Изобретение относигся к черной металлургии, в частности к производству проката изавтоматных свине содержащих сталей, и предназначено для решения вопросов по улучшению условий труда работающих. Известные способы производства проката включают борьбу с вредными выделениями и пылью посредством душирующей вентиляции, водораспыления а также гидрообеспыливания при подаче воздушно-водяного факела в места наибольшего пылевыделения Cl3. Значительно снижая уровень запыленности в рабочей зоне оператора (вальцовщика), известные технически решения не исключают ситуации, когд содержащееся в оставшейся пыли коли чество вредных или ТОКСИЧНЫХ; „ . веществ превышает значение предельно допустимой концентрации, а дальнейшее повышение интенсивности воздухо обмена оказывается не только эффективным, но и создает угрозу простуд ных заболеваний обслуживающего персонала. Недостатками из.вестных технических решений является также формиро вание устойчивого фона рассеянного выделения вредных веществ из осевщей пыли и незащищенность атмосферы межклетового пространства, которая при прохождении горячего проката на - сыгдается испарениями с его поверхности вредных и токсичных веществ. Известен способ производства.проката, включающий нанесение на поверх ность заготовки технологического по крытия, типа стекловидных и стеклокристаллических, защищающего металл от окисления в процессе нагрева, обработки, и предотвращающего потери его на угар.Обычно эти покрытия одновременно являются горячей техно логической смазкой 211 . Применение указанных покрытий дл защиты нелегирбванной углеродистой стали, которая близка по составу и физико-химическим свойствам автоматным сталям, например, АС14, сопряжено с трудностями, обусловленными активным электрохимическим взаимодействием металла со стекловидным расплавом покрытия. Однако особенности структуры свинецсодержащих автоматных сталей не позволяют использо вать стекловидные и стеклокристаллические покрытия для предотвращени выделений в атмосферу свинца при горячей прокатке. Это связано с тем, что свинец, не растворяясь в железе при кристаллизации стали из расплава .занимает межкристаллические объемы, образуя глобулы с приведенным диаметром.5-25 мкм и более. Нагрев под прокатку (1250с) стали приводит к плавлению .свинца. В зоне пластической деформации жидкий свинец из глобул приповерхностного слоя, вытесняется на границу раздела с покры:тием, что ведет к интенсивному разрушению последнего. В связи с чем не обеспечивается как защита металла от окисления, так и защита окружающей средыот выделений свинца. Известен способ производства проката, основанный на введении в технологический процесс операций нанесения алюминиевого покрытия. Известный способ включает обязательную предварительную обработку поверхности заготовки, для чего используют одну из следующих операций: травление в 10%-ном растворе азотной кислоты, дробеструйную обработку или прокаливание. После чего методом электродуговой металлизации наносят покрытие, используя алюминиевую проволоку марки А97, и термообрабатывают заготовку СЗ J. Недостатками данного способа является обязательная операция предварительной обработки поверхности заготовок, нерегламентированные условия термообработки покрытия, а также нрименение чистого алюминия, который невозможно использовать для защиты от выделений свинца с поверхности прокатываемой автоматной стали, поскольку качество поверхности проката в этом случае резко падает. Применительно к производству проката из свинецсодержащих сталей известные способы предварительной очистки поверхности заготовок неэффективны в связи с тем, что свинец химически устойчив, обладает высокой пластичностью, а также, образуя на поверхности заготовки расеянные участки облуды, одновременно занимает микропоры, возникающие при вскрытии глобул свинца на первом переделе (слябы). Нерегламентированные условия термообработки не позволяют достичь в рамках единого технологического цикла нагрева под прокатку эффективного алитирования поверхностных слоев заготовки. Невозможность использования чистого алюминия для защиты окружающей среды от выделений свинца при горя- чей прокатке объясняется разрушением алюминиевого покрытия, которое в процессе прокатки дискретно отслаивается от поверхности, сохраняя одновременно с ней связь, образуя бахрому из множества отогнутых чешуек. Разрушаясь, покрытие определяет возможность выделения свинца с освободившейся: при этом площади поверхности 5, относительная величина которой к общей площади поверхности проката S определяется коэффициентом 6 - -5-.. -i
Величина указанного коэффициента определяется как прочностью связи покрытия с поверхностью, так и температурно-скоростным режимом прокатки .
Связывая свинец в контактной зоне пластической деформации при прока тке, покрытие при одновременном использоisaHHH вентиляции в зоне прокатки может обеспечить снижение уровня содержания свинца в окружающей эту зону атмосфере, ниже установленной предельно допустимой концентрации (ПДК), когда освободившаяся площадь поверхности проката (5) отвечает требованию
S
10 д -С- f
где L, - объем воздуха, необходимый для разбавления вредных выделений до ПДК, - - интенсивность выделения свица с единицы плсяцади в единицу времени при прокатке стали мг/м, мин; С - продолжительность прокатки,
мин; Ч-Ala- где А - содержание вредных
веществ (свинца) в пыли (%) а - ПДК этого вещества
.(свинца) мг/м.
