(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ПРАВКИ ПОЛОС РАСТЯЖЕНИЕМ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ правки листового материала | 1975 |
|
SU638400A1 |
| Установка для правки полос | 1975 |
|
SU596325A1 |
| УСТРОЙСТВО для НЕПРЕРЫВНОЙ ПРАВКИ ПОЛОС | 1973 |
|
SU396143A1 |
| Устройство для натяжения и дрессировки полосы | 1985 |
|
SU1405916A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ ТРУБ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2006310C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭКСПЛУАТАЦИИ УСТРОЙСТВА РАСТЯЖЕНИЯ ПЛАСТИН | 2008 |
|
RU2379146C2 |
| ГОРЯЧЕОЦИНКОВАННАЯ АЛЮМИНИЗИРОВАННАЯ СТАЛЬНАЯ ПОЛОСА С ПОЛИМЕРНЫМ ПОКРЫТИЕМ, ПРЕДЕЛОМ ТЕКУЧЕСТИ НЕ МЕНЕЕ 600 МПа И ВЫСОКОЙ ВЕЛИЧИНОЙ ОТНОСИТЕЛЬНОГО УДЛИНЕНИЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2739568C2 |
| Стан для производства электросварных труб | 1988 |
|
SU1622052A1 |
| УСТРОЙСТВО ДЛЯ ПРАВКИ ШИРОКИХ ГОРЯЧЕКАТАНЫХ ПОЛОС И СПОСОБ ИХ ПРАВКИ | 2008 |
|
RU2390396C1 |
| Способ изготовления сварных труб и агрегат для его осуществления | 1989 |
|
SU1648585A1 |

I
Изобретение относится к обработке металлов давлением и, в частности, к правильному оборудованию для листового проката.
Известно устройство для непрерывной правки полос растяжением, содержащее два натяжных ролика и привод их вращения.
Однако известное устройство не обеспечивает плавного изменения удлинения полосы в зоне правки.
Предлагаемое устройство устраняет отмеченный недостаток тем, что один из натяжных роликов выполнен с регулируемым диаметром.
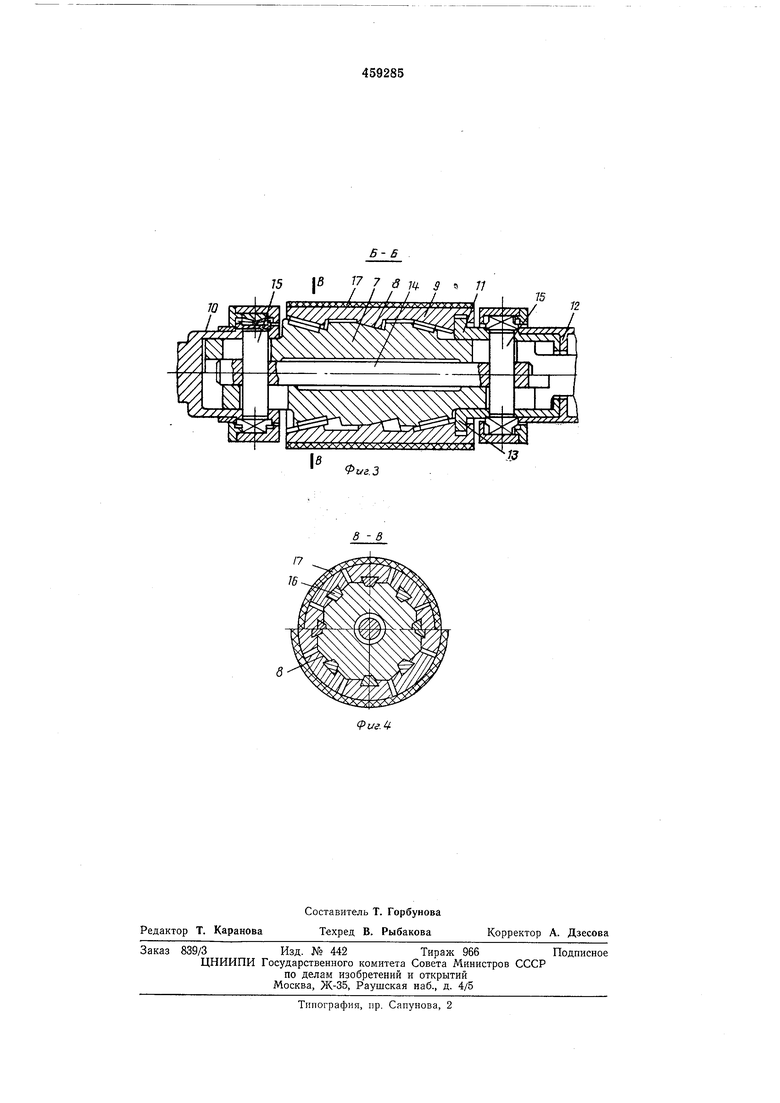
На фиг. 1 схематически изображено описываемое устройство, вид спереди; на фиг. 2 - разрез по А-А; на фиг. 3 - разрез по Б-Б на фиг. 1; на фиг. 4 - разрез по В-В на фиг. 3.
