Изобретение относится к металлообработке и может быть использовано преимущественно при чистовой обработ ке отверстий резанием. Наиболее близкой к изобретению является расточная оправка, содержащая установленные эксцентрично корпус и державку с резцом, соединенные между собой винтами с конической головкой, размещенными в радиальных отверстиях одной из соединяемых деталей с возможностью взаимодействия с конической поверхностью, выполненной на хвостовике другой из соединяемых деталей. В оправке винты установлены в противоположных стенках корпуса, а коническая поверхность выполнена в державке наклонно к ее оси 1 . Недостатками известной оправки являются то, что при зажиме державки с резцом в корпусе необходимо манипулировать последовательно двумя винтами, что приводит к увеличению времени регулировки положения резца и, соответственно, к снижению производительности. Кроме того, усилия, развиваемые винтами при зажиме державки, направлены в противоположные стороны, вследствие чего не обес печивается равномерное распределени усилия поджима державки к корпусу. Цель изобретения - повышение производительности путем сокращения вр мени регулировки положения резца и ;Обеспечение равномерного распределения усилий поджима державки к корпусу. . Поставленная цель достигается тем что оправка, содержащая установленныё эксцентрично корпус и державку с резцом, соеди11енные между собой винтами с конической головкой, разме щенными в радиальных отверстиях одной из соединяемых деталей с возможностью взаимодействия с конической поверхностью, выполненной на хвостовике другой из соединяемых деталей, снабжена втулкой, рабочий торец кото рой выполнен коническим, установленной на хвостовике с радиальным зазором, а винты расположены под углом 120«. На фиг. 1 изображен один из вариантов выполнения оправки, при котором хвостовик державки с резцом размещен в корпусеJ на фиг. 2 - разрез А-А на фиг. 1. Оправка содержит корпус 1 и державку 2 с расточным резцом 3. Хвосто вик 4 державки 2 выполнен составным и имеет центрирующий поясок 5 и упор ный штырь 6. Державка центрируется ПОЯСКОМ 5 в продольном отверстии корпуса 1 и упирается в его торец 7. Э радиальных отверстиях корпуса 1 установлены под углом 120три винта 8, конические головки 9 которых предназначены для взаимодействия с коническим рабочим торцом втулки 10, установленной на упорном штыре б хвостовика 4- с радиальным зазором. Каждый винт 8 снабжен буртом 11, служащим для ограничения радиального перемещения винта в корпусе оправки. Продольное отверстие в корпусе 1 под хвостовик 4 державки 2 выполнено с эксцентриситетом е относительно оси-вращения оправки. Державка закрепляется в корпусе оправки следующим образом.. Поворотом державки 2 отнЬсительно корпуса 1 производится точная установка резца На заданный радиальный размер. При этом по крайней мере один из винтов 8 отпущен. Затем производится затяжка одного из трех винтов 8, в процессе которой два других винта служат упорами, через которые усилие затяжки переда.ется державке 2 и прижимает ее к торцу 7 корпуса 1. При этом втулка 10 самоустанавливается .в радиальном направлении по трем коническим головкам 9 винтов 8, благодаря чему обеспечивается равномерное распределение зажимного усилия по торцу 7 корпуса 1. Для обеспечения самоустановки втулки 10 при закреплении державки в корпусе для каждого из трех винтов должно выполняться условие 5 S , где S - зазор между буртом 11 винта 8 и корпусом 1, (5 - зазор между втулкой 10 и штырем 6 хвостовика 4 в плоскости, проходящей через соответствующий винт и ось оправки (фиг. 2).Возможен Вариант выполнения предлагаемой оправки, в котором охватывающим элементом является державка с резцом, а охватываемым - корпус. В этом случае коническая втулка устанавливается на хвостовике корпуса, а винт и упоры - в державке с резцом. Целесообразность выполнения того или иного варианта оправки определяется конкретными условиями обработки. Предлагаемая конструкция оправки обеспечивает сокращение времени при регулировке резца и обладает повышенной жесткостью благодаря равномерному распределению усилия поджима державки к корпусу.
