Изобретение относится к обработке металлов давлением, в частности к способам гибки труб
Цель изобретения - расширение технологических возможностей и улучшение качества изделий за счет предотвращения гофрообразования и трещин на переднем конце заготовки„
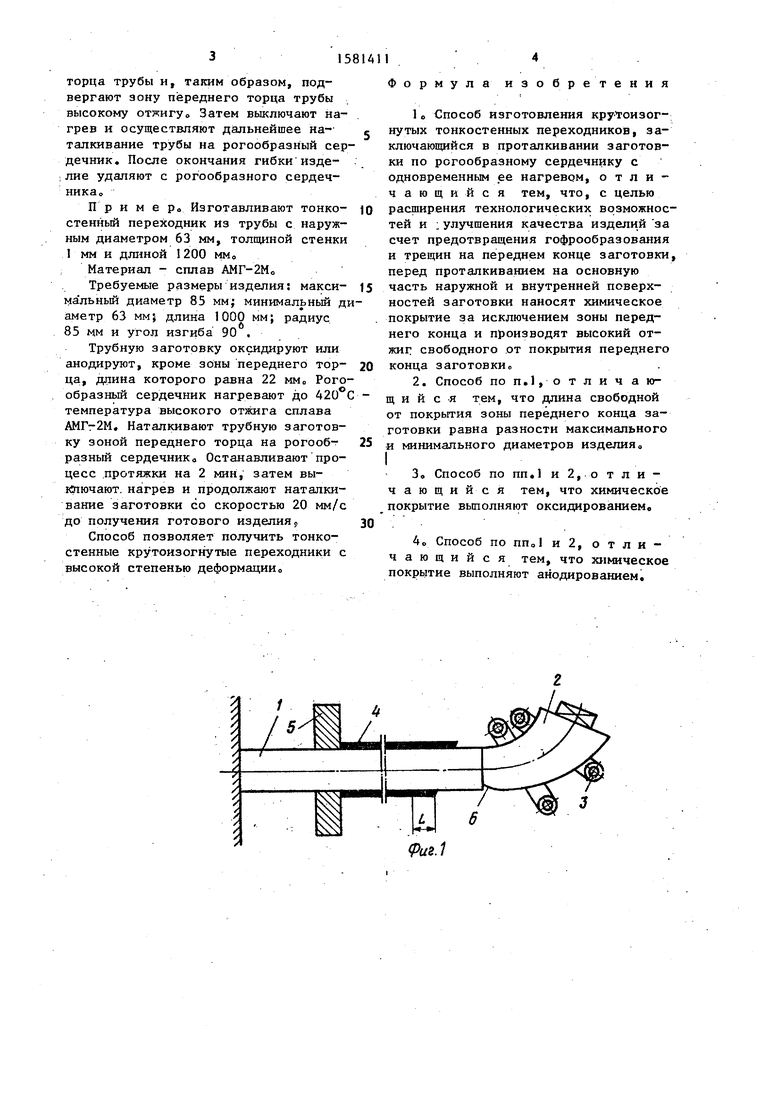
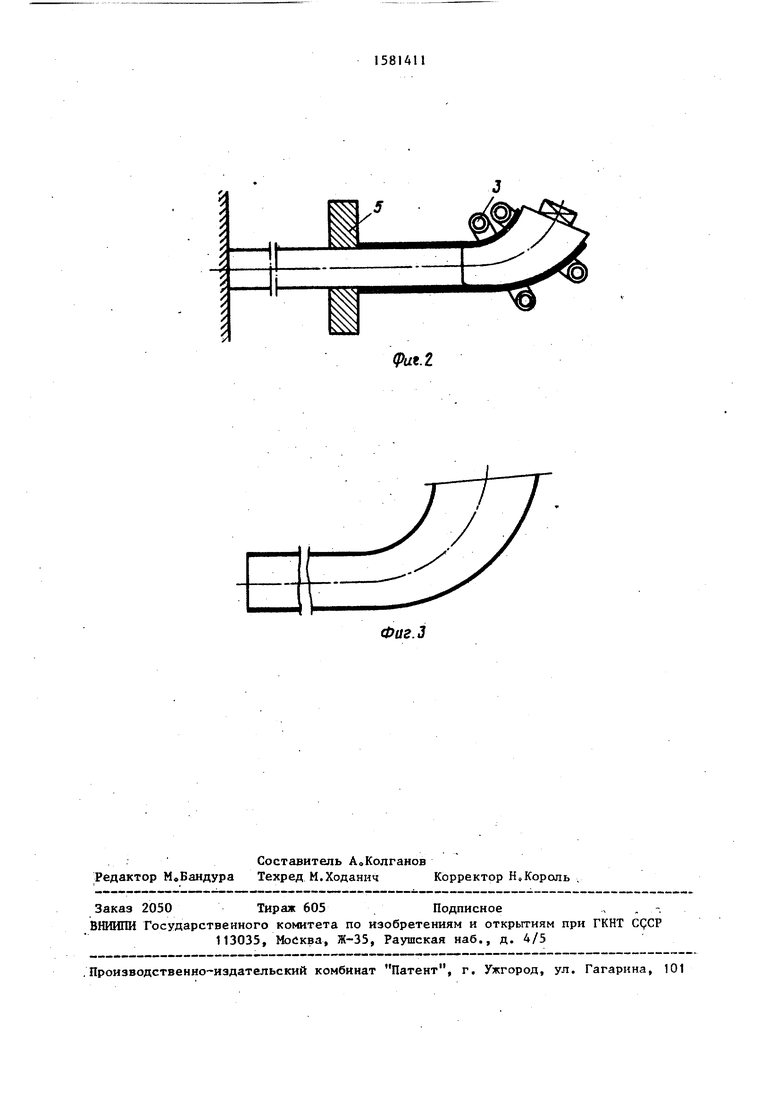
На фиг„1 представлено устройство для реализации способа, общий вид, исходное положение; на фиг„2 - то же, в конце гибки; на - готовое изделиео
Устройство для реализации способа содержит штангу 1 , закрепленную на станине пресса. На свободном конце штанги смонтирован рогообразный сердечник 20 Нагрев рогообразного сердечника 2 осуществляется индуктором 3. Для перемещения трубной заготовки 4 устройство содержит подвижную граверсу 5о На входе рогообразного сер- дечНика 2 выполнен скос 6„
Способ изготовления крутоизогнутых переходников осуществляется следующим образом
На штангу 1 устанавливают трубную заготовку 4 с предварительно нанесенным на ее внешнюю и внутреннюю поверхности химическим покрытием,выполненным оксидированием и анодированием. Покрытие наносят, исключая зону переднего торца трубы, длиной, равной разности максимального и минимального диаметров изделия. Затем на свободный конец штанги 1 устанавливают рогообразный сердечник 2„ Осуществляют нагрев рогообразного сердечника 2 индуктором } до температуры высокого отжига материала заготовки0 Трубную заготовку наталкивают на рогообразный сердечник на длину зоны переднего
ел
00
торца трубы и, таким образом, подвергают зону переднего торца трубы высокому отжигу Затем выключают нагрев и осуществляют дальнейшее на- талкивание трубы на рогообразный сердечник. После окончания гибки изделие удаляют с рогообразного сердечника
П р и м е РО Изготавливают тонко- стенный переходник из трубы с наружным диаметром 63 мм, толщиной стенки 1 мм и длиной 1200 мм,,
Материал - сплав АМГ-2М0
Требуемые размеры изделия: макси- ма льный диаметр 85 мм; минимальный даметр 63 мм; длина 1000 мм; радиус 85 мм и угол изгиба 90 .
