(54) ЦЕНТРОБЕЖНАЯ МАШИНА ДЛЯ ОТЛИВКИ ДЛИННОМЕРНЫХ
ТЕЛ ВРАЩЕНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Поточная линия производства литых трубных заготовок центробежным способом | 1981 |
|
SU984653A1 |
| Способ управления отливкой трубы на центробежной машине | 1982 |
|
SU1060302A1 |
| Заливочное устройство для центробежных машин | 1984 |
|
SU1227324A1 |
| Заливочное устройство для центробежнолитейных машин | 1980 |
|
SU865506A1 |
| Заливочное устройство центробежнолитейной машины | 1980 |
|
SU1012789A3 |
| Способ центробежного литья двухслойных валков | 1980 |
|
SU908497A1 |
| Способ центробежного литья и установка для его осуществления | 1982 |
|
SU1061920A1 |
| Заливочное устройство | 1980 |
|
SU900955A1 |
| СПОСОБ ЦЕНТРОБЕЖНОЙ ОТЛИВКИ ДЛИННОМЕРНЫХ ТОНКОСТЕННЫХ СТАЛЬНЫХ ТРУБ | 2009 |
|
RU2388575C1 |
| Вакуумируемая машина для центробежного литья | 1981 |
|
SU975194A1 |
1
Изобретение относится к оборудованию для литейного производства. Область его использования - получение центробежным способом отливок длинных тел вращения, преимущественно труб и трубных заготовок, в формах с горизонтальной осью вращения.
Известна центробежная маиина конструкции ЦКБ НИИЛИТМАШ, которая предназначена для отливки труб. Машина содержит станину, пo.Iiвижный корпус, в котором находится изложница с ее приводом, неподвижный заливочный желоб и разливочный ковш. Ось центробежной машины наклонена к горизонту под углом 4°. Заливка металла в изложницу производится при стационарном положении заливочного желоба и перемещении изложницы вместе с корпусом. Скорость движения корпуса согласована со скоростью заливки по времени 1.
Однако, в данной конструкции центробежной машины трудно согласовать скорость движения корпуса со скоростью заливки, что приводит к браку отливок. Причем перемещение корпуса с изложницей требует сложных механизмов и усложняет конструкцию. Наклон оси центробежной машины и горизонтсшьной поверхности «эжeт привести к разностенности отливок, что также увеличивает брак. Пооперационная заливка жидкого металла в разливочный ковш, заливка из разливочного ковша жидкого металла в згшивочный желоб, движение корпуса с изложницей во время заливки увеличивает процесс получения отливки, что приводит к
10 уменьшению производительности центробежной машины.
Наиболее близкой из известнь1х является центЕЮбежная машина с подвижным желобом, которая предназначена
15 для отливки труб. Машина содержит
станину, охлаждаемую изложницу,привод изложницы,заливочный желоб и заливочную воронку. Заливочный желоб, служащий для заливки жидкого метал20ла по длине изложницы, представляет собой двухслойную трубу, длина которой равна длине детали. Внутренняя поверхность желоба покрыта слоем огнеупорной футеровки. Конец желоба,
25 выходящий из изложницы, соединяется с подвижной кареткой, передвигающейся с помощью ходового винта по двум направляющим. Заливочная воронка служит для передачи жидкого металла30 из разливочного ковша на желоб. Ось
центробежнрй мешины наклонена к го- . ризонту под углом 3°. Заливка металла во.вращающуюся изложницу производится с помощью подвижного заливочного желоба и заливочной воронки. Причем заливочный желоб вытягивается из изложницы с помощью ходового винта в процессе заливки металла 1,2.
Однако при отливке длинных тел вращения в данной конструкции центробежной машины трудно добиться заданной толщины отливки, которая от скорости заливки металла и от скорости вытягивания заливочного желоба. Наклон оси центробежной меиаины к горизонту может привести к разностенности отливки. Это приводит к увеличению брака отливок. Равномерное вытягивание-заливочного желоба требует сложного механизма вытягивания и в то же время увеличивается цикл получения отливки,что приводит к уменьшению производительности машины. Причем при данной конструкции заливочного устройства затруднено точное дозирование жидкого металла, что может также привести к-браку отливок или перерасходу жидкогб металла.
