tPut.}
Изобретение относится к мяшино- строению, в tiacTHocTH к производстпу зубчатых колес.
Цель изобретения - расширение технологических яо;)можностей диагонального зубофрезерования за счет выполнения нл одной из сторон зубьеп колеса корректирующего скоса.
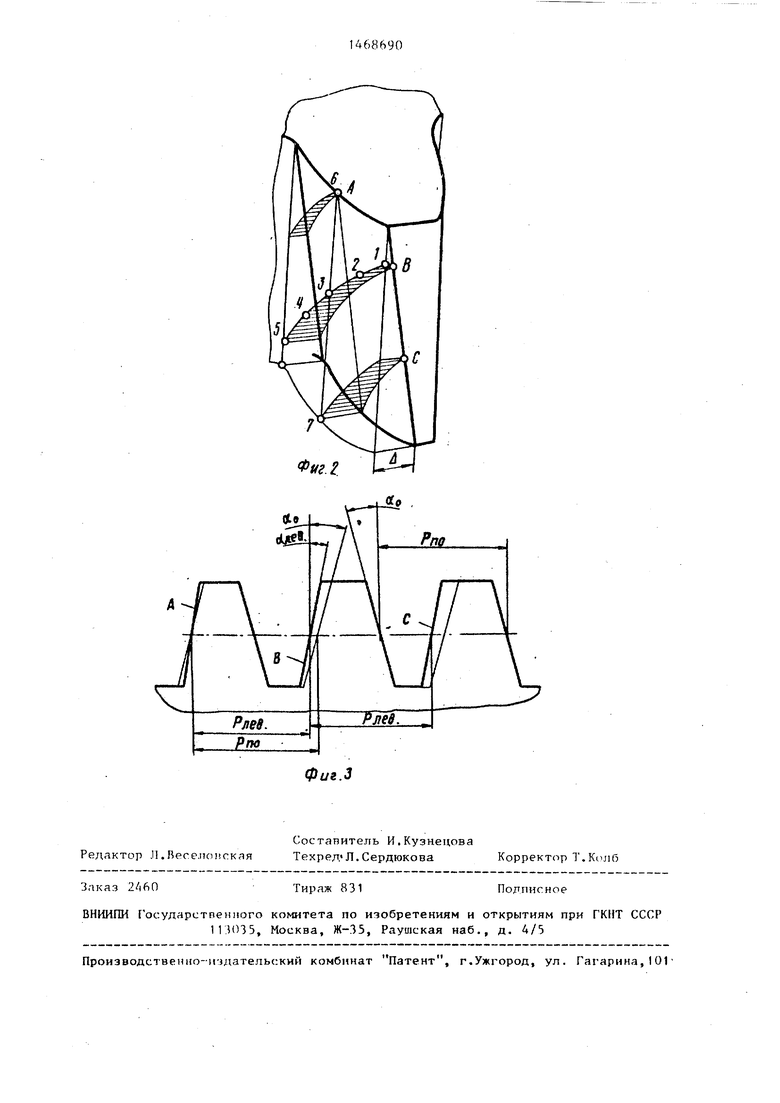
Па фиг.1 иредставлена схема д.и- aroHajH i ioro зубофрезерования червячной фрезой, обесиечипающей. получение корректирующего скоса на левых сторонах профиля В11НТОВЫХ поверхностей производящего червяка , на фиг. 2 - схема формообразования корректирующего скоса на левой стороне нареза- CNioro зуба с траекторией следов JTe- вых боковых режущих кромок; на (1). 3 - профиль зубьев червячной фрезы в нормс ичьном сечен1П1 по перед- iiei i поверхности (со стороны стружеч- Hoi i канавки) .
Способ диагонального фрезования зубчатого колеса 1 правозахолной червячной фрезой 2 обеспечивает формообразование скоса величиной & на левой стороне зубьев колеса при отношении подачи вдоль (5си фрезы к подаче вд,оль оси колеса S , равном отношению длины I. профилирующей части фрезы к ширине В зубчатого венн,а.
Точками 1-5 обозначена траектория следа одной и той же левой боковой режущей кромки В червячной фрезы на данной левой стороне нарезаемого зуба при диагональном зубофрезерова- пии. Левая боковая режущая кромка В, встречаясь-последовательно с профили руемой поверхностью вначале в точке 1, а затем в точках 2-5 должна, как видно из фиг.2, в процессе профилирования скоса срезать с левой стороны нарезаемого зуба все больше и больше материала. Срезание одной и той же боковой режущей кромкой.от ре за к резу вдоль cBoei i траектории все большего количества материала с левой боковой стороны зуба обеспечи вается поворотом кромки в плоскости нормального сечения, в да1гном случа уменьшением угла профиля С ) .
Боковую поверхность нарезаемого зуба в продессе диагонального зубо- фрезерования профилирует не одна боковая режущая кромка, а множество входяш,их последовательно в зону про фп1П1рования кромок. Из трех л(в.
-
боковых режущих кромок У, В и С первой в контакт с лежи боков(П стор - Hoi i зуба вступает кромка Л, второй - кромка В и - кромка С. Кромка Л на уровне де;иггельного цилиндра колеса должна коснут1 ся левой стороны нарезаемого зуба в точке 6, не срезав с его поверхности лишнего материала. Кромка В на уровне делительного цилиндра колеса должна углубиться в левую сторону зуба в точке 3 на определенную величину. Кромка С на уровне делительного п. в точке 7 должна в процессе профилирования зуба срезать еще больше материала.
Срезант1е все большего количества материала на уровне делительного цилиндра колеса последовательно входящими в зону пp(филиpoвaFп я левмми боковыми режущими кромка ш обеспечивается ут-1еньшением шага винтовой поверхности .
Разная величина шага винтовых поверхностей фрезы по левым и правым сторонам профиля производящего червяка приводит к пос-.тепенному увеличению толщины зубьев фрезы от ее левого торца к правому (при взгляде на зубья фрезы со стороны передней поверхности),
Постепенное увеличение толщины входящих в зону профилирования зубьев фрезы приводит к формированию корректирующего скоса.
Профиль, соответствующий обработке зуба с корректирующим скосом, показан утолщенными линиями, а профиль стандартной фрезы - тонкими
.ТП-1НИЯМИ (фиг . 3) .
Угол профиля левой стороны режущих зубьев определяется по зависимости, полученной из условия формпо разования боковой поверхности зубье с требуемым по величине корректирующим скосом
Л . cos cf
ЛЕВ arc tgdgJ - , .,-
где. L - длина проф1шир: тощей части
фрезы, мм;
4 - магспма.чьная неличина изменения толщины зуба колеса н д.е.чительном ;1,иаметре (корретирующий скос) фрезы ПС среднему дпаметру, м;-г, - - угол под.ъема витка фрезы, j-рад;
31..
lif,- угол nc.X(i7iHc ro произродящег о
контур;) инструмента, град. lUar бок(ип.1х режущих кромок левой стороны зубьев опрсдеотяется по зависимости
Л66
по
(, ) L cos « (,
где 1
по
шаг боковых режущих кро- мок стандартной фрезы.
Фреза, имеющая угол профиля и шаг винтовой поверхности левых боковых режущих кромок, определенные по указа1пнь м зависимостям, при диаго нальном зубофрезеровании с постоян- ным межосевым paccтoяf иeм старючной пары фреза - колесо обеспечивает на левой стороне зуб1,ев заданную величину корректирующего скоса.
Аналогично с учетом знака рассчитываются параметры фрезы oifjpa. РПНАВ получения скоса на правой стороне зубьев нарезаемого колеса. Остальные параьгетры зубьев соответст вуют параметрам cтat дapтнoй фрезы.
Формула изобретения
Способ диаго(ального фрезерования зубчатых колес червячной фрезой с постоянными и разными по всей длине углами профиля и шагами винтовых поверхностей производяиего червяка на левой и правой сторонах витков, включающий использование одновременно двух подач: вдоль оси червячной фрезы и вдоль оси колеса, о т л и- ч а ю щ и и с я тем, что, с целью расширения технологических возмож-
fS8fi90
ностей зй счет выполиен 1Л нп одной из cTopiiH зубьен колеса корректиру о- шего скоса, обрпбс1тку осуществляют фрезой, угол профиля и :ппг винтовой поверхности которой определены по зависимостям
cos (
J,-, V о f/ч
а arc tg (tg «.о + ;г-т-.-) ,
L COS2 Sine o
Р Р
по
(1 + 4.)
I.-COS,//
где ь/о угол профиля пронзводяп1его
червяка Р - шаг винтовой поверхности
производящего червяка , знак + и,пи - - соответственно для правой и левой стороны профиляJ - величина корректирующего
скоса, MMJ L - длина про.филирующей части
фрезы, мм, - угол подъема витка фрезы,
град;
а/ - угол профиля левых боковых режущих кромок, профилирующих скос, град, Р - шаг винтовой поверхности, содержащий левые боковые режущие кромки, профилирую- L uie скос, им; Р„ У -т - шаг боковых режущих кромок
стандартной фрезы; m - модуль фрезы,
а отношение подачи вдоль оси фрезы к подаче вдоль оси колеса назначают равным отношению длины профи.пирующей части фрезь к ширине зубчатого венца обрабатываемого колеса.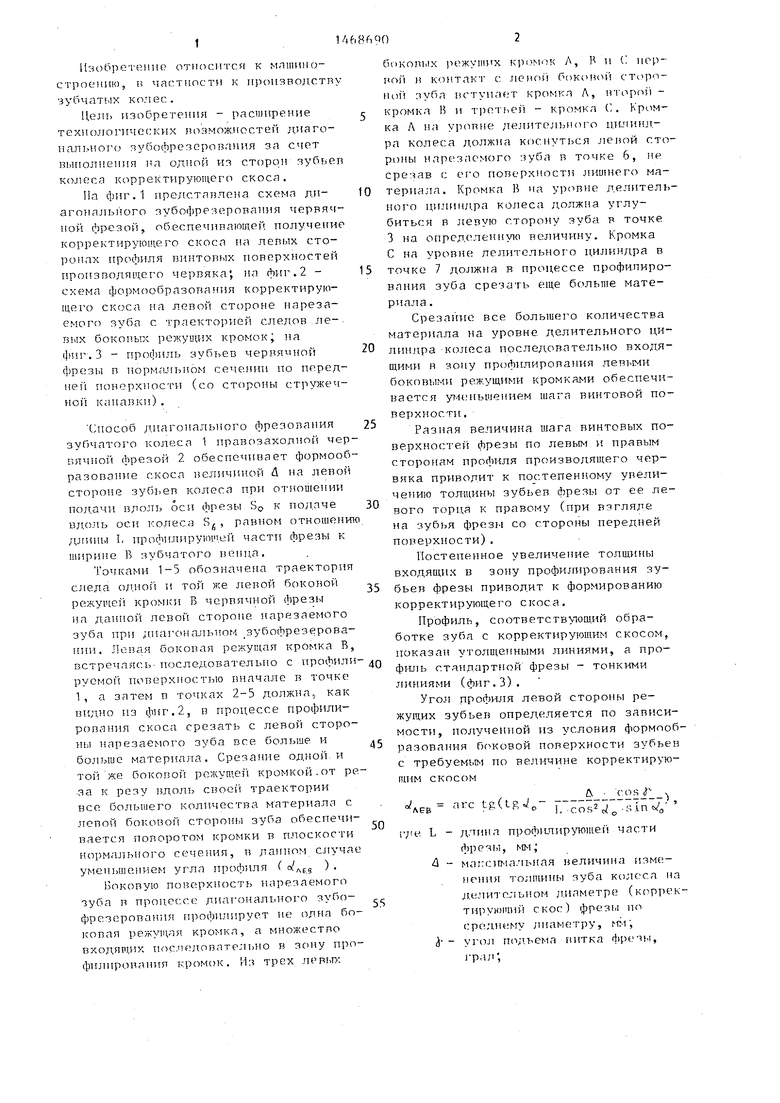
| название | год | авторы | номер документа |
|---|---|---|---|
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА С ПОЛОЖИТЕЛЬНЫМИ ПЕРЕДНИМИ УГЛАМИ | 2012 |
|
RU2490100C1 |
| Сборная червячная фреза | 2023 |
|
RU2814755C1 |
| ЧЕРВЯЧНАЯ ФРЕЗА ДЛЯ НАРЕЗАНИЯ ЗУБЧАТЫХ ДЕТАЛЕЙ | 2010 |
|
RU2414335C1 |
| Червячная сборная фреза | 1983 |
|
SU1106611A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| ЧЕРВЯЧНО-МОДУЛЬНАЯ ФРЕЗА НА ОСНОВЕ ЭВОЛЬВЕНТНОГО ЧЕРВЯКА ДЛЯ НАРЕЗАНИЯ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2442678C1 |
| Фреза червячная незатылованная и способ ее изготовления | 1986 |
|
SU1360924A1 |
| ЧЕРВЯЧНАЯ ЗУБОРЕЗНАЯ ФРЕЗА ГРЕБЕНЮКА | 2009 |
|
RU2429952C2 |
| ЧЕРВЯЧНАЯ ФРЕЗА | 1970 |
|
SU271253A1 |
Изобретение относится к машиностроение, в частности к производству зубчатых колес. Цель изобретения - расширение технологических возможностей диагонального зубофре- зерования за счет выполнения на одной из сторон зубьеп колеса коррек- тирхтощего скоса. Фрезероняние осуществляют при отношении подачи вдоль оси фрезы к подаче вдоль оси колеса, рапном отношению плины профилирующей части фрезы к ширине зубчатого венца колеса. Червячную фрезу 2 выполняют с разной величиной шага пинто- вых поверхностей и с различными углами профиля по левым и правым сторонам профилям производящего червяка, что приводит к постепенпому увеличению толщины зубьев фрезы от ее левого торца к правому (со -стэроны передней поверхности). Постепенное увеличение толщины входящих в зону профилирования зубьев приводит к формированию корректирующего скоса. 3 ил. ifi С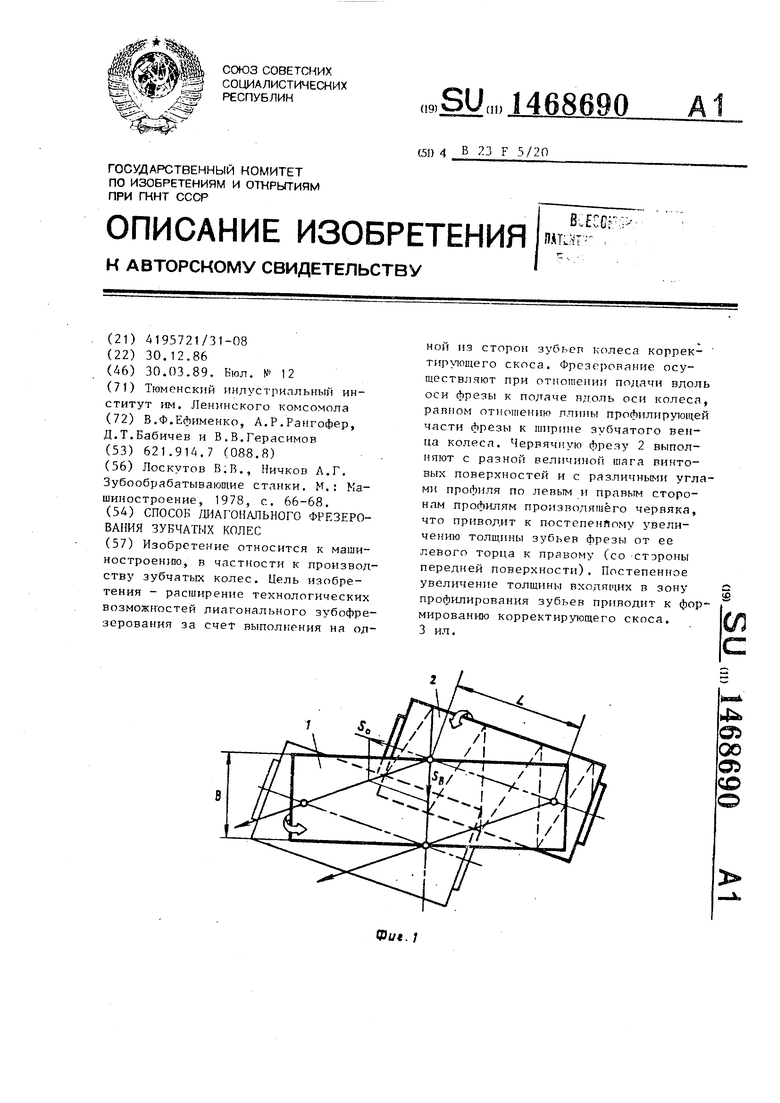
Фиг.З
Редактор J .Весе.поиская
Составитель И.Кузнецова
Техрел Л.Сердюкова Корректор Т.Колб
Заказ 2/460
Тираж 831
ВНИИПИ Г осударстпенпого комитета по изобретениям и открытиям при ГКНТ СССР П И)35, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-издательский комбинат Патент, г.Ужгород, ул. Гат арина,I01
Подписное
| Лоскутов В;В., Ничков Л.Г | |||
| Зубообрабатываюпше станки | |||
| М.: Машиностроение, 1978, с | |||
| Приспособление для соединения пучка кисти с трубкою или втулкою, служащей для прикрепления ручки | 1915 |
|
SU66A1 |
