Изобретение относится к машиностроению преимущественно к подшипниковой промышленности и может быть использовано для чистовой обработки шаров.
Известен способ обработки шаров, реализованный в станках Японской фирмы "NSK" с принудительно смещенными осями доводочных дисков разного диаметра, один из которых нижний является ведущим и на его торце выполнены кольцевые канавки, обработке подвергается лишь часть шаров, находящихся в зоне контакта между нижним и верхним дисками, диаметр верхнего диска меньше диаметра нижнего диска [1]
Наиболее близким является способ обработки шаров, в котором обрабатываемые шары размещают в кольцевой полости между верхним инструментом и вращающимся нижним инструментом, выполненным в виде шарового сегмента, а перемещение верхнего инструмента осуществляют вокруг оси, перпендикулярной к оси вращения нижнего инструмента и пересекающей последнюю в центре его сферической рабочей поверхности [2]
Известный способ обработки шаров [2] не гарантирует устойчивое двуосное вращение обрабатываемых шаров, вопреки утверждениям авторов в обратном, и тем более, не обеспечивает надежность прогнозирования кинематических параметров, характеризующих положение мгновенных осей вращения шаров в зоне их обработки. Отсутствие прижимного элемента в верхнем инструменте снижает производительность процесса обработки шаров.
Целью настоящего изобретения является повышение качества и производительности процесса обработки шаров, путем управления положением мгновенных осей вращения их в зоне обработки.
Поставленная цель достигается тем, что верхнему инструменту, выполненному в виде шарового сегмента, сообщают сферическое движение вокруг точки пересечения осей вращения верхнего и нижнего инструментов с углом нутации 90о > v > 0о, угловую скорость собственного вращения верхнего инструмента ωо1 и угловую скорость его процесии ωо связывают зависимостью
ω1 >>ω0≥0.
Предлагаемый способ обработки шаров отличается надежностью прогнозирования кинематических параметров процесса, характеризующих положение мгновенных осей вращения шаров в зоне их обработки. Сообщая верхнему и нижнему инструментам вращения вокруг их осей оказывают контактное воздействие их рабочих поверхностей на обрабатываемые шары, которые в результате этого совершают сложные движения относительно точки пересечения осей нижнего и верхнего инструментов и вокруг своих центров вращения. Эти движения отвечают закономерностям сферического движения твердого тела. Следовательно, в предлагаемом способе обработки шаров имеются пути управления положениями мгновенных осей вращения шаров в зоне их обработки.
На чертеже представлена схема шаров. Обрабатываемые шары 1 размещают в полости, образованной боковыми поверхностями 2 кольцевой канавки в нижнем инструменте 3 и сферической рабочей поверхностью верхнего инструмента 4, выполняют в виде шарового сегмента. Нижний инструмент устанавливают с возможностью вращения вокруг собственной оси, совпадающей с осью Z.
Инструмент 4 вращают вокруг своей оси, совпадающей с осью Z1, которую направляют под углом нутации 90о > v > 0о к оси. Кроме того, ось собственного вращения инструмента 4 (ось Z1) вращают вокруг оси Z (оси прецессии), пересекающей ее в центре сферической рабочей поверхности инструмента 4. Ось Z1 вращают вокруг оси Z так, чтобы она описывала поверхность конуса с вершиной в точке 0, совпадающей с центром сферической поверхности инструмента 4.
Абсолютную скорость любой точки рабочей поверхности инструмента 4, который вращают вокруг неподвижной точки 0, определяют в данный момент также как при вращательном движении твердого тела вокруг мгновенной оси, проходящей через неподвижную точку 0, с угловой скоростью, равной по модулю и направлению диагонали параллелограмма, построенного на векторах переносной ωо и относительной ωо1 угловых скоростей, т.е. равна их геометрической сумме.
Учитывая это утверждение и тот факт, что на обрабатываемые шары 1 воздействуют путем подвижного контакта инструментом 4, можно сделать вывод, что обрабатываемые шары 1 кинематически связаны с инструментом 4, вследствие чего совершают сложное движение одновременно вокруг центра инструмента 4 и вокруг собственных центров 0. Таким образом, поворачиваясь, ось собственного вращения Z1 инструмента 4, оси прецессии Z, изменяют периодически по величине и направлению мгновенные угловые скорости вращения шаров 1. Это обстоятельство и является необходимым условием, обеспечивающим возможность прогнозирования кинематических параметров положения мгновенных осей вращения шаров в зоне их обработки на протяжении всего технологического процесса.
