Изобретение относится к машиностроению и может быть использовано для обработки зубчатых изделий.
Одним из известных устройств для чистовой обработки зубьев является обработка зубчатых изделий способом обкатки на универсальном токарном станке, включающим шпиндель с установленным на оправе зубчатым изделием и суппорт, на котором расположены специальное устройство с закаленными шлифовальными зубчатыми колесами (эталонами), точность которых достигает ± 5 мкм. Недостатком известного устройства является низкая производительность, особенно при длительных технологических циклах.
Наиболее близким по технической сущности к заявляемому изобретению является поточно-глобоидный технологический модуль, содержащий роторы, смонтированные с возможностью вращения на планшайбах,
которые размещены в подшипниковых опорах на основании с возможностью поворота вокруг продольной оси червяка, при этом роторы установлены с одинаковым угловым шагом в плоскостях, проходящих через ось поворота планшайб. Недостатком известного устройства является то, что невозможно обрабатывать зубчатые изделия, что значительно ограничивает технологические возможности.
Целью изобретения является расширение технологических возможностей за счет обработки зубчатых изделий.
Указанная цель достигается тем, что в поточно-глобоидный технологический модуль, содержащий роторы, смонтированные с возможностью вращения на планшайбах, которые размещены в подшипниковых опорах на основании с возможностью поворота, при этом роторы установлены с одинаковым
00
о
00
ю
ловым шагом в плоскостях, проходящих через ось поворота планшайб, согласно изобретению с це/ью расширения технологических возможностей за счет обработки зубчатых изделий, на периферии ротора, с равным угловым шагом, установлены салазки, имеющие ось для размещения зубчатых изделий, которая смонтирована в подшипниках и расположена параллельно оси вращения ротора, при этом салазки установлены с возможностью радиального перемещения и подпружинены упругим элементом, на оси каждого ротора, смонтирован обрабатывающий зубчатый инструмент с возможностью вращения относительно ротора, а на планшайбах закреплен радиальных копир, связанный с салазками.
