Изобретение относится к центробежн му литью и может быть использовано для центробежной отливки стальных труб. . Известен способ отливки l для получения необходимой толщины стенки трубы по ее длине, который требу определенного соотношения между ско ростью заливки и скоростью перемещения изложницы. Это соотношение уста навливают практически для каждого р мера трубы и выражается формулой rt ± mL, где g - массовая скорость заливки, С 7 продолжительность заливки,с уп - масса одного метра трубки L. - длина трубы, м. Недостатком данного способа отли ки труб является то, что нри постоя ной массовой скорости едина металла из секторного ковша фактическая ско рость заливки металла в изложницу является величиной переменной, а это при постоянной скорости продоль ного движения изложницы вызывает пр дольную разностенность трубы. Кроме того, колебания расхода металла, вы ванные сложностью регулирования-скорости заливки металла при заливке через сторор, также приводят к.обра зованию продольной разностенности труб. Наиболее близким к изобретению по технической сущности и доетигаемому результату является способ . управления центробежной машиной для отливки труб,согласно которому используя фотоэлементы, нацеленные на начало и конец желоба, измеряют время протекания жидкого металла по желобу и в соответствии с измеренной величиной времени устанавливают с помощью регуляторов время заполнения раструба, скорость перемещения изложницы, скорость вращения изложницы и длину участка торможения что позволяет согласовывать жидкотекучесть. металла со скоростью формо--г образования трубы и ликвидировать ее продольную разностенность Недостатком данного .способа является то, чтр работа фотоэлемнтов возможна только в начальный период заливки трубы, поскольку фиксируется момент начала поступления металла в желоб и момент слива металла из него. Поскольку заливка идет непрерывно и изложница движется относительно желоба, то конец желоба через некоторое время оказыва ется вне поля зрения фотоэлемента . В этом случае система оказывается неработоспособной. Кроме того, снижение В процессе отливки точности показаний фотоэлемнтов, вызванное влиянием таких фактрров, как запыленность, задымленность изложницы, лучеиспускание отлитого металла, ведет к неверному определению скорости перемещения изложницы, что вызывает брак по продольной разностенности труб и увеличивает время общего цикла отливки. Целью изобретения является уменьшение брака по продольной разностенности трубы и сокращение времени ее отливки при заданной толщине стенки трубы. Пос-.савленная цель дости1ается тем, что согласно способу управления отливкой трубы на центробежной машине, включающему изменение скорое-, ти перемещения заливочного желоба относительно изложницы, дополнительно измеряют, массу металла в изложнице, определяют производную от массы металла в изложнице по времени и пропорционально определенной производной изменяют скорость перемещения заливочного желоба. На чертеже представлена схема, поясняющая способ управления. Разливочный ковш 1 находится над заливочным желобом 2, введенным во вращающуюся изложницу 3, размещенную на опорных роликах 4, под которыми установлены тензодатчики 5. Сигнал с тензодатчиков 5 поступает на вход сумматора 6, который определяет общий вес заливаемого металла. Затем сигнал поступает на блок 7 дифференциров.ания, а с последнего на измери-, тельный прибор 8. Йриводной двигатель 9 предназначен для изменения скорости движения заливочного желоба 2 . Скорость перемещения заливочного желоба 2 определяется по следующей формуле: dm массовый расход металла в изложницу(изменение массы металла в изложнице по времени) , кг/с; скорость перемещения желобе, м/с; коэффициент пропорционально-, сти. Коэффициент определяется по формуР.