Трубную заготовку оксидируют или анодируют, кроме зоны переднего тор- ца, длина которого равна 22 мм0 Рогообразный сердечник нагревают до 420° температура высокого отжига сплава АМГ-2М. Наталкивают трубную заготовку зоной переднего торца на рогооб- разный сердечника Останавливают процесс протяжки на 2 мин, затем вы- кйючают нагрев и продолжают наталкивание заготовки со скоростью 20 мм/с до получения готового изделия
Способ позволяет получить тонкостенные крутоизогнутые переходники с высокой степенью деформации
Формула изобретения
1 о Способ изготовления крутоизогнутых тонкостенных переходников, заключающийся в проталкивании заготовки по рогообразному сердечнику с одновременным ее нагревом, отличающийся тем, что, с целью расширения технологических возможностей и .улучшения качества изделий за счет предотвращения гофрообразования и трещин на переднем конце заготовки перед проталкиванием на основную часть наружной и внутренней поверхностей заготовки наносят химическое покрытие за исключением зоны переднего конца и производят высокий отжиг свободного от покрытия переднего конца заготовкио
2. Способ по п.1, отличающийся тем, что длина свободной от покрытия зоны переднего конца заготовки равна разности максимального и минимального диаметров изделия I
3 Способ по пп.1 и 2, отличающийся тем, что химическое покрытие выполняют оксидированиемо
40 Способ по пп01 и 2, отличающийся тем, что химическое покрытие выполняют анодированием.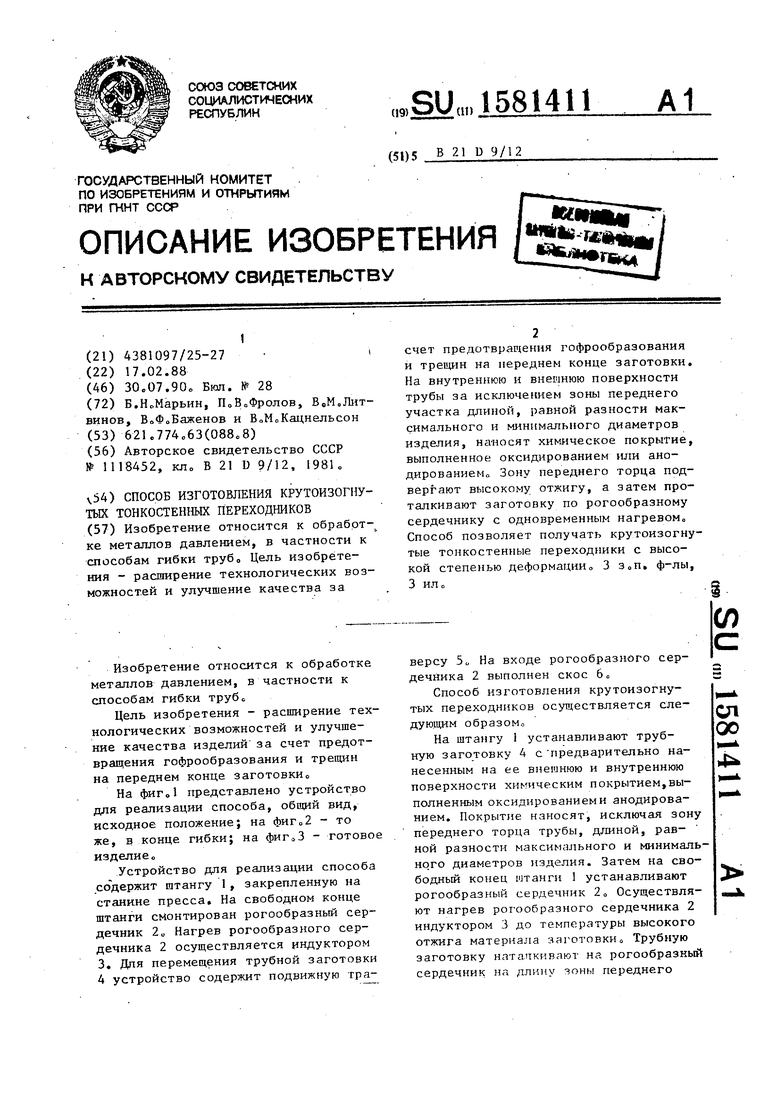
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления крутоизогнутых отводов | 1985 |
|
SU1278063A1 |
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2096113C1 |
| Способ получения тонкостенных патрубков из листовых заготовок | 1988 |
|
SU1532162A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ОТВОДОВ | 1996 |
|
RU2119838C1 |
| Рогообразный сердечник | 1983 |
|
SU1224042A1 |
| Рогообразный сердечник для изготовления отводов из трубных заготовок | 1979 |
|
SU863069A1 |
| Способ гибки тонкостенных патрубков | 1987 |
|
SU1505625A1 |
| Наполнитель трубных заготовок | 1982 |
|
SU1031562A1 |
| Способ изготовления изогнутых отводов | 1984 |
|
SU1247117A1 |
Изобретение относится к обработке металлов давлением, в частности, к способам гибки труб. Цель изобретения - расширение технологических возможностей и улучшение качества за счет предотвращения гофрообразования и трещин на переднем конце заготовки. На внутреннюю и внешнюю поверхности трубы за исключением зоны переднего участка длиной, равной разности максимального и минимального диаметров изделия, наносят химическое покрытие, выполненное оксидированием или анодированием. Зону переднего торца подвергают высокому отжигу, а затем проталкивают заготовку по рогообразному сердечнику с одновременным нагревом. Способ позволяет получать крутоизогнутые тонкостенные переходники с высокой степенью деформации. 3 з.п. ф-лы, 3 ил.
Фаг.З
| Способ изготовления крутоизогнутых отводов | 1981 |
|
SU1118452A1 |