Сопоставительный анализ с прототипом позволяет сделать вывод, что заявляемое изобретение отличается от известного наличием новых элементов, а именно: на периферии ротора с равным угловым шагом установлены салазки, имеющие ось для размещения зубчатых изделий, которая смонтирована в подшипниках и расположена параллельно оси вращения ротора, при этом салазки установлены с возможностью радиального перемещения и подпружинены упругим элементом, на оси каждого ротора смонтирован обрабатывающий зубчатый инструмент с возможностью вращения относительно ротора, § на планшайбах закреплен радиальный копир, связанный с салазками. Такое расположение элементов и обусловленная связь между ними придает устройству новое свойство, дающее возможность обработки зубчатых изделий. Таким образом, заявляемое техническое решение соответствует критерию новизна.
Сравнение заявляемого решения с прототипом и с другими техническими решениями в данной области техники не позволило в них признаки, отличающие заявляемое решение от прототипа, что позволяет сделать вывод о соответствии критерию существенные отличия.
Благодаря тому, что роторам с изделиями дополнительно сообщают непрерывный поворот вокруг оси, расположенной перпендикулярно плоскости, проходящей через продольную ось модуля, и закрепленного на планшайбах радиального копира, обеспечивается сокращение в несколько раз времени между выдачей каждого обработанного изделия при заданном времени цикла за счет увеличения потоков изделий
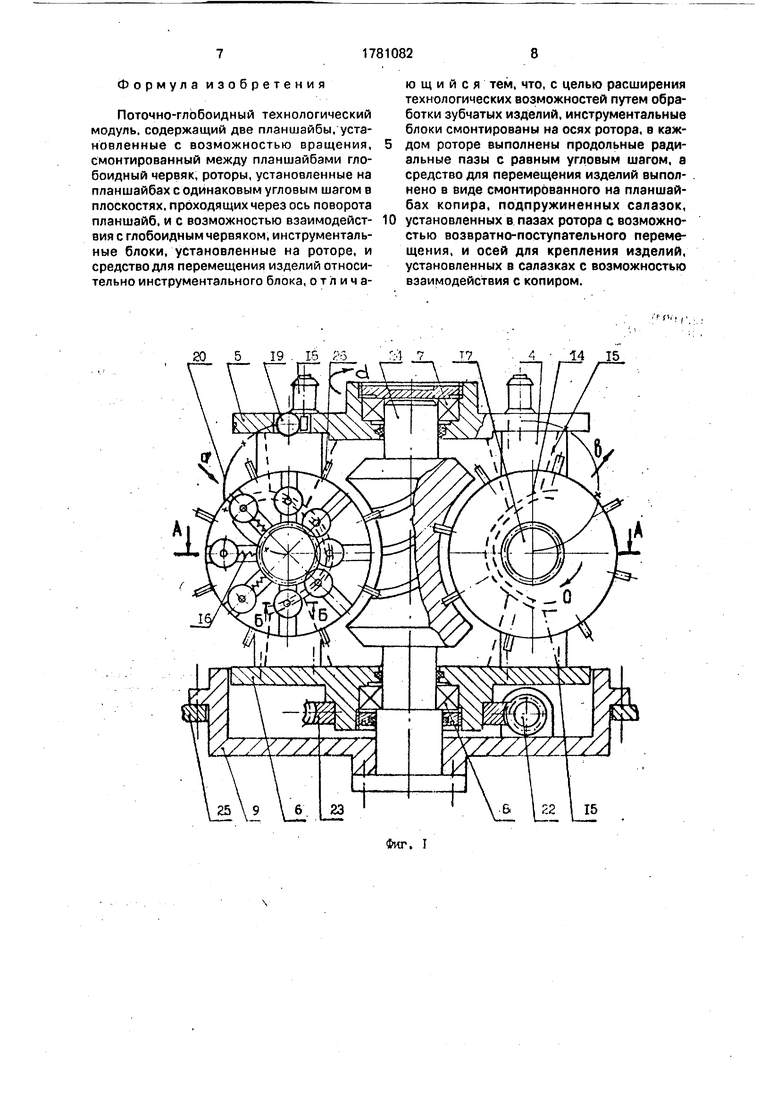
На фиг 1 показан общий вид поточного гдобо 1дного тп н лпогичес зго модулч (продольный разрез) для обработки зубчатых изделий, где
направление входа изделий в каждый поток модуля,
выходной поток изделий с модуля,
направление дополнительного поворота инструмента с изделиями вокруг оси, расположенной перпендикулярно плоскости, проходящей через продольную ось модуля,
0 направление вращения модуля вокруг глобоида;
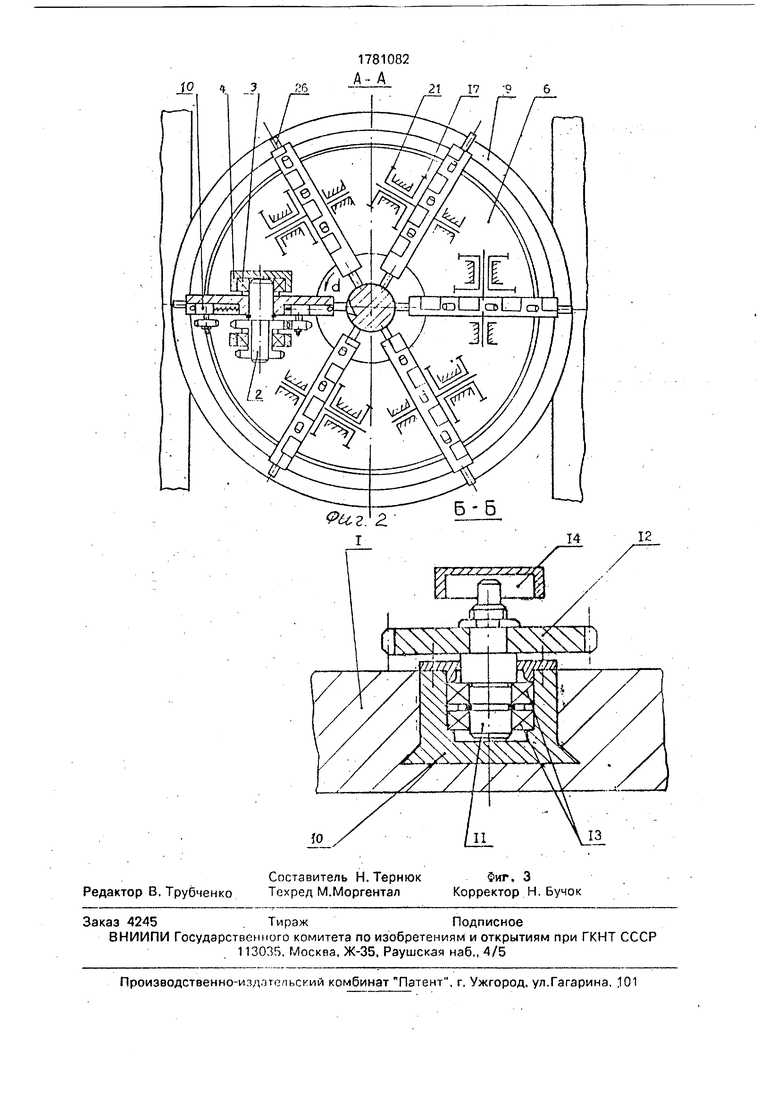
на фиг.2 - разрез А-А на фиг. 1; на фиг.З - разрез на фиг.1.