ет-5„р ,j гдерм г - плотность металла, 6 тр - площадь поперечного сечения трубы, мЧ Управление процессом Ътливки стаьных труб диаметром 300 м и толщиной 50 мм в центробежной гиашине производится следующим образом. Спецсталь с температурой разливочном ковше 1 емкостью 10 т. устанавливают над заливочным желобом 2 центробежной машины.При скорости вра имения изложницы 700 об/мин металл пода ют со скоростью заливки 20 кг/с.В момен начала движения желоба устанавливают скорость 0,073 м/с. Далее в процессе всего периода заливки взвешивгиот изложницу с металлом и определяют производную от массы металла по времени, т.е. массовую скорость заливки в данный момент времени. Для данной трубы устанавливгиот коэффициент пропорциональности равный 0,00364 м/кг, определенный по формуле (3) . В период заливки :массовая скорость заливки меняется от 20 до 17 кг/с, что ведет к изменению оператором скорости движения заливочного желоба от 0,073 до .0,062 м/с,.которая определяется в соответствии с формулой (2).По достижения массы отливки в 2 т прекращают слив металла и продол жают вращать изложницу со скоростью ,450 об/мин до конца кристаллизации трубы. Время заливки составляет 1,5 мин, а разность толщины стенки по длине трубы 3,5 мм. Таким образом, использование предлагаемого способа позволяет уменьшить брак по продольной разно:стенности. труб на 0,2% и сократить цикл отливки трубы на 3% по сравнению с прототипом. Экономическая эффективность от рнедрения изобретения составляет 40 тыс. руб. в год, за счет уменьшения брака на 80 тыс. руб. в год/ за счет сокращения цикла отливки на 3%: Суммарная экономическая эффективность составляет 120 тыс. руб. в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Центробежная машина для отливки длинномерных тел вращения | 1979 |
|
SU869948A1 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ТОЛСТОСТЕННЫХ СТАЛЬНЫХ ЗАГОТОВОК | 2009 |
|
RU2391181C1 |
| Способ управления отливкой труб на центробежной машине | 1985 |
|
SU1304980A1 |
| Способ производства центробежнолитых тонкостенных труб-заготовок размером 288х12х5500 мм из стали с содержанием бора от 1,3 до 1,8 % для изготовления шестигранных труб-заготовок размером "под ключ" 257+1,5/-1,0х6±1,0х4300+80/-20 мм и стеллажей для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива | 2024 |
|
RU2831234C1 |
| Способ производства центробежнолитых тонкостенных труб-заготовок размером 288х12х5500 мм из стали с содержанием бора от 2,01 до 3,5 % для изготовления шестигранных труб-заготовок размером "под ключ" 257+1,5/-1,0х6±1,0х4300+80/-20 мм и стеллажей для уплотненного хранения в бассейнах выдержки АЭС и транспортировки отработанного ядерного топлива | 2024 |
|
RU2831245C1 |
| Способ управления процессом дегазации жидкой стали в струе | 1984 |
|
SU1154344A1 |
| Способ управления дегазацией жидкой стали | 1983 |
|
SU1122710A1 |
| Вакуумируемая машина для центробежного литья | 1981 |
|
SU975194A1 |
СПОСОБ УПРАВЛЕНИЯ ОТЛИВКОЙ ТРУБЫ НА ЦЕНТРОБЕЖНОЙ МАШИНЕ, включающий изменение скбрости перемещения заливочного желоба относительно изложницы, отличающийся тем, что, с целью уменьшения брака по продольной разностенности трубы и сокращения времени ее отливки при заданной толщине стенки трубы, дополнительно измеряют массу металла в изложнице,определяют производную от массы металла в изложнице по времени и пропорционально определенной произ- водной изменяют скорость переметцения ;заливочного желоба. сл т I v е Jx. ff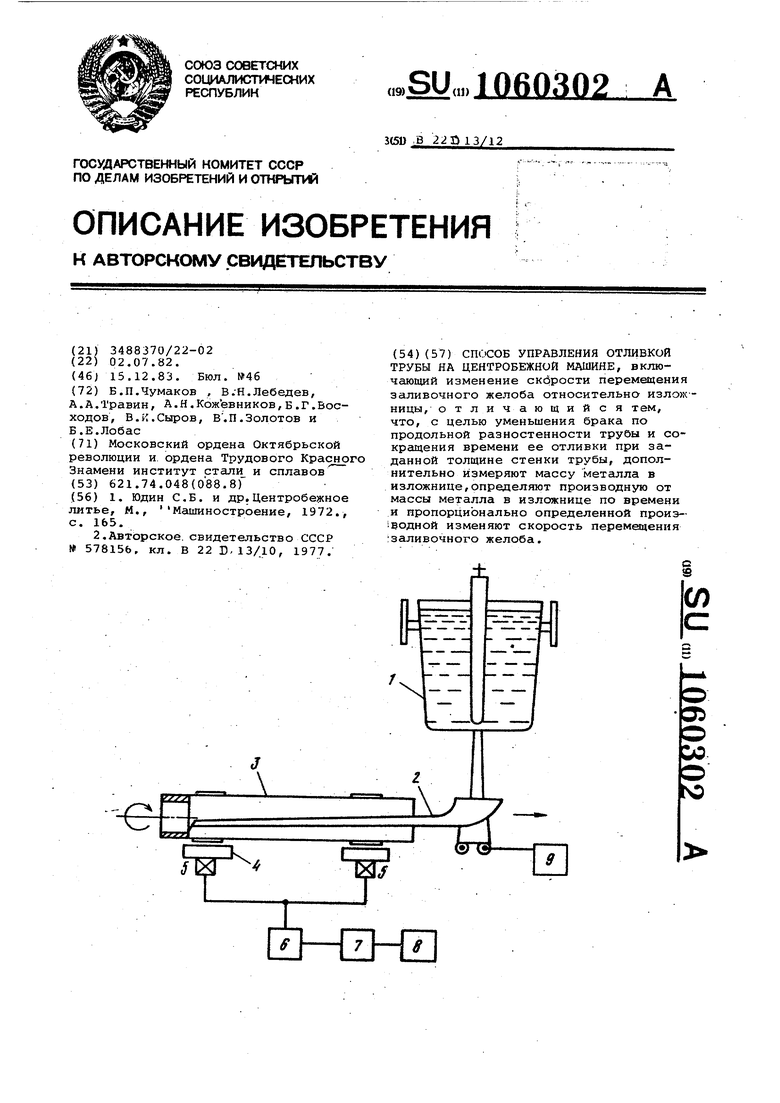
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Юдин С.Б | |||
| и др.Центробежное литье, М., Машиностроение, 1972., с | |||
| Устройство для отыскания металлических предметов | 1920 |
|
SU165A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
