Изобретение оптосится к обработ-ке металлов давлением, в частности к инструменту для гибки отводов из трубных заготовок
Известен рогообразиый сердечник для изготовления отводов из трубных заготовок, содержащий хвостовик, последовательно расположенные направляющий и формообразующий участки и съемную калибрующую часть (1).
Недостатком данного сердечника является то, что из-за циклического нагрева и охлаждения всех его участков, в том числе и калибрующей части, происходит формоизменение сердечника, что (приводит к разбросу геометрических размеров изготавливаемых отводов.
Цель изобретершя является улучшение качества отводов путем повышения точности их размеров.
Указанная цель достигается тем, что рогообразный сердечник для изготовления отводов из трубных заготовок,содержащий последовательно расположенные хвостовик, направляющий и формообразующий участки и съемную калибрующую часть, дополнительно снабжен прокладкой, смонтированной между торцами формообразующего участка и съемной калибрующей части, при этом прокладка выполнена из материала с низкой теплопроводностью, а съемная калибрующая часть - из металла с низкой -магнитной проницаемостью (например, из 12XI8H10T или ВНЛ-3).
На чертеже изображен рогообразный сердечник для изготовления отводов из трубных заготовок.
Он содержит хвостовик I, направляющий участок 2, формообразующий участок 3, прокладку 4 и калибрующую часть 5.
При помещении сердечника в высокочастотное электромагнитное поле его направляющий 2 и формообразующий 3 участки нагреваются до температуры, соответствующей заданным режимам гибки отводов, а калибрующей часть 5, благодаря выполнению ее из материала с низкой магнитной проницаемостью, меньше нагребается, остается относительно холодной. Это способствует стабилизации ее размеров в процессе гибки и позволяет существенно повысить точность размеров отводов.
Помимо повышения точности отводов сердечник обеспечивает получение качественной внутренней их поверхности, так как протяжка нагретой трубной заготовки по холодной калибровочной части сердечника предотвращает налипание металла трубы на рабочую поверхность калибровочной части и образование задиров и рисок на внутренней поверхности отвода.
| название | год | авторы | номер документа |
|---|---|---|---|
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU741988A1 |
| Рогообразный сердечник для изготовления отводов с фланцами из трубных заготовок | 1990 |
|
SU1787617A1 |
| Рогообразный сердечник | 1983 |
|
SU1224042A1 |
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1278063A1 |
| Рогообразный сердечник | 1986 |
|
SU1391770A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ | 1995 |
|
RU2100117C1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
| Способ изготовления крутоизогнутых тонкостенных переходников | 1988 |
|
SU1581411A1 |
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |
РОГООБРАЗНЫЙ СЕРДЕЧНИК ДЛЯ ИЗГОТОВЛЕНИЯ ОТВОДОВ ИЗ ТРУБНЫХ ЗАГОТОВОК, содержащий последовательно расположенные хвостовик, направляющий и формообразующий участки и съемную калибрующую часть, отличающийся тем, что, с целью повыщения точности изготовления отводов, он дополнительно снабжен прокладкой, смонтированной между торцами формообразующего участка и съемной калибрующей части, при этом прок.падка выполнена из материала с низкой теплопроводностью, а съемная калибрующая часть - из металла с низкой магнитной проницаемостью. е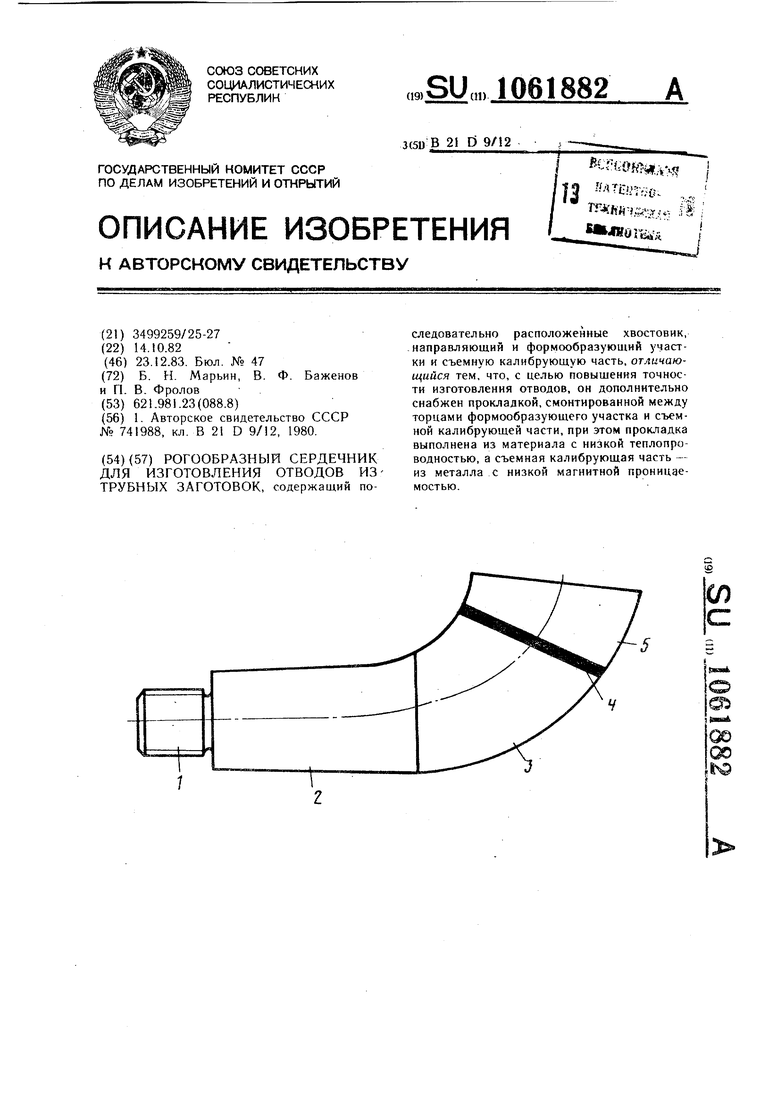
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU741988A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
