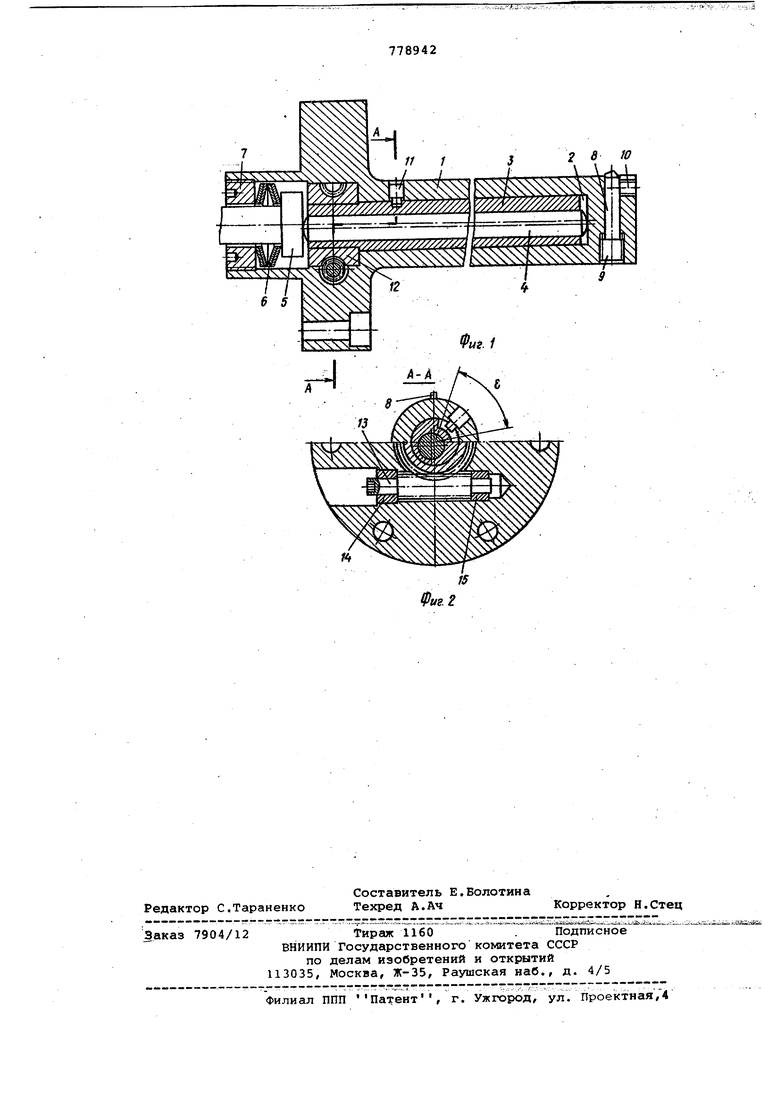
(54) ВИБРОУСТОЙЧИВАЯ РАСТОЧНАЯ . t , , -.. .; Изобретение относится.к металлообработке, а именно чистовой обработке отвег стий. Наиболее близкой к изобретений по технической сущности и достигаемому результату является виброустойчивая расточная оправка, содержащая корпус с продольным отверстием и установленный в нем со смещением относительйо оси оправки стержень, находящийся под воздействием нажимного органа {ij. Недостатком этой оправки является то, что при чистовой обработке на тон ко-расточных станках для компенсации износа резца, требующей периодического вьщвижения его на величину порядка нескольких микрон, используется регулировочный винт.После выдвижения на размер резец необходимо эафиксировать в корпусе оправки. В процессе фиксации вылет резца относительно оси оправки часто нарушается, из-за чего размерную регулировку резца прйхо- дится повторять. Это приводит к сниженикэ точности установки резца и увеличению затрат вспомогательного времени, связанного с размерной регулировкой. В результате снижается точ.нрсть и производительность обработки. ОПРАВКА Цель изобретения - пощдаение точности и производительности обработки. Указайная цель достигае1ся тем, что оправка снабжена эксцентричной , охватыведаяцей стержень и установленной в отверстии корпуса с возможностью йоворота. Благодаря этому обеспечивается возможность вести, тьнкую размерную регулировку резца за счет изменения , угла прво1 ота плоскости, в которой корпус оправки изгибается под воздействием яажкмаоуо органа, относител но плоскости, проходящей через ось оправки и sepmtuy резца. : На фиг. 1 изображена предлагаемая виброустойчиная расточная оправка} йа фиг. 2 - разрез А-А на фиг.1. Оправка крепится своим фланцем к шпинделю расточной головки (на чертеже не показана). В корпусе 1 оправки выполнено глухое центральное отверстие 2, в котором установлена эксцентричная втулка 3. В сквозном эксцентричном отверстии втулки 3 размещен стержень 4, один койец которого контактирует с плоским торцом отверстия 2 в корпусе 1, а второй конец находится под воздействием нажймногЬ органа, выполненного в виде тяги 5, поджимаемой к стержню-4 пакетом тарельчатых пружин б, усилие которых регулируется пробной 7. В радиальном отверстии корпуса 1 установлен резец 8, предварительная регулировка вылета которого относительно оправки производится винтом 9. Резец фиксируется в корпусе винтом 10. В корпусе 1 установлен ограничитель поворота втулки 3, выполненный в виде И, хвостовик которого находится в круговом пазу втулки.3. Благодаря этому поворот втулки 3 воз можен лишь в пределах угла 6 . На втулке 3 закреплена червяЧная шестерня 12, взаимодействующая с вяком 13, установленным в корпусе во втулках .14 я 15, В процессе обработки тяга 5 Через стержень 4 передает усилие, развивае мое пакетом пружин 6, корпусу 1 опра ки. При этом благодаря эксцент)ичном райположению стержня 4 относительно оси о.