/f
фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка | 1978 |
|
SU776765A1 |
| Оправка | 1974 |
|
SU537760A1 |
| ДЕРЖАТЕЛЬ ИНСТРУМЕНТАЛЬНОЙ ГОЛОВКИ | 1992 |
|
RU2053049C1 |
| МЕХАНИЗМ ФИКСАЦИИ ИНСТРУЛ\ЕНТАЛЬНОЙ ОПРАВКИ С РАДИАЛЬНЫМ СУППОРТОМ В ШПИНДЕЛЕ СТАНКА | 1972 |
|
SU348301A1 |
| Виброустойчивая расточная оправка | 1977 |
|
SU778942A1 |
| Расточная оправка | 1976 |
|
SU776767A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2000 |
|
RU2190078C2 |
| Переносной токарный станок для обработки концов труб | 1989 |
|
SU1710193A1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| ПАТРОН РАСТОЧНОЙ | 2003 |
|
RU2238177C1 |

ОПРАВКА, содержащая устано ленные эксцентрично корпус и держав с резцом, соединенные между собой ;винтами с конической головкой, размещенными в радиальных отверстиях одной,из соединяемых деталей с возможностью взаимодействия с конической поверхностью, выполненной на хвостовике другой из соединяемых деталей, отличающаяся тем, что, с целью повмяения производитель ности за счет сокращения времени регулировки положения резца и обеспечения равномерного распределения усилий поджима державки к корпусу, оправка снабжена втулкой, рабочий торец которой выполнен коническим, установленной на хвос овике с радиальным зазо)ом, а винты расположены под углом 120 .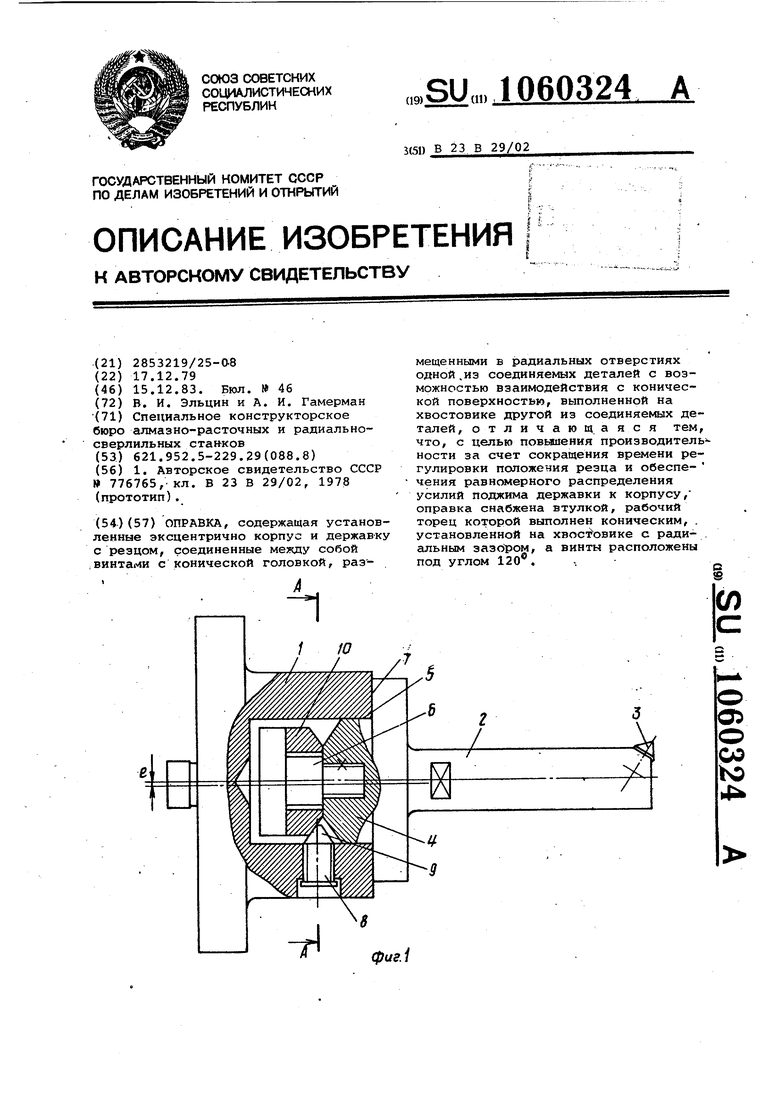
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Расточная оправка | 1978 |
|
SU776765A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