Однако в реальных условиях для улучшения санитарно-гигиенических условий труда необходимо снизить до безопасных величин содержание свинца в атмосфере цеха и, в частности, на рабочем месте вальцовщика (оператора).
Покрытие из чистого алюминия не позволяет решить поставленную задачу. Это связано с тем, что оставшиеся на поверхности чешуйчатые частиц покрытия разрушсЬотся при движении проката в межклетевом пространстве и образуют свинецсодержащую пыль.
Поскольку технически обеспечить локсшьную вентиляцию на всей трассе движения проката невозможно, содержание свинца в атмосфере цеха и на рабочем месте вальцовщика повышается, формируется устойчивый фон свинецсодержащих выделений, нарушаются нормальные санитарно-гигиенические условия труда.
Дискретное строение покрытия, наличие чешуек и задиров на поверхности проката после горячей прокатки создает угрозу механических травм кожного покрова и глаз, ухудшает коррозионную устойчивость проката при хранении, ухудшает товарный вид продукции.
Целью изобретения является улучшение санитарно-гигиенических условий прокатки и повышение качества его поверхности.
Поставленная цель достигается тем, что согласно способу, включающему нанесение защитного покрытия, нагрев и последующую прокатку заготовки, в качестве защитного покрытия используют железоалюминиевую сМесь в соотношении компонентов, мас.,%:
Железо 70-75
Алюминий 25-30
Причем для обеспечения в полной мере возможностей .диффузионного растворения алюминия в, поверхностном слое заготовки и перевода свинца в окислившуюся часть покрытия и с целью совмещения нагрева заготовок под прокатку с термообработкой
5 J покрытия нагрев ведут по следующему режиму: до бОО-ббО С со скоростью 10-15°С/мин, до 720-760С со скоростью Б-Ю С/мин и далее до температуры нагрева под прокатку (1250°С) со скоростью, предусмотренной технологической инструкцией для данной марки стали,
Кроме того, начальную толщину покрытия и режимы прокатки выбирают таким образом, что площадь 5 поверхности заготовки, освободившейся от покрытия вследствии его частичного разрушения и образования новой поверхности в связи с пластической деформацией заготовки отвечает условию
(Д)1Г«/
где L, - количество воздуха, необходимое для разбавления вредных вьщелений свинца до значений ПДК, м-;
интенсивность выделения свинца в единицу времени с единичной площади для заготовки без покрытия, известной температуры и заданной марки стали, соответственно, со свободной горячей поверхности и при прокатке с заданными основными параметрами мг/м.мин; Г - время, мин; f - fi/cn - где А - содержание свинца в общей массе пыли, %;
« - ПДК свинца мг/м . Для учета поступлений свинца в атмосферу с поверхности раската при движении его в межклетевом пространстве отбор проб воздуха осуществляют непосредственно на рабочем месте вальцовщика.
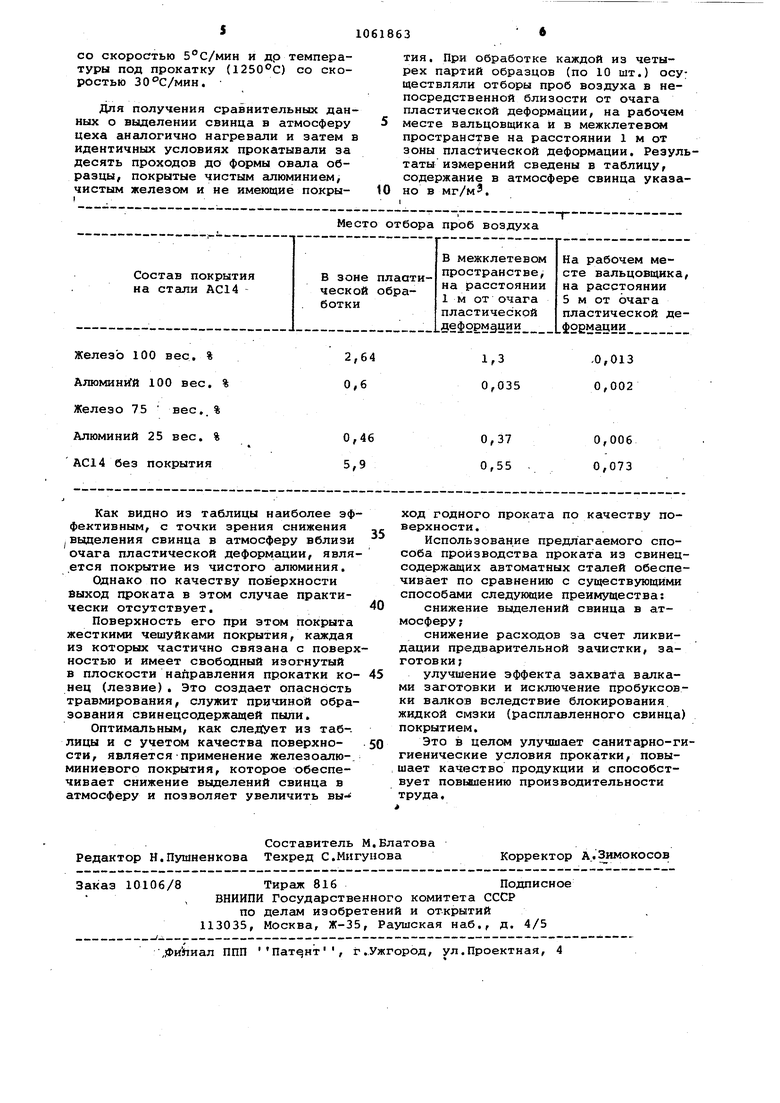
Пример. Производили прокатку пруткоЬ d-40 мм из стали АС14, покрытых смесью Fe-AC в соотношении по весу FC- 75% ЛС - 25%, методом электродуговой металлизации. Нагрев образцов осуществляли до t° 650с 5 со скоростью 15 с/мин, до t° 750°C
