Изобретение относится к металлур гии и может быть использовано для обработки расплавов чугуна и.стали.
Известно устройство для обработки чугуна магнием в ковше, содержащее установленную на ковш крышку с центральньпу отверстием для вв.ода штанги гаспарителя магния, К верхней части 11танги крепится груз/ связанный цепями с крышкой 13.
Однако это устройство ненадежно в работе, так как штанга испарителя зарастает металлом и шлаком и требуется периодическая чистка штанги,
Известно устройетво для обработк металла в ковша, содержащее карелку установленную в аертикальны.х направляющих с упорами, жестко установленными на крышке, в крышке выполнено центральное отверстие для .ввода ,модификатора С2.
Недостатком известного устройств является необходимость удерживать каретку краном в верхнем положении при замене испарителя.
Цель изобретения - обеспечение удобства эксплуатации.
Поставленная цель достигается теК;. что установка для янепечной ооработки металла, содержащая ковш, две вертикальные направляющие с огракичительными упорами, установленную в них подвижную каретку с фурмой, снабжена С-образной плитой, жестко закрепленной на нижних тордах направляющих, вертикальными тягг iи и связанными с ними поворотиыЕ И фиксаторами,направляющие выполнены с пазами под фиксаторы, а ковш снаб жен кольцевым поясом жесткости, при атом тяги установлены одна относительно другой на расстоянии 1,021,2 размера кольцевого пояса в плоскости, проходящей через продольные оси тяг.
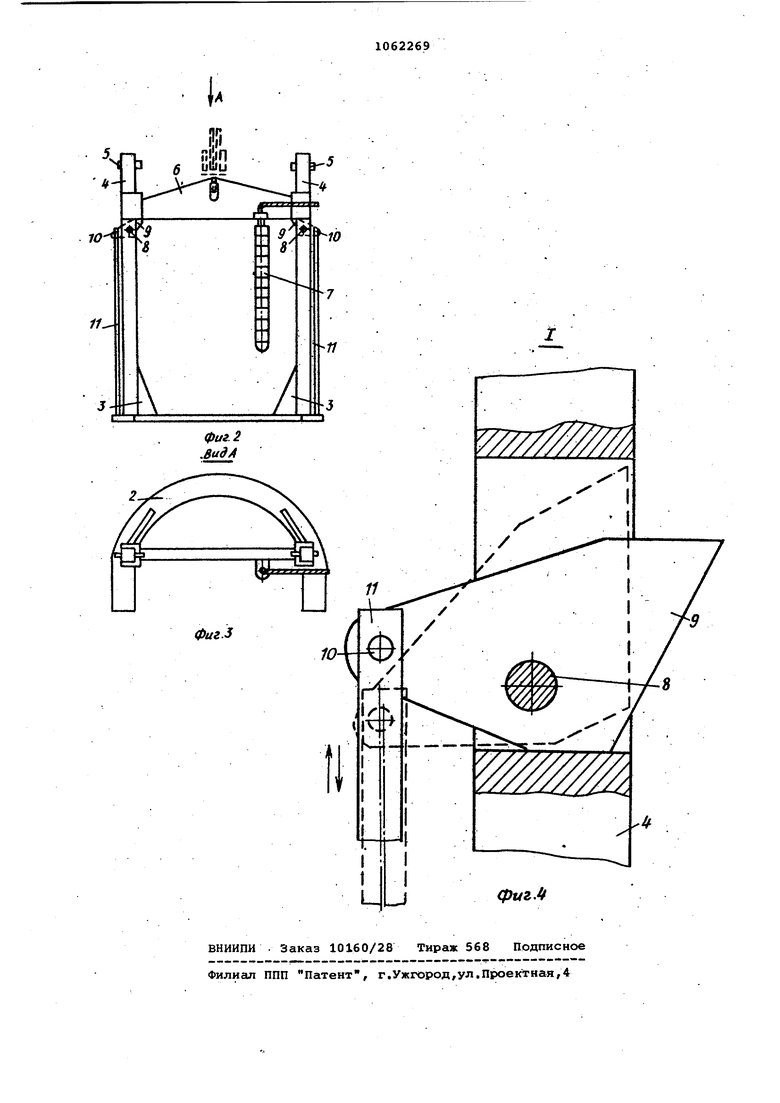
На фиг, 1 изображена установка, общий вид; на фиг.2 - то же, при верхнем положении каретки; на фиг.З вид А на фиг.2; на фиг.4 - узел 1 на фигЛ,
Установка включает разливочный ковш 1, С-образную плиту 2, на которой жестко закрепленыс помощью подкосов 3 две вертикальные направляющие 4, снабженные неподвижными упорами 5. В направляющих установлена подвижная каретка б с закрепленной на ней фурмой 7. К фурме 7 по трубопроводу (не показан) подводится газ, В верхней части каждой из направляющих имеется паз, в котором на оси 8 расположен поворотный фиксатор 9, с,оединенный с помощью
пальца 10 с тягой 11. Нижний конец тяги 11 может быть расположен ниже уровня основания плиты 2 на 1001.20 мм. Расстояние между нижними концами тяг составляет 1,02-1,2 размера опорного пояса ковша в плос- . кости, проходящей через оси тяг. Указанные-, расстояния соответствуют наиболее оптимальным формам и размерам плиты 2 и фиксатора 9. При
расстоянии между тягами больше 1,2 размера кольцевого пояса жесткости неоправда.нно увеличиваются размеры фиксатора и плиты и ход поворотного фиксатора., при уменьшении этого
расстояния меньше 1, обеспечивается необходимый зазор между тягой и поясом жесткости.