Целью изобретения является увеличение производительности центробежной машины и обеспечение дозированной и одновременной заливки жидкого металла по всей длине изложницы.
Указанная цель достигается тем, что поворотный желоб снабжен регулируемым противовесом, равным массе заливаемого металла, и упором, а ось поворота желоба расположена асимметрично относительно продольной оси желоба.
Такое выполнение подвижного заливочного желоба центробежной машины позволяет обеспечить одновременную заливку жидкого металла по всей длине вращающейся изложницы, точную дозировку жидкого металла, сокращение цикла получения отливки, а значит и увеличение производительности машины. В то же время, при данной конструкции заливочного желоба не требуется наклона оси центробежной машины к горизонту. Одновременная заливки жидкого металла по всей длине изложницы,точная дозировка и горизонтальное расположение оси центробежной машины уменьшает брак отливок и сокращает перерасход жидкого4металла.
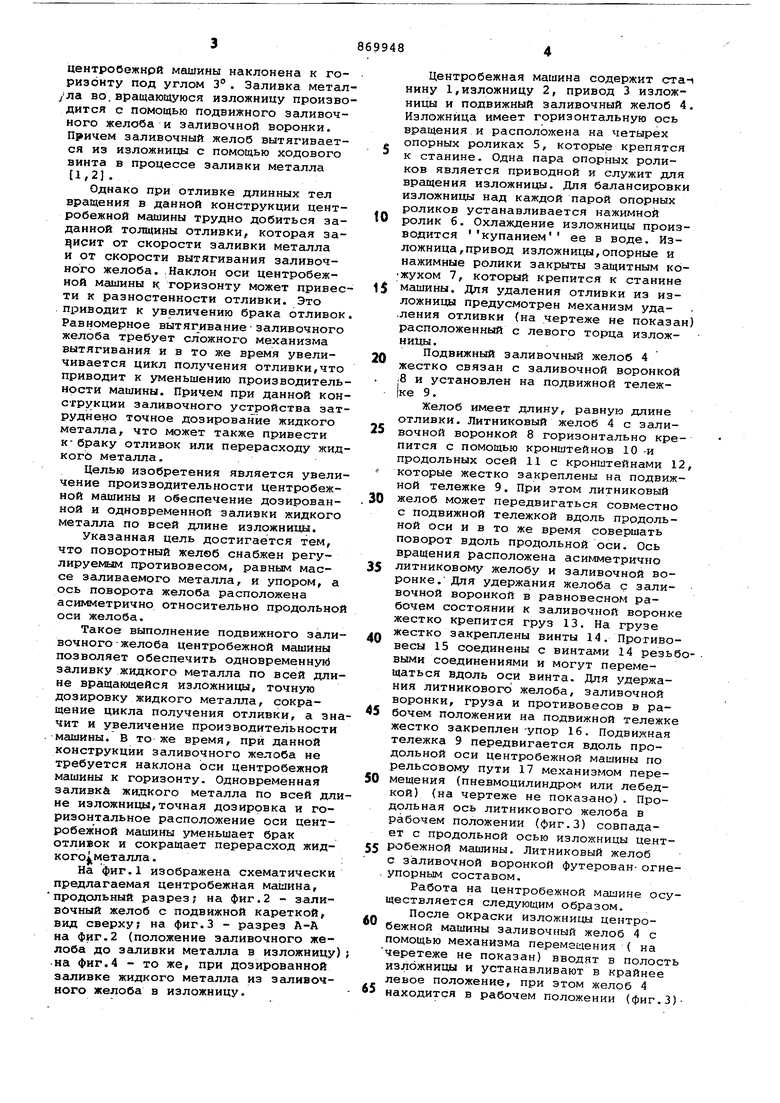
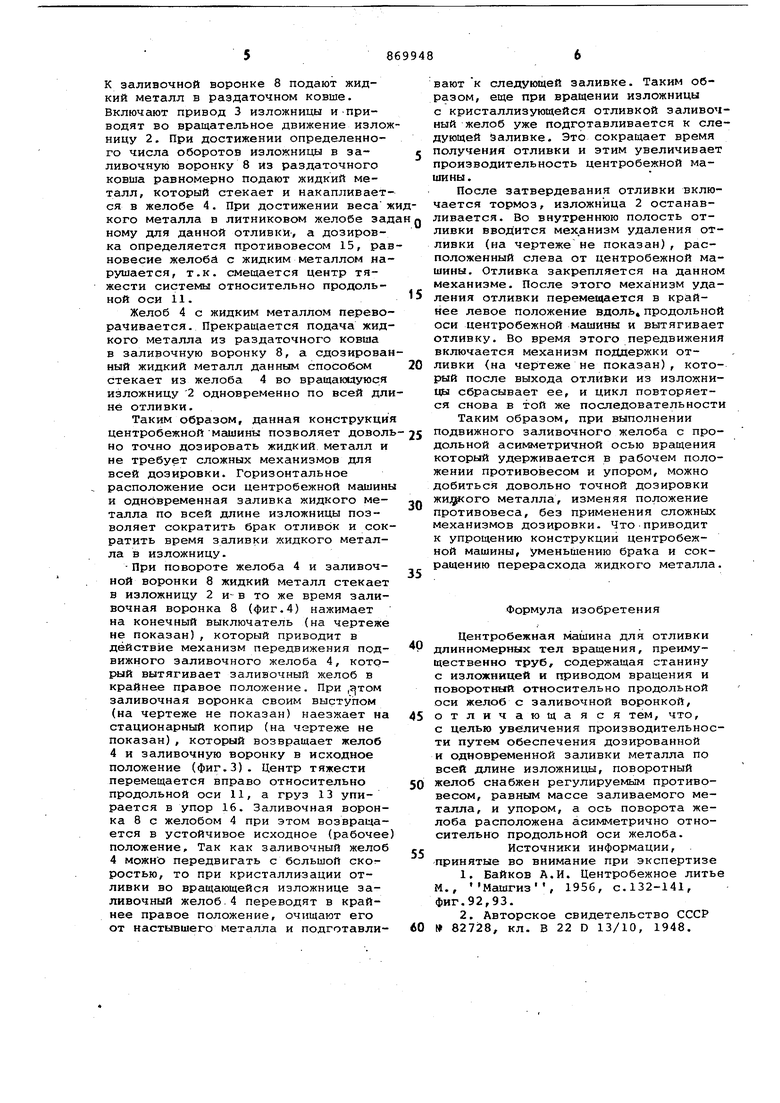
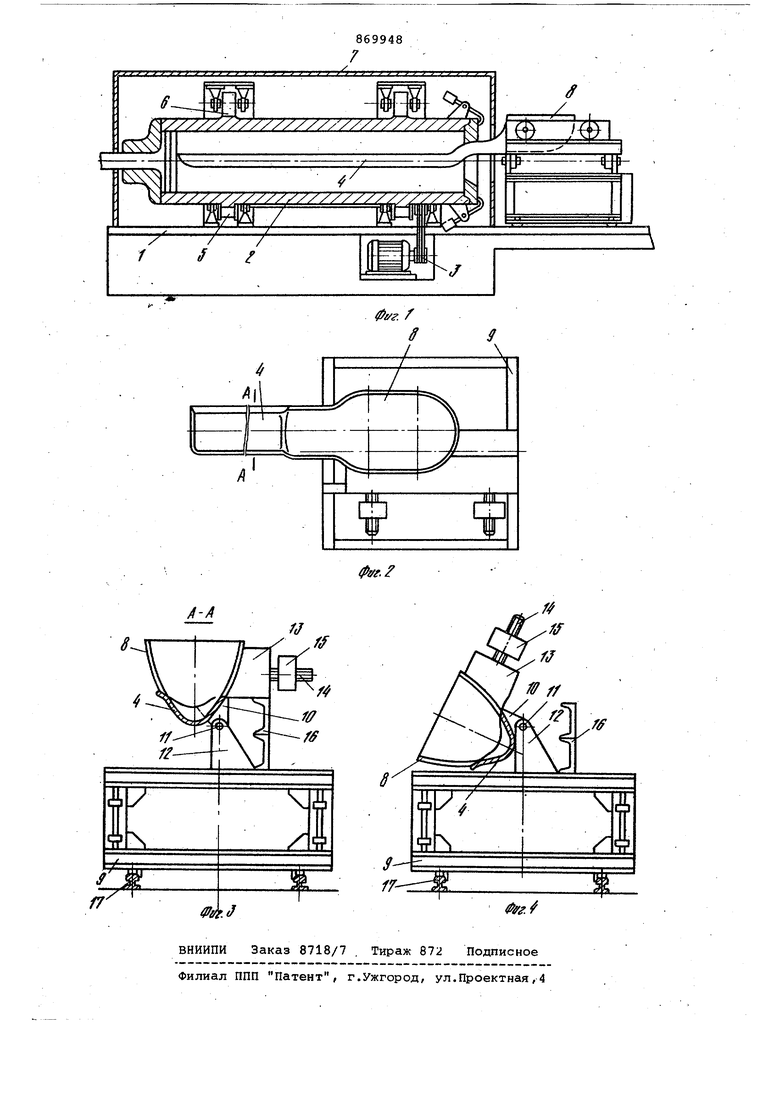
