(54) СПОСОБ ВИБРАЦИОННОЙ.УПРОЧНЯЮЩЕ-ЧИСТОВОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроискрового легирования | 1981 |
|
SU994193A1 |
| Способ упрочняющей обработки внутренних поверхностей металлических деталей и инструмент для его осуществления | 1990 |
|
SU1803313A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ РАБОЧИХ ПОВЕРХНОСТЕЙ ВОЛНОВОДОВ | 2022 |
|
RU2793899C1 |
| СПОСОБ МНОГОПРОХОДНОЙ ЭЛЕКТРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ НА ТОКАРНОМ СТАНКЕ | 2012 |
|
RU2501643C1 |
| СПОСОБ ОТДЕЛОЧНО-УПРОЧНЯЮЩЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2023 |
|
RU2813918C1 |
| СПОСОБ СОВМЕЩЕННОЙ ТОКАРНО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2001 |
|
RU2210464C2 |
| СПОСОБ ОБРАБОТКИ ПОВЕРХНОСТНЫМ ДЕФОРМИРОВАНИЕМ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1997 |
|
RU2128574C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| Устройство для обработки шеек коленчатых валов | 1976 |
|
SU707780A1 |
| Способ поверхностного пластического деформирования наружных поверхностей тел вращения | 2021 |
|
RU2758713C1 |
; . 1
Изобретение относится к машиностроению, в частности, к способам и стенкам для обра ботки металлов поверхностным пластическим деформироващем с упрочнением слоя.
Известен способ обкатывания, при .котором инструмент устанавливают эксцентрично относительМо оси детали, а обрабатываемой детаjra кроме вршения вокруг собственной оси сооб1ца1ог планетарное движение вокруг оси, расаположеиной с эксцентриситетом относительно оси вращения детали 1.
О.цнако по такому способу обкатывания ввиду статического действия деформирующего инструмента упрочнять поверхности на значительную глубину затруднительно. Этот способ обеспечивает в большей мере эффект сглаживания, чем упрОчЯения.:
Цель изобретения - обеспечение возможности интенсификации процесса упрочне шя обрабатываемых поверхностей.
Поставленная цель достигается тем, что в качестве инструмента используют шариковый упрочнитель, рабочие элементы которого расположены по архимедовой спирали на ее
поверхности, а детали дополнительно сообщают маятниковое движение внутри окружности планшайбы, не пересекая оси ее вращекия, причем скорость качения детали принимают меньше окружной скорюсти планшайбы.
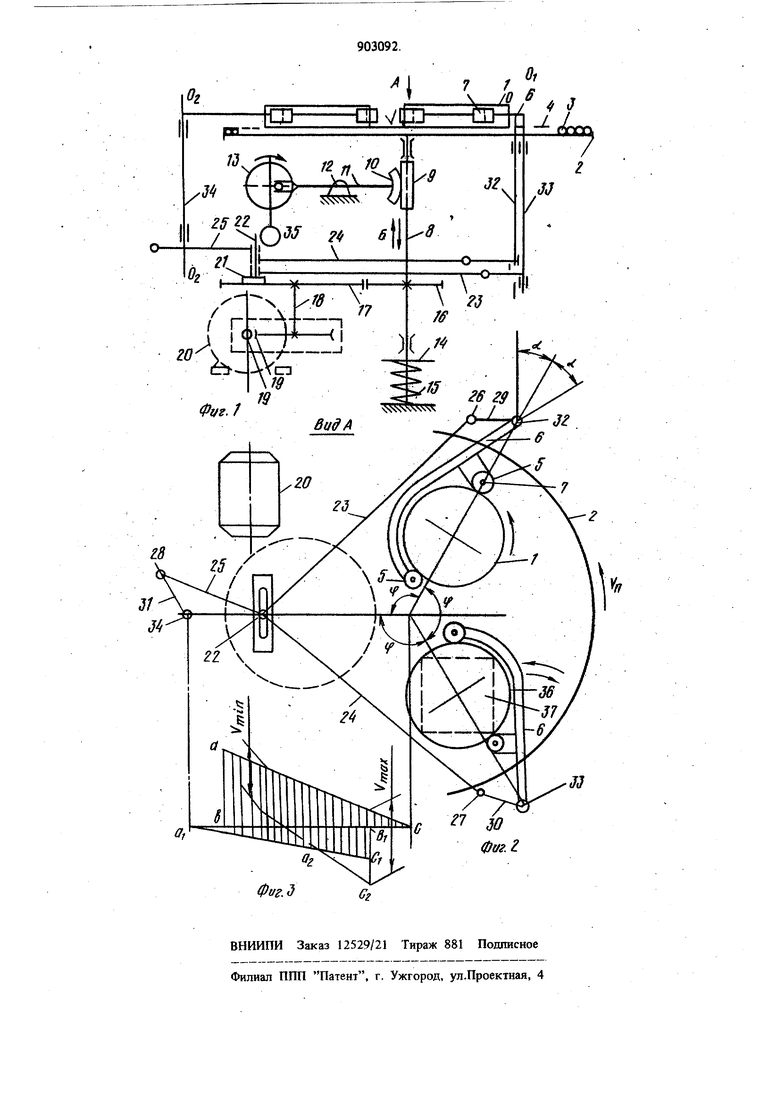
На фиг. 1 представлена принципиальная схема взаимного расположения детали и планшайбы-инструмента; на фиг. 2 - вид А фиг. I; на фиг. 3- зпюры скоростей.