Установка работает следующим образом.
Перед началом обработки стали устройство для продувки реагентами устанавливают краном на пол цеха. При соприкосновении нижних концов ткг 11с полом цеха тяги перемещгиотся вверх и, воздействуя через пальцы
10на фиксаторы 9, поворачивают вокруг осей 8. Опорные части фиксаторов 9 выходят из пазов. Перемещение тяг 11 происходит до тех пор, пока плита 2 не коснется пола цеха. После этого каретка б под действием с.обственного веса опустится по направляющим 3 на опорные части фиксаTdboB 9. К каретке прикрепляют фурму 7 с газоподводящим трубопроводом. После выпуска металла из сталеплавильного агрегата в ковш 1 устройство краном поднимают вверх, каретка, перемещаясь вдоль направляющих 4, доходит до неподвижных упоров 5 и происходит подъем устройства.Тяги
11под действием собственного веса опускаются вниз и поворачивают в обратную сторону фиксаторы 9, опорные части которых убираются в пазы на направляющих 4.
Устройство устанавливают на кольцевой пояс жесткости ковша, каретка с фурмой 7 опускается вниз для вдувания реагентов в жидкий металл.
Благодаря возможности фиксации подвижной каретки в верхнем положении при смене фурмы не тре.буется удерживать каретку краном или располагать установку на специальном стенде. Это устраняет дополнительную загрузку кранового оборудования, затраты, связанные со строительством стендов большой высоты, и повышает степень-безопасности работы обслуживающего персонала.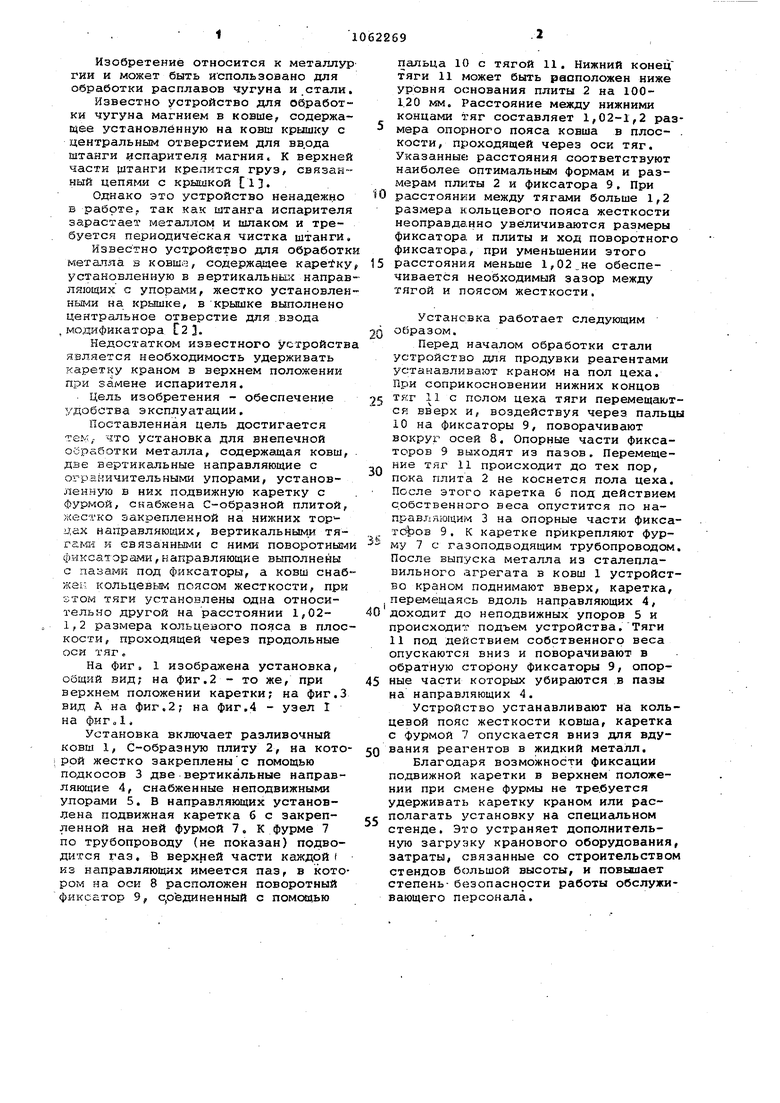
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для комплексной обработки металла | 1990 |
|
SU1740436A1 |
| Устройство для обработки жидкого металла | 1980 |