Предложенный способ обработки шаров сопровождается вполне определенными положениями мгновенных осей вращения шаров 1 в каждый момент времени. Величины и направления угловых скоростей вращения шаров 1 зависят от соотношения величины и направления угловых скоростей вращения ω0, ω01, ω02 инструментов 4 и 3 соответственно, а также в зависимости от радиуса Rш обрабатываемых шаров 1, радиуса окружности Rц, проходящей через центры обрабатываемых шаров 1, радиуса сферы верхнего инструмента Rсф и угла v. Вращение нижнего инструмента 3 в ту или иную сторону расширяет технологические возможности предложенного способа обработки шаров.
Предложенный способ обработки шаров был реализован следующим образом.
Шары диаметром 1/2 дюйма из стали ШХ 15 обрабатывали в лабораторных условиях. Обрабатываемые шары 1 размещали в кольцевой канавке нижнего инструмента 3, выполненного из чугуна марки СЧ40 твердостью НВ220 в виде диска, и воздействовали на них верхним инструментом 4, выполненным также из чугуна СЧ40 твердостью НВ220 в виде шарового сегмента.
Инструмент 4 вращали одновременно вокруг осей OZ1 и OZ со скоростями ω01> >ω0 Угол v наклона оси OZ1 к оси OZ выбирали исходя из условия прохождения оси OZ1 через центры обрабатываемых шаров 1 и из условий, когда ось OZ1 не проходила через центры обрабатываемых шаров 1. Угловые скорости вращения верхнего инструмента 4 ωо и ωо1 оставляли неизменными, а угловую скорость вращения инструмента 3 ωо2 изменяли в пределах
0≅ω01>ω01
Лабораторными испытаниями предложенного способа обработки шаров с варьированием кинематических параметров (Rш, Rц, Rcф, v, ω0, ω01, ω02 ) установлена направленная определенность влияния их величин и направлений на производительность и качество обработки шаров и тем самым была подтверждена возможность управления положением мгновенных осей вращения шаров в зоне их обработки, что в свою очередь позволяет прогнозировать качество и производительность процесса обработки шаров. Испытания показали, что при ω0, ω01, ω02 неизменных на протяжении каждого эксперимента, наибольшая производительность и улучшение качества обработки шаров достигались при угле наклона оси OZ1 к оси OZ, равном
v  arcsin
arcsin  где Rш радиус обрабатываемых шаров;
где Rш радиус обрабатываемых шаров;
Rц радиус окружности, проходящей через центры обрабатываемых шаров;
Rсф радиус сферы верхнего инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕНЗОРА ИНЕРЦИИ И КООРДИНАТ ЦЕНТРА МАСС ТЕЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2348020C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ТЕНЗОРА ИНЕРЦИИ ТЕЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2436055C2 |