со скоростью 5°С/мин и др температуры под прокатку () со скоростью 30°С/мин.
Для получения сравнительных данных о выделении свинца в атмосферу цеха аналогично нагревали и затем в идентичных условиях прокатывали за десять проходов до формы овгша образцы покрытые чистым алюминием, чистым железом и не имеющие покрыМесто отбора проб воздуха
тия, При обработке каждой из четырех партий образцов (по 10 шт.) осу; ществляли отборы проб воздуха в непосредственной близости от очага пластической деформации, на рабочем месте вальцовщика и в межклетевсм пространстве на расстоянии 1 м от зоны пластической деформации. Результаты измерений сведены в таблицу, содержание в атмосфере свинца указано в мг/м.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА АВТОМАТНОЙ СТАЛИ АМ14 | 2010 |
|
RU2437739C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2101132C1 |
| АВТОМАТНЫЕ ВИСМУТСОДЕРЖАЩИЕ СТАЛИ | 2012 |
|
RU2503737C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1998 |
|
RU2135624C1 |
| НИЗКОУГЛЕРОДИСТАЯ АВТОМАТНАЯ СТАЛЬ | 2023 |
|
RU2814575C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135626C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135627C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1997 |
|
RU2128723C1 |
| АВТОМАТНАЯ ЛЕГИРОВАННАЯ СТАЛЬ | 1997 |
|
RU2128726C1 |
| АВТОМАТНАЯ СТАЛЬ | 1998 |
|
RU2135628C1 |
1. СПОСОБ ПРОИЗВОДСТВА ПРОКАТА. ИЗ СВИНЕЦСОДЕРЖАЩИХ СТАЛЕЙ, включающий нанесение защитного покрытия, нагрев и последующую прокатку заготовок, отличающийся тем, что, с целью улучшения санитарно-ги-. гиенических условий при прокатке и повышения качества поверхности проката, в качестве покрытия используют железоалюминиевую смесь при следующем соотношении компонентов, мае, %: Железо 70-75 Алюминий 25-30 2. Способ по п. 1, отличающийся тем, что начальную толщину покрытия определяют из условия, что свободно испускающая свинец поверхность имеет рдсяцсшь / L 54 10(f .,г jCRe - количество воздуха, необходимое для разбавления выделений свинца до ПДК, м; t е интенсивность выделения евин ца в единицу времени с единичной площади для заготовки без покрытия, известной (Л температуры и заданной марки . стали соответственно со свободной горячей поверхности и при прокатке с заданными основными параметрами мг/м, мин; Г Ч время; А/а, где А - содержание свинца в пыли, % , а - ПДК свинца, мг/м . о: 3. Способ по п. 1, отличающийся тем, что, с целью совмеще00 О) ния нагрева заготовок под прокатку с термообработкой покрытия, нагрев ведут по следующему режиму - до 600оо со скоростью 10-15°С/мин, до 720-760°С.-. со скоростью 5-10°С/мин и далее дотемпературы нагрева под прокатку.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Охрана труда в прокатном производстве | |||
| Металлургия, .1973, с.30-387 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Наука , 1972, с | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Металлургия, 1982, N 140, с.136-140. | |||