|
SU1022993A1 |
| Устройство для обработки чугуна магнием в ковшах | 1977 |
|
SU662589A1 |
| Устройство для обработки жидкогоМЕТАллА | 1979 |
|
SU817060A1 |
| Прессующая установка для формования железобетонных изделий и ее элементы | 1991 |
|
SU1838100A3 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША | 1996 |
|
RU2104123C1 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША (ВАРИАНТЫ) | 1994 |
|
RU2048260C1 |
| Устройство для десульфурациичугуНА | 1979 |
|
SU846564A1 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША | 1994 |
|
RU2043856C1 |
| ШИБЕРНЫЙ ЗАТВОР ЛИТЕЙНОГО КОВША | 2013 |
|
RU2567419C2 |
УСТАНОВКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛА, содержащая ковш, две вертикальные направляющие с ограничительными упорами, установленную в них подвижную каретку с фурмой, отличающаяс я тем, что, с целью обеспечения удобства эксплуатации, она снабжена С-образной плитой, жестко закрепленной на нижних торцах направляющих, вертикальными тягами и связанными с ними поворотными фиксаторами, направляющие выполнены с пазами под фиксаторы, a ковш снабжен кольцевым поясом, жесткости, при этом тяги установлены одна относи тельно другой на расстоя- . ( НИИ 1,02-1,2 размера кольцевого пояса жесткости в плоскости, проходящей через продольные оси тяги.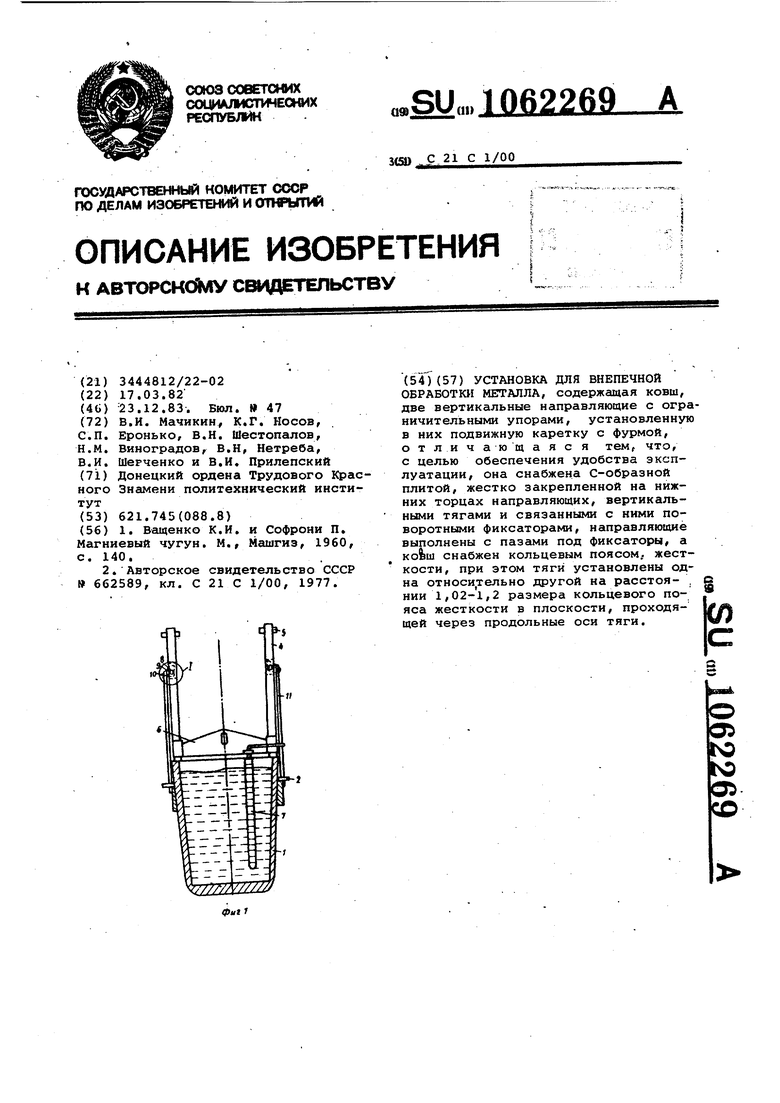
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ващенко К.И | |||
| и Софрони П | |||
| Магниевый чугун | |||
| М., Машгиэ, 1960, с | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для обработки чугуна магнием в ковшах | 1977 |
|
SU662589A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