Предлагаемый технологический модуль
5 для обработки зубчатых изделий содержит роторы 1, смонтированные на осях 2 в подшипниках 3 на опорах 4, жестко установленных на нижней 5 и верхней б планшайбах, которые размещены в подшипниковых опо0 pax 7 и 8 на основании 9 с возможностью поворота вокруг продольной оси модуля, при этом роторы 1 установлены с одинаковым угловым шагом в плоскостях, проходящих через ось поворота планшайб. На
5 периферии каждого ротора 1 с равным угловым шагом установлены салазки 10, имеющие ось 11 для размещения зубчатых изделий 12, которая смонтирована в подшипниках 13 и расположена параллельно
0 оси вращения ротора 1, при этом салазки 10 установлены с возможностью радиального перемещения вдоль направляющих, за счет взаимодействия осей 11 салазок 10 с радиальным копиром 14, установленного с по5 мощью стоек 15 на планшайбах 7 и 8, и подпружинены упругим элементом 16. На оси 2 каждого ротора 1 смонтирован на подшипниках скольжения обрабатывающий зубчатый инструмент 17 с возможностью
0 вращения относительно ротора 1, получающий вращение от двигателя 18 через червячную передачу 19, редуктор 20 и шестерню 21, которая представляет собой единый зубчатый блок с инструментом 1.
5 Предлагаемый поточно-глобоидный технологический модуль работает следующим образом.
При работе технологического модуля, вращение от привода 22 через зубчатое ко0 лесо 23, нижнюю планшайбу 6, установленную на подшипнике 8, и опоры 4 связанные с верхней шайбой 5, установленной на подшипнике 7 передается ротором 1, которые вращаются вокруг продольной оси глобоид5 ного червяка 24 в направлении сГ. Глобо- идный червяк 24 жестко смонтирован в стакане 9. закрепленном на плитах 25, а роторы 1 размещены на осях 2 в подшипниках 3 опор 4. При вращении роторов 1 вокруг продольной оси глобоида 24 за счет зацепления стержней 26, установленных радиаль- но по периметру ротора 1 с равным угловым шагом, реализуется дополнительный непрерывный пов9рот роторов 1 в направлении с вокруг оси, расположенной перпендикулярно плоскости, проходящей через продольную ось глобоида 24. В процессе поворота роторов 1 в направлении с, оси 11 салазок 10 входят в паз радиального копира 14, в результате это го взаимодействия осуществляется радиальное движение салазок 10 и процесс обработки зубчатых изделий 12, В процессе работы технологического модуля изделия поступают по входному потоку а, а выгружаются по выходному потоку Ь.
Таким образом глобоидный червяк обеспечивает основное транспортное вращение роторов на планшайбах вокруг оси глобоида и дополнительное вращение каждого ротора вокруг оси, расположенной перпендикулярно плоскости, проходящей через продольную ось модуля. С помощью копира осуществляется основное тйхноло- гическое движение. Каждое из сочитаемых транспортных движений является простым. а результирующее двух элементарных вращений в направлении с и d является сложное транспортное движение по глобо- идной траектории. Совокупность указанных признаков создает новое свойство, дающее возможность обрабатывать зубчатые изделия. Пример конкретного выполнения обработки зубчатого изделия на поточно-глобоидном технологическом модуле.
Основные параметры технологического модуля по обработке зубчатых изделий: количество инструментов на одном роторе z 1; количество изделий на одном роторе п 8; количество потоков в модуле m 6; радиус основной окружности роторов R 500 мм; время цикла обработки изделия тц 5 мин. Выполняемая операция - обкатка зубчатого изделия с пластической деформацией поверхности зубьев.