Обрабатываемую Деталь 1 в виде диска
to или кольца устанавшгаают эксцентрично- на шариковую поверхность планшайбы 2, где твердые шарики 3 расположен по закону архимедовой ширали и находятся в сепараторе 4. Деталь фикшруется роликовыми
ts опорами 5 устройства б, выполненного в форме скобы (фиг. 2). Роликовые опоры. 5 закреплены шарнирно на осях 7. Планшайба 2 жестко посажена на вал 8, на который также жестко посажена круговая рейка 9,
20 в зацеплегаш с которой находится зубчатый сектор 10, к которому прикреплен рычаг It, соединенный через шарнир 12 с кривошнп|Ным диском 13. Этот диск в свою очередь соединен с электропрнводом. Вал 8, кроме того, через упор 14 соединен с пружиной 15, а через зубчатые колеса 1, 17, вал 18 и червячную передачу 19 - с электроприводом 20. К торцу зубчатого колеса 17 жестко присоединена направляющая планка 21 с пазом, в которьй жестко, с возможностью перемещения вдоль планки, установлено водило 22 на которое шарнирно надеты три длинных рычага 23-25. Эти рычаги через шарниры 26-28 соеданены с короткими рычагами 29- 31, которые, в свою очередь, жестко соединены со стойками 32-34, к каждой из кото рых жестко прикреплено устройство 6. Способ отделки и упрочнения поверхностей металлов реализуется следующим образом. Деталь 1 устанавливают на шариковую поверхность планшайбы и фиксируют роликовыми опорами 5 устройства .6 путем прижатая детали к роликам. При этом роликовые опоры 5 в устройстве 6 закреплены шарнирно и могут вращаться вокруг собственных осей 7. Затем планшайбе. 2 сообщают вращение вокруг собственной оси и движение осцилляции в напрайлении стрелок Б в вертикальной плоскости (фиг. 1) с заданной амплитудой. В это же время деталь получает маятниковое движение вместе с устройством 6 и вращательное движение вокруг собственной оси за счет разницы в силах трения на торцовой поверхности детали. Обработка детали по данному способу производится при наличии четырех движений, два из которых получает планшайба-инструмент и два - обрабатываемая деталь. 1)Вращательное снижение планшайбе 2 вместе с шариками 3, расположенными по архимедовой спирали на поверхности планцщйбы в сепараторе 4 и выступающими над ним на некоторый уровень, передается от электропривода 20 через червячную передачу 19, вал 18, зубчатую пару 16 и 17 на вал 8, который жестко связан с планшайбой 2. Это обеспечивает планшайбе 2 окружную ско рость Vn. 2)Движение осцилляции (вибрационное) планшайба 2 получает от электропривода 35 через вращаюш11Йся кривошипный диск 13, рычаг И, установленный на шарнире 12, и далее терез зубчатый сектор 10 на круговую зубчатую рейку 9, жестко связанную с 8 и планшайбой 2. Это движение обеспечивает планшайбе 2 колебания в направлении ее оси по стрелкам Б с некоторой амплитудой.. 3). Маятниковое движение с некоторой угловой амплитудой сообщается обрабатывае мой детали от электропривода 20 через чер24|вячную передачу 19, вал 18 и зубчатое колесо 17, к которому жестко прикреплена планка 21, в пазу которой также жестко закреплено водило 22, на которое шарнирно надеты рь1чаги 23-25. Эти рычаги с другой стороны соединены шариирно с короткими рычагами 29-31. Поэтому водило, вращаясь вокруг вала 18, приводит в движение рычаги 23-25 и через щарниры 26-28 - корот кие 29-31. Поскольку короткие рычаги жестко связаны со стойками 32-34, которые имеют собственные оси вращения, а последние жестко связаны с устройствами 6, то последние приходят в маятниковое движение с некоторой угловой амплитудой d , сообщая при этом маятниковое движение по дуге и детали 1, которая все время находится в контакте с опорами 5 и прижимается к ним за счет силы трения, 00, 0 0 и - оси вращения рычагов 32, 33 и 34. Маятниковое качательное движение происходит внутри окружности планшайбы 2, не пересекая оси ее вращения поверхностью касания детали 1, причем скорость ее качания, отнесенная к наиболее удаленной периферийной точке, находящейся между осью вращения планшайбы и осью качания одной из стоек (например 32), принимают меньше,например, на 2-5 мм/мин, скорости плашиайбы 2, отнесенной к ее окружности, проходящей через эту точку. Это необходимо для того, чтобы деталь I все время находилась в контакте с роликовыми опорами 5. В противном случае она будет отброщена центробежными силами к борту планшайбы 2. Поэтому oбязaтeль ПJIM условием является наличие планшайбы с радиусом больше диаметра .обрабатываемой детали. 