(54) РАСТОЧНАЯ ОПРАВКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Расточная оправка с подналадкой резца | 1984 |
|
SU1220864A2 |
| Расточная оправка | 1978 |
|
SU732079A2 |
| Расточная оправка | 1980 |
|
SU1007843A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Оправка | 1979 |
|
SU1060324A1 |
| "УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ ВИНТОВЫХ КАНАВОК НА ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ" | 2023 |
|
RU2829986C1 |
| ГОЛОВКА ДЛЯ РАСТОЧКИ КОРПУСНЫХ ОТВЕРСТИЙ, ПРЕДНАЗНАЧЕННАЯ ДЛЯ КРЕПЛЕНИЯ В ШПИНДЕЛЕ ВЕРТИКАЛЬНО-СВЕРЛИЛЬНОГО СТАНКА | 2013 |
|
RU2553758C1 |
| Расточная оправка | 1977 |
|
SU691245A1 |
| РЕЗЕЦ | 1991 |
|
RU2032499C1 |
Изобретение относится к .и металлообработки, а именно ч.истовой обработке отверстий.
Известна ,расточ.ная оправка, .содержащая два смещеняых в осевом направлении друг относительно друга резца, одвн ;из которых установлен :в корпусе 1.
Данная оправка является наибодее близкой к изобретению по технической сущности л достигаемому результату.
Недостатком ее является производительность, так регулировка осевого расстояния между резцами осуществляется за счет пригонки прОКладок.
Целью изобретения является повышение производительности расточной опразки.
Указанная цель достигается за счет того, что оправка снабжена державкой с наклонно расположенным хвостовиком, в этой державке установлен второй резец, а в корпусе выполнено наклонное сквозное отверстие, в котором с возможностью осевого перемещения установлен хвостовик державки, и несквозной продольный паз под держазку.
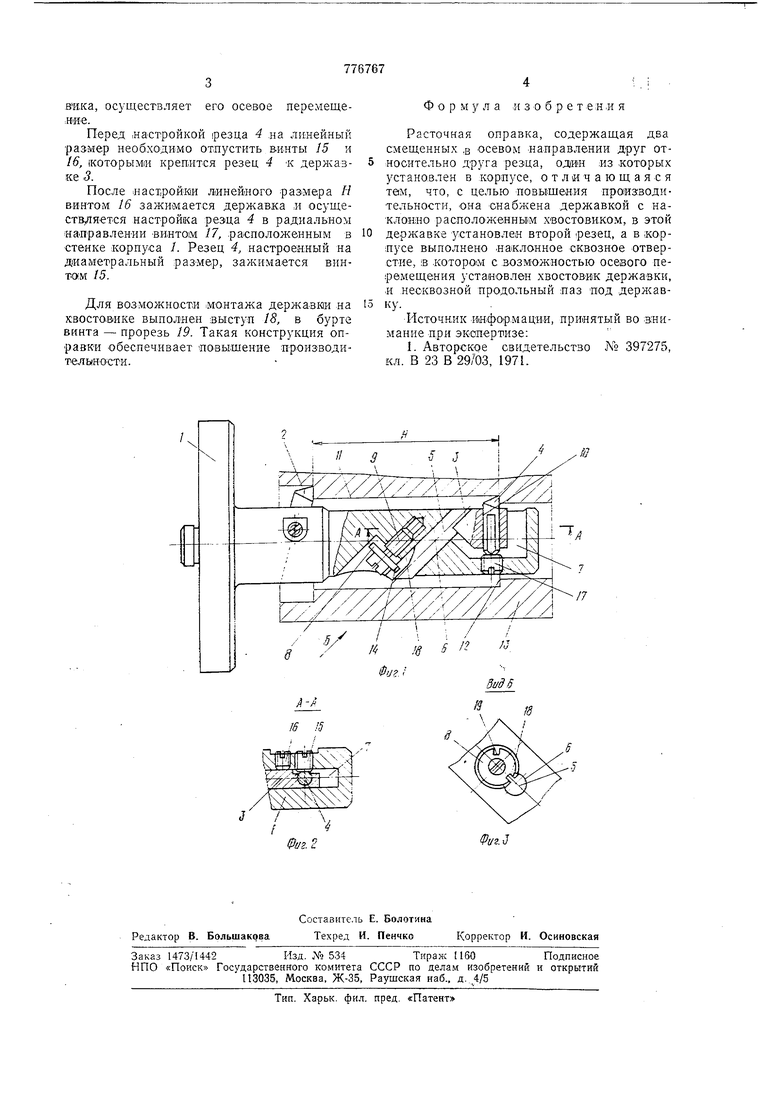
На фиг. 1 изображена расточная оправ«а; на фиг. 2 - разрез А-А фиг. 1; на фиг. 3 - вид фиг. 1. ;
В корпусе / расточной оправки установлен резец 2 и державка 3 с резцом 4, сме щенным относительно резца 2 в осевом направлении на линейный размер Я. Державка 3 вьтолнена с наклонно располол енньш хвостовиком 5, а в корпусе выполнено наклонное сквозное отверстие 6, в котором хвостовик 5 установлен с возможностью осевого перемещения, и несквозной щюдольный паз 7 под державку 3.
10
Хвостовик 5 перемещается под действием бурта 8 регулировочного винта 9, установленного в корпусе /. Резец 4 уста.новлен в поперечном открытом отверстии 0 державки 5.
Резец 4 растачивает отверстие // и под15резает торец J2 в обрабатываемой детали 13.
I
Точная настройка резца 4 на требуемый
20 линейный размер И осуществляется поворотом регулировочного винта 9 но часовой стрелке. Если необходимо увеличить линейный размер Я, хвостовик державки выдвигается вдоль оси наклонного отверстия 6 и
25 против часовой стрелки, а если необходимо уменьшить линейный размер Я, хвостовик утопает в отверстии 6.
Регулировочный винт Я взаимодействуя 30 посредством бурта 8 с прорезью -14 хвосто