В период эксплуатации поточно-глобо- идного технологического модуля вращение от привода 22 через зубчатое колесо 23, нижнюю планшайбу б, установленную на подшипнике 8, передается роторам 1, которые вращаются вокруг продольной оси гло- боидного червяка 24 в направлении d. Глобоидный червяк 24 жестко смонтирован в стакане 9, закрепленном на плитах 25, а роторы 1 размещены на осях 2 в подшипниках 3 опор А. Благодаря зацеплению стержней 26 с витками глобоида 24 при вращении роторов 1 вокруг глобоида 24 реализуется дополнительный непрерывней поворот роторов 1 в направлении с пш-pyr оси, расположенной перпендикулярно плоскости, проходящей через продольную ось глоГюи- да 24. В процессе поворота роторов 1 в направлении с, оси 11 салазок 10 входят в
паз радиального копира 14, в результате этого взаимодействия осуществляется радиальное движение салазок 10 и процесс обработки зубчатых изделий 12. В процессе работы технологического модуля изделия
поступают по входному потоку а, а выгружаются по выходному потоку Ь.
Производительность поточно-глобоид- ного технологического модуля определяется по следующей формуле
П
m п tu
где m - число потоков модуля; п - количество изделий на одном роторе;
t4 - время цикла обработки одного изделия, мин.
Для конкретного примера поточно-гло- боидного технологического модуля производительность будет равна
П
6 -8
9,8 шт/мин
Предложенная конструкция технологического модуля позволяет реализовать известные способы чистовой обработки зубчатых изделий с длительным технологи- ческим циклом:
зубохонинсование;
обкатка с поверхностной пластической деформацией;
шевингование.
Для сравнения приведем расчет производительности процесса хонингования зубчатых изделий на универсальном токарном станке, она определяется по формуле
45
П|
1
tq
где tu - время цикла обработки изделия, мин.
При Тц 5 мин производительность будет равна:
П| - 0,2 шт/мин . о
Таким образом, производительность поточно-глобоидного технологического модуля по сравнению с известными устройствами для чистовой обработки зубчатых изделий возрастает не менее, чем в 40 раз.
Формула изобретения
Поточно-глобоидный технологический модуль, содержащий две планшайбы, установленные с возможностью вращения, смонтированный между планшайбами гло- боидный червяк, роторы, установленные на планшайбах с одинаковым угловым шагом в плоскостях, проходящих через ось поворота планшайб, и с возможностью взаимодействия с глобоидным червяком, инструментальные блоки, установленные на роторе, и средство для перемещения изделий относительно инструментального блока, отличающийся тем, что, с целью расширения технологических возможностей путем обработки зубчатых изделий, инструментальные блоки смонтированы на осях ротора, в каждом роторе выполнены продольные радиальные пазы с равным угловым шагом, а средство для перемещения изделий выполнено в виде смонтированного на планшайбах копира, подпружиненных салазок,
установленных в пазах ротора с возможностью возвратно-поступательного перемещения, и осей для крепления изделий, установленных в салазках с возможностью взаимодействия с копиром.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поточно-винтовой обработки зубчатых изделий | 1989 |
|
SU1757794A1 |
| Зубохонинговальный станок | 1974 |
|
SU564109A1 |
| Поточно-спиральный технологический модуль | 1991 |
|
SU1802762A3 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ОБРАБОТКИ ИЗДЕЛИЙ | 2010 |
|
RU2532680C2 |
| КОПИРОВАЛЬНО-ФРЕЗЕРНЫй СТАНОК | 1972 |
|
SU356054A1 |
| Способ обработки изделий на роторной машине и роторная машина | 1989 |
|
SU1816704A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1997 |
|
RU2123915C1 |
| Способ зубообработки глобоидных червяков | 1980 |
|
SU931333A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАРЕЗАНИЯ ГЛОБОИДНЫХ ЧЕРВЯКОВ НА СТАНКЕ С ЧПУ | 2015 |
|
RU2602574C1 |
| Способ шлифования зубчатых колес на зуборезном стайке | 1937 |
|
SU64190A1 |
Изобретение относится к машиностроению и может быть использовано для обработки зубчатых изделий. Поточно-глобоидный технологический модуль для обработки зубчатых изделий содержит роторы, смонтированные с равным угловым шагом на планшайбах, которые размещены в подшипниковых опорах на основании. На периферии ротора с равным угловым шагом расположены салазки, имеющие ось для размещения зубчатых изделий, которая смонтирована в подшипниках параллельно оси вращения ротора. На оси каждого ротора смонтирован обрабатывающий зубчатый инструмент с возможностью вращения относительно ротора, а на планшайбах закреплен радиальный копир, связанный с салазками. 3 ил.
14 15
Фиг. I
| Способ обработки изделий на поточно-глобоидном технологическом модуле | 1988 |
|
SU1618672A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