На фиг.1 изображена схематически предлагаемая центробежная машина, продольный разрез; на фиг.2 - заливочный жалоб с подвижной кареткой, вид сверху; на фиг.З - разрез А-А на фиг.2 (положение заливочного желоба до заливки металла в изложницу); на фиг.4 - то же, при дозированной заливке жидкого металла из заливочного желоба в изложницу.
Центробежная машина содержит crrai НИНУ 1,изложницу 2, привод 3 изложницы и ПОДВИЖНЫЙ заливочный желоб 4 Изложница имеет горизонтальную ось вращения и расположена на четырех опорных роликах 5, которые крепятся к станине. Одна пара опорных роликов является приводной и служит для вращения изложницы. Для балансировки изложницы над каждой парой опорных роликов устанавливается нажимной ролик 6. Охлаждение изложницы производится купанием ее в воде. Изложница, привод изложницы,опорные и нажимные ролики закрыты защитным кожухом 7, который крепится к станине машины. Для удаления отливки из изложницы предусмотрен механизм уда.ления отливки (на чертеже не показан расположенный с левого торца изложницы.
Подвижный заливочный желоб 4 жестко связан с заливочной воронкой :8 и установлен на подвижной тележ ке 9.
Желоб имеет длину, равную длине отливки. Литниковый желоб 4 с заливочной воронкой 8 горизонтально крепится с помощью кронштейнов 10 -и продольных осей 11 с кронштейнами 12 которые жестко закреплены на подвижной тележке 9. При этом литниковый желоб может передвигаться совместно с подвижной тележкой вдоль продольной оси и в то же время совершать поворот вдоль продольной оси. Ось вращения расположена асшлметрично литниковому желобу и заливочной воронке.Для удержания желоба с заливочной воронкой в равновесном рабочем состоянии к заливочной воронке жестко крепится груз 13. На грузе жестко закреплены винты 14. Противовесы 15 соединены с винтами 14 резьбвыми соединениями и могут перемещаться вдоль оси винта. Для удержания литникового желоба, заливочной воронки, груза и противовесов в рабочем положении на подвижной тележке жестко закреплен -упор 16. Подвижная тележка 9 передвигается вдоль продольной оси центробежной машины по рельсовому пути 17 механизмом перемещения (пневмоцилиндром или лебедкой) (на чертеже не показано). Продольная ось литникового желоба в рабочем положении (фиг.З) совпадает с продольной осью изложницы центробежной машины. Литниковый желоб с заливочной воронкой футерован-огнеупорным составом.
Работа на центробежной машине осуществляется следующим образом.