| Способ чистовой обработки шаров | 1982 |
|
SU1060428A1 |
| Устройство для чистовой обработки шариков | 1982 |
|
SU1068268A1 |
| Устройство для электроэрозионной обработки зубчатых изделий пространственного зацепления | 1987 |
|
SU1537432A1 |
| Способ чистовой обработки шаров | 1979 |
|
SU1247248A1 |
| Способ обработки зубчатых изделий с пространственно-модифицированными зубьями | 1987 |
|
SU1468691A1 |
| Станок для совместной автоматизированной притирки деталей шарниров шаровых | 2021 |
|
RU2772527C1 |
| СПОСОБ РАСПОЗНАВАНИЯ КАЛИБРА СТРЕЛЯЮЩЕГО АРТИЛЛЕРИЙСКОГО ОРУДИЯ ПО ПАРАМЕТРАМ СПЕКТРАЛЬНЫХ СОСТАВЛЯЮЩИХ ПРЕЦЕССИЙ И НУТАЦИЙ | 2013 |
|
RU2553419C1 |
| Способ обработки модифицированных зубьев элементов прецессионной зубчатой пары | 1988 |
|
SU1663857A1 |
Использование: в машиностроении в подшипниковой промышленности при чистовой обработке шаров. Сущность изобретения: сообщают верхнему 4 и нижнему 3 инструментам вращения вокруг их осей. Верхний инструмент 4 выполнен в виде шарового сегмента. Ось собственного вращения инструмента 4 /ось Z1 / вращают вокруг оси Z /оси прецессии/, пересекающей ее в центре сферической рабочей поверхности инструмента 4. Ось вращают вокруг оси Z так, чтобы она описывала поверхность конуса с вершиной в точке 0, совпадающей с центром сферической поверхности инструмента 4. Угловую скорость собственного вращения верхнего инструмента ω01 и угловую скорость его прецессии ω0 связывают зависимостью ω01 ≫ ω0 ≫ 0. 1 ил.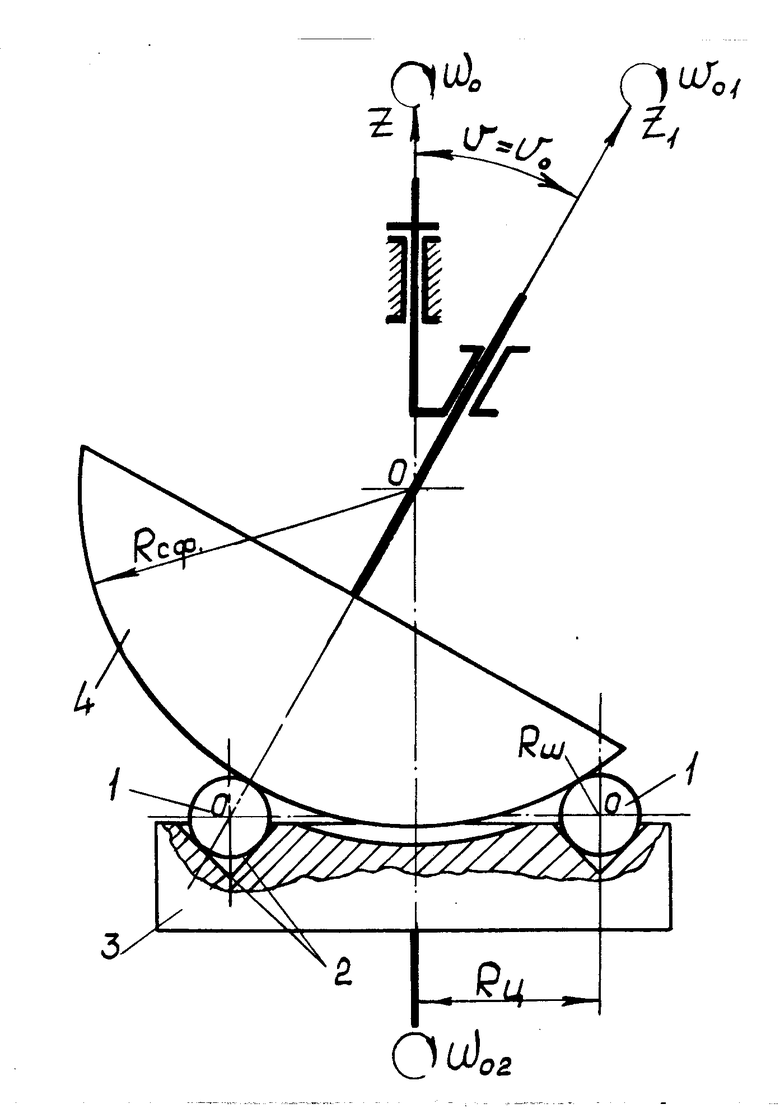
СПОСОБ ОБРАБОТКИ ШАРОВ, при котором их размещают между верхним и нижним инструментами, один из которых имеет кольцевую канавку для шариков, а другой
сферическую рабочую поверхность, располагают оси инструментов под углом одна к другой из условия их пересечения в центре упомянутой сферической поверхности и сообщают инструментам вращение вокруг своих осей, отличающийся тем, что верхний инструмент берут со сферической рабочей поверхностью и сообщают ему прецессионное движение вокруг оси вращения нижнего инструмента с углом нутации 90°>ν>0°, при этом угловые скорости собственного вращения верхнего инструмента ω01 и его прецессии ωo выбирают из условия
ω01≫ωo≥ 0.
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ обработки шариков и станок для его осуществления | 1986 |
|
SU1440672A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
