Изобретение относится к производству изделий сборного бетона и железобетона. Известен способ изготовления трубчатых изделий путем сборки и установки формы на посту формования подачи и уплотнения бетонной смеси под воздействием колебаний возбудителей колебаний, закрепленных на наружной форме 1. Наиболее близким к изобретению является способ изготовления трубчатых изделий из бетонных смесей, включающий сборку формы, подачу и уплотнение бетонной смеси под вибровоздействием круговых колебаний, прикладываемых к верхнему и нижнему концам формы 2. Известные способы не обеспечивают требуемое качество формуемых изделий вследствие неоднородной плотности последних по длине. Целью изобретения является повышение качества формуемых изделий путем, обеспечения однородности их уплотнения по длине. Указанная цель достигается тем, что согласно способу изготовления трубчатых изделий из бетонных смесей, включающему сборку формы, подачу и уплотнение бетонной смеси под вибровоздействием круговых колебаний, прикладываемых к верхнему и нижнему концам формы, вибровоздействие на верхний и нижний концы формы осуществляют в противоположных направлениях с частотой 120-180 рад/с, с разницей частот колебаний между верхним и нижним концами формы, равной 30-50 рад/с. На чертеже изображено устройство для осуществления способа. Пример /.На пост формования с возбудителем 1 колебаний, стационарно закрепленным на опорной раме 2, устанавливается в сборе сердечник 3 с чехлом 4 и форма 5, затем в сердечник 3 в его верхнюю часть устанавливают возбудитель 6 колебаний, при этом положение вибровозбудителей 1 и 6 колебаний фиксируют при помоши пневмоприжимов 7, после чего включают возбудители 1 и 6 колебаний, которые при работе возбуждают круговые колебания верхнего и нижнего концов формы 5 в противоположных направлениях соответственно с частотой 120 и 150 рад/с, т.е. с разницей в 30 рад/с и подают при этом в зазор между формой 5 и сердечником 3 бетонную смесь, которая под воздействием этих колебаний равномерно уплотняется по длине изделия. Пример 2. На пост формования с возбудителем 1 колебаний, стационарно закрепленным на опорной раме 2, устанавливается сердечник 3 с чехлом 4 и фор.мой 5, затем в верхнюю часть сердечника 3 устанавливают возбудитель 6 колебаний, при этом положение возбудителей 1 и 6 колебаний фиксируется при помощи пневмоприжимов 7, после чего включают возбудители 1 и 6, которые при работе возбуждают круговые колебания верхнего и нижнего концов формы 5 в противоположных направлениях с частотой 130 и 180 рад/с, т.е. с разницей в 50 рад/с, и подают при этом в зазор между формой 5 и сердечником 3 бетонную смесь, которая под воздействием этих колебаний равномерно уп.аотняется по длине изделия. Использование предложенного способа изготовления трубчатых изделий из бетонных смесей в промышленности стройматериалов позволяет повысить качество формуемых изделий за счет обеспечения однородной плотности по их длине.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трубчатых изделий из бетонных смесей | 1987 |
|
SU1576343A1 |
| Способ изготовления раструбных труб из бетонных смесей и устройство для его осуществления | 1987 |
|
SU1502350A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Устройство для формования тел вращения из бетонных смесей | 1980 |
|
SU897531A1 |
| Установка для формования трубчатых изделий из бетонных смесей | 1988 |
|
SU1544582A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| Способ изготовления напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU996213A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕДВАРИТЕЛЬНО НАПРЯЖЕННЫХ БЕЗРАСТРУБНЫХ ТРУБ | 1992 |
|
RU2068778C1 |
| Устройство для формования трубчатых изделий из бетонных смесей | 1979 |
|
SU753641A1 |
| Сердечник установок для формования трубчатых изделий из бетонных смесей | 1981 |
|
SU973373A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИИ ИЗ БЕТОННЫХ СМЕСЕЙ, включаюш,ий сборку формы, подачу и уплотнение бетонной смеси под вибровоздействием круговых колебаний, прикладываемых к верхнему и нижнему концам формы, отличающийся тем, что, с целью повышения качества формуемых изделий путем обеспечения однородности их уплотнения по длине, вибровоздействие на верхний и нижний концы формы осуш,ествляют в противоположных направлениях с частотой 120- 180 рад/с, с разницей частот колебаний между верхним и нижним концами формы, равной 30-50 рад/с. сл О5 ел со О5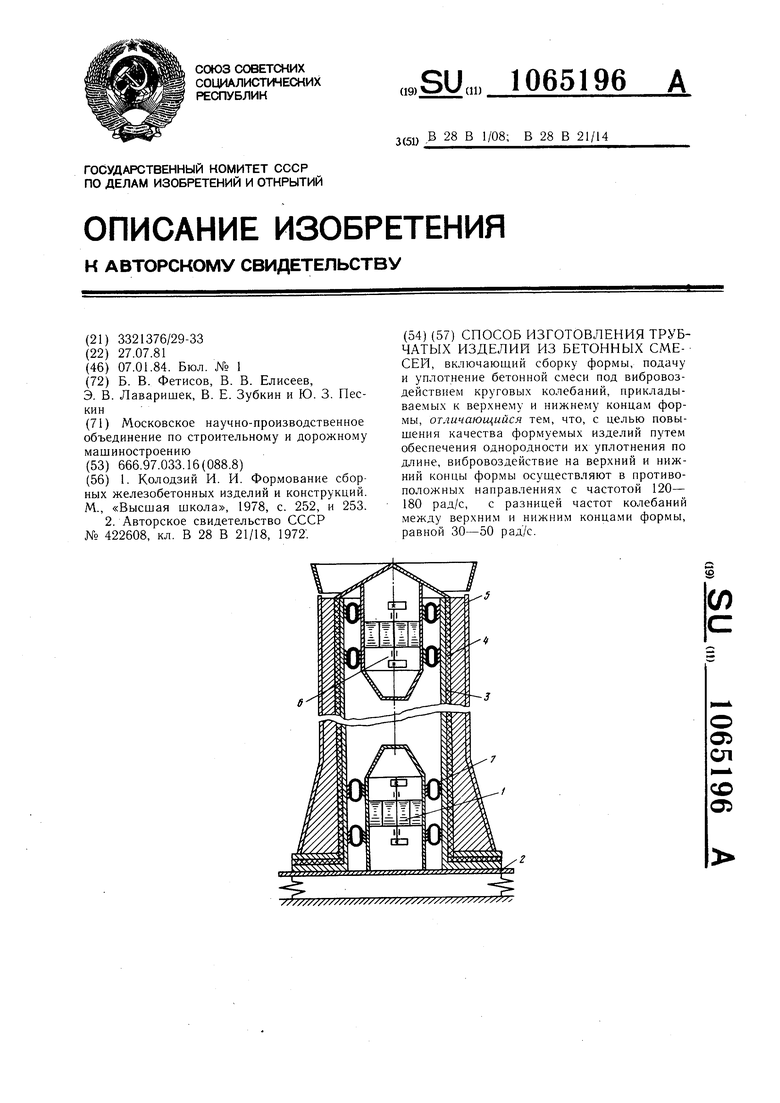
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Колодзий И | |||
| И | |||
| Формование сборных железобетонных изделий и конструкций | |||
| М., «Высшая школа, 1978, с | |||
| Телефонно-трансляционное устройство | 1921 |
|
SU252A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| 1972 |
|
SU422608A1 | |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
