2, отличающийся д тем, что каждая пара барабанов, связанных Ш между собой несимметричным дифференциа(Л лом, соединены, в свою очередь, через дополнительный несимметричный дифферрнциал с приводом. ; /J J Гв W СП 00 О5 05 00 гг 4 23 .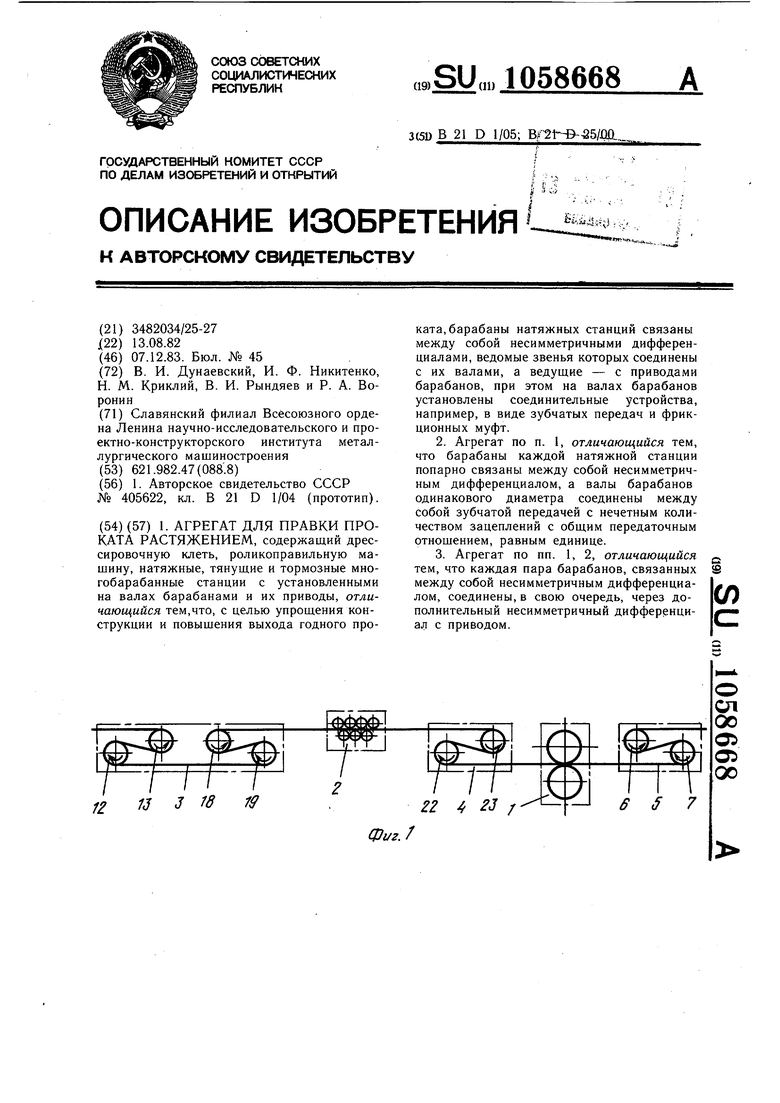
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АГРЕГАТ ДЛЯ ПРАВКИ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ РАСТЯЖЕНИЕМ | 0 |
|
SU405622A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