4) Вращательное движение детали 1 вокруг собственной оси происходит за счет сил трения между деталью и поверхностью планшайбы и их различного действия, что может быть доказано теоретически и проверено на практике. Заметим также, что деталь 1 вращается в том же направлении, что и планшайба 2, поэтому по одну сторону от оси детали это вращение складьшается с общим движением УП, по другую - вычитается. Настраивать станок надо так, чтобы начинающееся качательное движение всех устройств 6 происходило в одну и ту же сторону, например, по стрелке V или в противоположном направлении, поскольку такое синхронное движение необходимо для уравновешивания планшайбы 2 в процессе обработки и, кроме того, чтобы не происходило 5 соударений одного устройства с другим, что возможно при их несогласованном движении. При отделке и упрочнении поверхностей важную роль играет вопрос регулирования и выравнивания скоростей обработки. Чтобы наглядно показать успешное решение этого вопроса, рассмотрим фиг. 3, где изображены зпюры скоростей движения планшайбы-инструмента 2 и детали 1. Здесь: аЬс - зпюра скоростей различных точек вращательного движения планшайбы - инструмента 2; aibiCi - эпюра скоростей качательного движения детали 1; a2CiCj - эпюра скоростей вращательного движения детали вокруг собственной оси.. Построение эпюр скоростей дает возможность определить V,riaqc максимальную скорость и Vmir - минимальную скорость отдел ки. На фиг. 3 видно, что на выравнивание скоростей обработки при этом способе главное влияние оказывает маятниковое движе-ние детали 1, которое в сочетании с некоторой угловой скоростью яланшайбы 2 может обеспечить наибольишй эффект. При получении поверхностей с высокими классами шероховатостей важное значение имеет также направленность обработки, поэтому маятнико вое движение детали и с точки зрения рправленности шероховатости имеет решающее значение, устраняя ее. Это достигается сложHbiM движением, которое описывает каждая точка обрабатываемой поверхности детали I, пересекая под разными углами окружные траектории планшайбы, образуя при этом дезориентированную шероховатость на св.оей поверхности. Прн данном способе обработки важное значение также имеет расположение шариков в сепараторе на поверхности планшайбы. Анализ окружных траекторий, которые опи, сьшают шарики при вращении планшайбы, показал, что плотность этих траекторий наибольшая в том случае, когда шарики располагаются по архимедовой спирали на поверхности планшайбы и наименьшая, когда они располагаются по концентричным окружностям. Расположение шариков по архимедовой спирали более эффектив.но с точки зрения как сглаживающего, так и упрочняющего действия инструмента. По данному способу кроме дисковых и кольцевых деталей. Например дисков памяти ЭВМ, могут обрабатываться детали другой формы, например твердосплавные пластинки и пласшнки из быстрорежзоцих сталей, а также iliapHKH шарикоподшипников и детали. Некруглые детали перед обработкой устанавливают в кольцо-кассету. На фиг. 2 внизу в кольцо-кассету 36 установлена квадратная деталь 37, В кольцо-кассет) может быть установлено и несколько деталей, а также могут быть засыпаны шарики. При обработке по этому способу предусмотрень и происходят разрывы контакта инструмента (отдельных шариков, рагаюложенных на планшайбе) с обрабатываемой деталью в процессе движения осцилляции планшайбы вместе с шариками и, следовательно, происходит динамическое действие инструмента с целью интенсификации процесса упрочнения. Экономический- эффект при данном способе может быть получен, во-первых, за счет более производительной обработки поверхностей с высокими классами шероховатостей; во-вторых, благодаря отделке поверхностей одновременно с упрочнением их слоя. Таким образом, отделка и уттрочнение дисков памяти ЭВМ позволит повысить срок их службы. Применение этрго способа для обработки режущих пластин повысит стойкость режущих инстрз ментов; Отделка и упрочнение шариков шарикоподшипников повысит из износоустойчивость при эксплуатации. Формула изобретения 1.Способ вибрационной упрочняюще-чистовой обработки поверхностей деталей, при котором инструмент располагают эксцентрично относительно оси детали, установленной с возможностью вращения, и сообщают ему вращательное движение и возвратно-поступательные перемещения, отличающийся тем, что, с целью интенсификации процесса, в качестве инструмента используют шариковый упрочннтель, рабочие элементы которого расположены по архимедовой спирали, а детали дополнительно сообщают угловое колебательное движение таким образом, чтобы ось колебания не пересекйлась с осью вращения инструмента. 2.Способ по п. I, отличающийся тем, что скорость колебания детали должна быть л еньше на 2-5 мм/мин скорости инструмента. Источники информащ{и, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 632558, кл. В 24 В 39/04, 1977.