Устройство смонтировано на станине 1 и включает в себя дрессировочный валок 2 и натяжные ролики: тормозной 3 и тянущий 4. Валок 2 - неприводной, а ролики 3 и 4 связаны жесткой зубчатой передачей - щестеренчатой клетью 5, имеющей привод вращения 6.
Ролик 4 выполнен с регулируемым диаметром, например, в виде разжимного пирамидального барабана. Для этого на валу 7
ролика 4 выполнены скосы 8. На эти скосы опираются раздвижные сегменты 9.
Вал 7 перемещается в осевом направлении во втулках 10 и 11 подщипниковых узлов ролика с помощью гидроцилиндра 12. Сегменты 9 от осевого перемещения удерживаются кольцевым упором 13 на втулке И. Втулки 10 и 11 связаны между собой щтоком 14 и клиньями 15. Передача крутящего момента осуществляется с помощью клиньев 15 и щпонок 16 на плоскостях соединения сегментов 9 с валом 7.
На сегменты 9, с целью исключения повреждения поверхности полосы, надето кольцо 17 из упругого материала, например полиуретана.
Устройство работает следующим образом. Полоса 18 под некоторым входным натяжением, создаваемым, например, тормозной
группой роликов (на чертеже не показана), поступает в зону обжатия между валиком 2 и роликом 3. Величина входного (заднего) натяжения выбирается из условия обеспечения необходимого обжатия и дальнейщего продвижения полосы синхронно (без проскальзывания) на ролике 3, являющемся одновременно окончательной ступенью создания усилий в полосе перед правкой ее в зоне Г нластической деформации правки (см. фиг. 1). В этой зоне правка полосы осуществляется со строго контролируемым удлинением
Р - ,
иг
где D -удлинение, %,
V4 - скорость полосы на ролике 4, м/сек, УЗ - скорость полосы на ролике 3, м/сек, но:
V4 (04 R4, Vs СОз Кз.
Здесь 034 и СОз - соответственно, угловые скорости ролика 4 и ролика 3, 1 м/сек;
0)4 и СОз - const,
Н4 и Кз- соответственно, радиусы ролика 4 и ролика 3,
Кз - cosnt,
R4 - величина неременная. Изменением величины этого радиуса осуществляется заданное удлинение полосы. Для этого цилиндр 12 снабжен автоматической системой слежения за удлинением полосы.
На выходе из ролика 4 полоса имеет выходное натяжение, создаваемое, например, тянущей роликовой станцией (-на чертеже не показана).
Предмет изобретения
Устройство для непрерывной правки полос растяжением, содержащее два натяжных ролика и привод их вращения, отличающеес я тем, что, с целью плавного изменения удлинения полосы в зоне правки, один из натяжных роликов выполнен с регулируемым диаметром.
75 |5 / 7 3 п 3 77
././.././ .../.. ,
75
72
.З