После окраски изложницы центробежной машины заливочный желоб 4 с помощью механизма перемещения ( на черетеже не показан) вводят в полост изложницы и устанавливают в крайнее левое положение, при этом желоб 4 находится в рабочем положении (фнг.ЗК заливочной воронке 8 подают жидкий металл в раздаточном ковше. Включают привод 3 изложницы и-приводят во вращательное движение изло ницу 2. При достижении определенного числа оборотов изложницы в заливочную воронку 8 из раздаточного ковша равномерно подают жидкий металл, который стекает и накапливает ся в желобе 4. При достижении веса кого металла в литниковом желобе за ному для данной отливки, а дозировка определяется противовесом 15, ра новесие желоби с жидким металлом на рушается, т.к. смещается центр тяжести системы относительно продольной оси 11. Желоб 4 с жидким металлом перево рачивается. Прекращается подача жид кого металла из раздаточного ковша в заливочную воронку 8, а сдозирова ный жидкий металл данным способом стекает из желоба 4 во вращаюцуюся изложницу 2 одновременно по всей дл не отливки. Таким образом, данная конструкци центробежной машины позволяет довол но точно дозировать жидкий металл и не требует сложных механизмов для всей дозировки. Горизонтальное расположение оси центробежной мгииин и одновременная заливка жидкого металла по всей длине изложницы позволяет сократить брак отливок и сок ратить время заливки жидкого металла в изложницу. При повороте желоба 4 и заливочной воронки 8 жидкий металл стекает в изложницу 2 и- в то же время заливочная воронка 8 (фиг.4) нажимает на конечный выключатель (на чертеже не показан), который приводит в действие механизм передвижения подвижного заливочного желоба 4, который вытягивает заливочный желоб в крайнее правое положение. При ,этом заливочная воронка своим выступом (на чертеже не показан) наезжает на стационарный копир (на чертеже не показан), который возвращает желоб 4 и заливочную воронку в исходное положение (фиг.З). Центр тяжести перемещается вправо относительно продольной оси 11, а груз 13 упирается в упор 16. Заливочная воронка 8 с желобом 4 при этом возвращается в устойчивое исходное (рабочее положение. Так как заливочный желоб 4 можно передвигать с большой ско ростью, то при кристаллизации отливки во вращающейся изложнице заливочный желоб.4 переводят в крайнее правое положение, очищают его от настывшего металла и подготавливают к следующей заливке. Таким образом, еще при вращении изложницы с кристаллизующейся отливкой заливочный желоб уже подготавливается к следующей заливке. Это сокращает время получения отливки и этим увеличивает производительность центробежной машины. После затвердевания отливки включается тормоз, изложница 2 останавливается. Во внутреннюю полость отливки вводится мех.анизм удаления отливки (на чертеже не показан), расположенный слева от центробежной машины. Отливка закрепляется на данном механизме. После этого механизм удаления отливки перемещается в крайнее левое положение вдоль, продольной оси центробежной машины и вытягивает отливку. Во время этого передвижения включается механизм поддержки отливки {на чертеже не показан), который после выхода отлийки из изложницы сбрасывает ее, и цикл повторяется снова в той же последовательности Таким образом, при выполнении подвижного заливочного желоба с продольной асимметричной осью вращения который удерживается в рабочем положении противовесом и упором, можно добиться довольно точной дозировки металла, изменяя положение противовеса, без применения сложных механизмов дозировки. Что приводит к упрощению конструкции центробежной машины, уменьшению брака и сокращению перерасхода жидкого металла. Формула изобретения Центробежная машина для отливки длинномерных тел вращения, преимущественно труб, содержащая станину с изложницей и приводом вращения и поворотный относительно продольной оси желоб с заливочной воронкой, отличающаяся тем, что, с целью увеличения производительности путем обеспечения дозированной и одновременной заливки металла по всей длине изложницы, поворотный желоб снабжен регулируемым противовесом, равным массе заливаемого металла, и упором, а ось поворота желоба расположена асимметрично относительно продольной оси желоба. Источники информации, -принятые во внимание при экспертизе 1.Байков А.И. Центробежное литье М., Машгиз, 1956, с. 132-141, фиг.92,93. 2.Авторское свидетельство СССР 82728, кл. в 22 D 13/10, 1948.