правки корпус: 1 подвергается Iffei H peljrtiiMJty; 1е1Йс яжени о, ёслёдс вйё чего 1В поперечном сечении hopttyса возникает нормальная (растягивающая) сила, троб еспёчиваёт пои вдёни частотьа собствейных колебаний оправки и изгибаюидай момент, обеспечиваюади упругай прогиб корпуса оправйи в Ш1оскрстй,1проходя1111ей через ось t ftравки ИОбь отеркня 4. :;: После окончания обработки тягу 5 перемещают влево при йомощи, например, гидроцилиндра (на чертеже не по казан), сжимая при этом пружины 6. Корпус 1 оправки разгружается и бла- гОдар.я сидам, упругости выпрямляется. При Этом наличие ограничители поворо втулки 3, выполненного .в виде штыря 11, обеспечивает отвод резца 8 от об работанной поверхности при любом воз можном угловом положении втулки 3. Компенсация размерного износа про изводится при отведенной от стержня 4 тяге 5. При помощи червяка 13 вращаю Червячное колесо 12 и соответственно втулку 3, что обес печивает изменение угла поворота плоскости, в которой .корпус 1 оправки изгибается под действием усилия, развиваемого пакетом пружин б, относительно плоскости, проходящей через ось оправки и вершину резца. Благодаря этому после возврата тяги 5 под действием пружин б вправо вылет резца относительно оси оправки изменяется. Соответствующим подбором параметров предлагаемой оправки может быть обеспечена практически любая заданная точность размерной регулировки резца за счет поворота втулки в корпусе оправки. Технико-экономическая эффективность виброустойчивой расточной оправки состоит в повйшении точности размерной регулировки резца, что в конечном счете повышает точность обработки, атакже в сокращении затрат вспомогательного времени, связанного с ука-о ванной регулировкой, что обеспечивает повышение проязводительности обработки. Формула изобретения Виброустойчивая расточная оправка, содержащая корпус с продольным отверстием и установленный в нем со смещением относительно оси оправки стержень, находящийся под воздействием нажимного органа, отличающаяся тем, что, с целью повышения точности и производительности обработки, она снабжена эксцентричной втулкой, охватывающей стержень и установленной в отверстии корпуса с возможноетьк) поворота Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 617176, кл. В 23 В 47/00, 16,02.77.
j 8
w//y/////// m.
S
/// 7/7/ Л////УУ/ЛУ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ повышения виброустойчивости расточной оправки | 1979 |
|
SU774821A2 |
| РАСТОЧНАЯ ОПРАВКА | 2002 |
|
RU2227084C2 |
| Расточная оправка | 1976 |
|
SU715229A1 |
| РАСТОЧНАЯ ОПРАВКА | 1970 |
|
SU266520A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| РАСТОЧНАЯ ОПРАВКА | 1968 |
|
SU211268A1 |
| Устройство для подналадки резца | 1984 |
|
SU1196151A1 |
| Способ повышения виброустойчивости расточной оправки | 1977 |
|
SU617176A2 |
| Расточная оправка | 1976 |
|
SU601082A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |