Изобретение относится к машиностроению и может быть использовано как для поверхностного,пластического деформирования, так и для абразивной доводки шаров в подшипниковой и приборостроительной промышленности, а также в производстве буровых делот.
.Известен способ чистовой обработки шаров, которые размещают между соосно расположенными неподвижным диском и двумя планшайбами, вращаемылет с различными по величине и . направлениЕо угловыми скоростями l .
.Однако этот способ не позволяет осуществлять непрерывный поворот мгновенной оси вращения обрабатываемого ыара в плоскости, проходящей через ось вращения планшайб с постоянной по величине и направлению скоростью.
Целью изобретения является повышение качества и производительности процесса путем непрерывного и равномерного поворота мгновенной оси вращения шара в плоскости, проходящей через ось планшайб, Указанная цель достигается тем, что согласно способу чистовой обработки шаров/ которые размещают между соосно расположенными неподвкЖ ным диском и двумя планшайбами,вращаемыми с различными по величине и нагрппленкю угловыми скоростями, угловые скорости вращения планглайб изменяют 1Ю синусоидальному закону симметрично их Н5левом у значению с фазовым сдвигом.
На фи1,1 изображена схема чистовой обработки шаров; на фиг.2 график сложения угловых скоростей зрэлцения планшайб.
Предлагаемый способ чистовой обработки шаров включает вращение обрабатываемого шара 1 приводными планшайбами 2 н 3 относительно неподвижного диска 4.
Планшайбы 2 и 3 вращают с угловы ми скоростями С.О, и Qj меняя соответственно их величину и направление по синусоидальному закону с фана величину,
i. ).
симметрично нулевому зна1,7 2
чениЕО скоростей.
В результате обрабатываемьтй шар 1 вращают вокруг его мгновенной оси р-р с абсолютной угловой скоростью, вектор которой Si совпадает с последней. Мгновенная же ось поворачивается при этом BOKpyj центра обрабатываемого шара 1 в плоскости, совпадаюш/эй с осью вращения приводных планшайб 2 и 5 с постоянной по величине и направлению угловой скоростью ., вследствие чего стало возможньм форглирование винтовой траектории зледа обработки правого и левого
направлений с равномерным ша1-ом. Это объясняется тем, что синусоидалная величина U с постоянной частотой w ц может быть представл(5на как сумма двух или более других синусоидальных величин с той же частотой
и-со, + Й2,
где (д)д и G:) - текущие значения угловых скоростей вращения шара вокруг осей I -1 иП -II соответственно.
Здесь G::I, и CJ определяются зависимостями ;
w,-Ai-5in(oOj.)
и W7 (u).o2),
где А и Д/2 максимальные значения (амплитуды колебаний переменных угловых скоростей сс и G.) соотЕетственно
(,01 ccnst - начальные фазы кои RQ,, const лебания переменных
to и Q2 t - время обработки;
t052 const угловая скорость поворота мгновенной оси врггщения шара вокруг его центра в плоскости, проходящей через ось вра1иения лризодных планшайб.
Полный оборот мгновенной оси Р-Р в направлении угла f осуществляют з один период колебания переменных Ы JJ Н UJ 2л г-Т а
Q
S1
Основной технологической характеристикой при обработке шаров по данному способу является ша: траектории следов обработки, равньмй подаче :
.. -5.««,
где52 - абсолютная угловая скорост вращения шара
1 - радиус обрабаз:ЫБаеЕ« 5го шара Пример, Поверхностное платическое деформирование шароз диаметром дюйма из стали ГЧХ1;з твердотью HRC. 621 с исходной гаерохозатостью производится в лабораторных условиях. Шары 1 вращают при помощи приводных планшайб 2 и 3 относительно неподвижного деформирующего дис ка 4.
Угловые скорости СЩ и Q приводных планшайб 2 и 3 непрерывно изменяют по синусоидальному закону сшдметрично относительно нулевого значения этих скоростеГй и с фазовш
сдвигом, равным -, обеспечивай тем
вращение обрабатываемого шара вокруг мгновенной оси вращения с jlбcoлютнoй угловой скоростью S. . Мгновенная ось вращения шара 1 при этом непрерывно поворачивается вокруг его центра в плоскости, проходящей чепез ось вращения приводны планшайб 2 и 3. В результатевзаимо действия обрабатываемого шара I в точке контакта с леформирующкм диском 4 на его поверхности формируется траектория следов обработки, характер которой зависит от COOTUSношения -, Испытания показали, что наилучшим условием формирования траектори следов обработки на поверхности шара является условие,, когда мгновения ось вращения шара поворачивается вокруг его центра непрерывно с угловой скоростьюСОд 52 . При повороте мгновенной оси вращения шара вокруг его центра на угол 3 f на поверхности шара формируется полная винтовая линия следов обработки, на чало и конец которой находится в диаметрально противоположных точках. Дальнейший поворот мгновенной оси вращения шара в направлении угла В приводит к наложению следов обработки, а при изменении его до на поверхности шара формируются следы обработки противоположного направления, образуя с предьщущими равномерную сетку. Некоторые режимы поверхностно-го пластического деформирования шаров обкатыванием приведены в таблЛ. П р и м е р 2, Доводка шаров ди аметром 1-2 дюйма из стали ШХ15 твердостью HRC 62 и с исходной шероховатостью Рг 0,8 производится в лабораторных условиях. Шары 1 вращают относительно торца неподвижного прижимного диска 4 при помощи планшайб 2 и 3, Фг1ски кольцевой плоскости, образованной планшайбами 2 и 3, и торец прижимного диска 4 предварительно шаржируют алмазной пастой АСМ 5/3 мкм. Угловые скорос ти Q и ООя планитайб 2 и 3 соответственно непрерывно изменяют по синусоидальному закону симметрично их нулевому значению при одинаковых ам плитудах К - периодах 1 2 колебаний с фазовым сдвигом, равным О liJ Pi, , обеспечивая тем самым вращение обрабатываемого шара вокру мгновенной осн вращения с абсолютно угловой скоростью Q . Как и в предыдущем примере мгновенная ось вращения шара непрерывно поворачивается вокруг его центра в плоскости, проходящей через ось вращения планшайб 2 и 3. В результате взаимодействия обрабатываемого шара в точках контакта с планшайбами 2 и 3 и прижимным диском 4 на его поверхности формируется траектория следов обработки, характ ер которой зависит от соотношения rj Испытания показали, что наилучшим условием формирования траектории и следов на поверхности шара является условие, когда мгновенная скорость вращения шара поворачивается вокруг его центра непрерывно с угловой скорость оУа Я. При повороте мгновенной оси вращения ш-ара вокруг его центра на угол в на поверхности шара форми о f руется полная винтовая линия следов обработки, начало и конец которой в диаметрально противоположных точках. Дальнейший поворот мгиозенной оси вращения шара в направлении угла 3 приводит к наложению следов обработки, а при изменении его в пределах Tf р и 2i на поверхности шара формируется траектория следов обработки противоположного направления, образуя с предыдущей равномерную сетку, Лабораторнка испытания показали возмолгность управления процессог формирования траектории следов обработки в широком диапазоне, прогнозируя их характер и скорость образованргя, что значительно повышает качество и производительность процесса. Некоторые режиьИ доводки шаров приведены в табл.2. Таким образом, становится возможным вращать обрабатываемый шар так, чтобы его мгновенная ось могла поворачиваться непрерывно и равномерно со скоростью подачи в течение всего процесса з плоскости, проходящей через ось вращения приводных планшайб. Это позволяет осуществлять автоматизированное управление параь5етрами траектории следов обработки на поверхности шара в широком диапазоне и в течение всего процесса обработки.
Т ci блица 1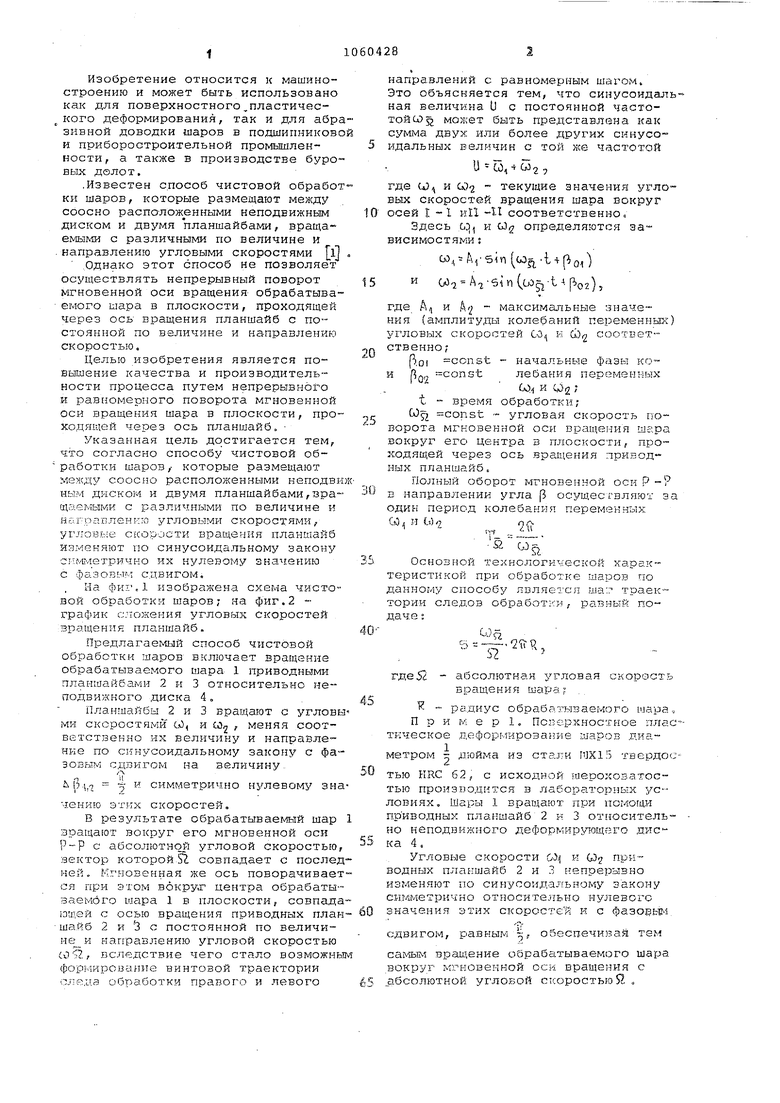


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для чистовой обработки шариков | 1982 |
|
SU1068268A1 |
| СПОСОБ СФЕРОДОВОДКИ ШАРИКОВ | 2011 |
|
RU2479402C1 |
| СПОСОБ КОНТРОЛЯ ШАРОВ | 1990 |
|
RU2019786C1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ШАРОВ | 1992 |
|
RU2075724C1 |
| СПОСОБ ОБРАБОТКИ ШАРОВ | 1992 |
|
RU2047466C1 |
| СПОСОБ КОНТРОЛЯ ШАРОВ | 1990 |
|
RU2019785C1 |
| Поточно-глобоидный технологический модуль | 1991 |
|
SU1781082A1 |
| СПОСОБ КОНТРОЛЯ ШАРОВ | 1991 |
|
RU2075723C1 |
| Способ вибрационной упрочняюще-чистовой обработки поверхностей деталей | 1979 |
|
SU903092A1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ ПАРАЛЛЕЛЬНЫХ ПРОДОЛЬНЫХ ПАЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2092285C1 |
СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ШАРОВ, которые размещают между соосно расположенными неподвижным диском и двумя планшайбами, вращаемыми с различными по величине и направлению угловыми скоростями, о т л и ч а rain и и с я тем, что, с целью повышения качества и производительности процесса путем непрерывного и равномерного поворота мгновенной оси вращения шара в плоскости, проходящей через ось плапшаПб, угловые скорости вращения планшайб изменяют по синусоидальному закону симметрично их нулевому значению с фазовым сдвигом.
0,131
1,25
0,296 2,83 0,526 5,02
Таблица 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ДОВОДКИ ШАРИКОВ В КОЛЬЦЕВЫХ КАНАВКАХ МЕЖДУ ДВУМЯ ВРАЩАЮЩИМИСЯ ДИСКАМИ | 0 |
|
SU233476A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
