Способ по п. 1, о т л и ч а юи с я тем, что количество во, необходимое для гюдачи в проую ванну, в случае, когда ЛШУ,
, определяют по фо миуле:
п.
).
П; постоянная электролита (определяется расчетноэкспериментальным путем); Я
п ,
1 допустимая концентрация
основного компонента в промывной ванне;
F.(u,).m.
гп, - удельный унос раствора из технологической i-й ванны в промывную;
S- площадь поверхности промывных деталей;
концентрация основного компонента в технологической i-й ванне, предшествующей промывной;
UI - значение показателя электропроводности воды после загрузки деталей в промывную ванну.
ш° иОч ли;
3, Способ по п, 1, от л и ча ю щ.и и с я тем/ что время подачи ворл в промывную ванну, в случае, когда UI , определяют из условия
где ig - время подачи воды в
промывную ванну; Д1 - время от начала процесса обработки до их погружения в i-ю промывную ванну,
t . Q -ei-:
где i производительность подающе го трубопровода для i-й ванны.
1. СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПОДАЧИ ВОДО В ПРОМЫВ- НЫЕ ВАННЫ ГАЛЬВАНИЧЕСКИХ ЛИНИЙ, включающий измерение показателя злектррпixDBoднocти воды ш в промывной ванне после загрузки ее деталями, подачу воды в промывную ванну при ш ,S (предельно допустимое знаЛенйе) и отключение подачи воды при О т л и ч a ю щ и и с я тем что, с целью повьлиения качества промывки и производительности, перед началом процесса промывки измеряют показатель злектропроводности промывной воды,площадь поверхности деталей, по9тупающих на обработку, определяют категорию их сложности, изменение показателя электропроводности воды при загрузке промывной ванны деталями от первоначального значения и осуществляют.подачу воды в промывную ванну, в случае, когда величина -ч UH-Ato S (ДО) - изменение uJ), - до $ ее загрузки деталями, В случае, kor(О да величина ш + лихл, - после ее загрузки деталями. о 05 СП О1 О ot
;--. Г ,
Изобретение относится к управлени технологическими процессами гальванического, химического и других производств, требующих значительного расхода воды.
Известен способ управления подаче воды в промывные ванны гальванических линий, включающий предварительну ручную регулировку расхода l3«
Однако такой способ не может гарантировать требуемого качества промывки, поскольку не предусматривает его активного контроля. Регулируемая подача воды по результатам измерения концентраций примесей в каждой из . промывных ванн также не находит широ кого применения из-за высокой стоимости крнцентратомеров.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является способ автоматического регулирования подачи воды в промывные ванны гальванических линий, включающий измерение показателя электропроводности в промывной ванне после загрузки ее деталями, подачу воды в промывную BaHHj при u)7,S и отключение подачи воды при 1X1 Я / где и - показатель электропроводности, Я- предельно допустимое значение электропроводноети Г2.
Недостатком-известного способа является.то, что он не исключает вероятность получения некачественной промывки, так как условие хи , П может быть достигнуто непосредственно после загрузки очередной подвеск с деталями в промывную ваНну, что может привести к плохому качеству промывки, и, как следствие, к получению некачественных покрытий при последующей обработке деталей или к необходимости увеличения в ремени промывкиj что приводит к снижению производительности гальванической линии в VjenotJi, Так, например, при npoMfcjBKe в ванне подвески площадью 5 1 м и выполнения условия со S после ее загрузки, с учетом того, что на подвеске обрабатываются детали 3-и группы сложности (таблица)
Cfi ц
SCO, в
при критерии промывки К
промывную ванну необходимо подать 100 л-воды.
При сечении подающего трубопровода SQ 20 мм и скорости движения воды в нем Vr 2 м/с расход воДы через него (ц,) определяется по формуле:
Л. . (1) где jU.:0,6i - коэффициент расхода
(для воды в-трубопроводе) ; Н - располагаемый напор;
H-h-
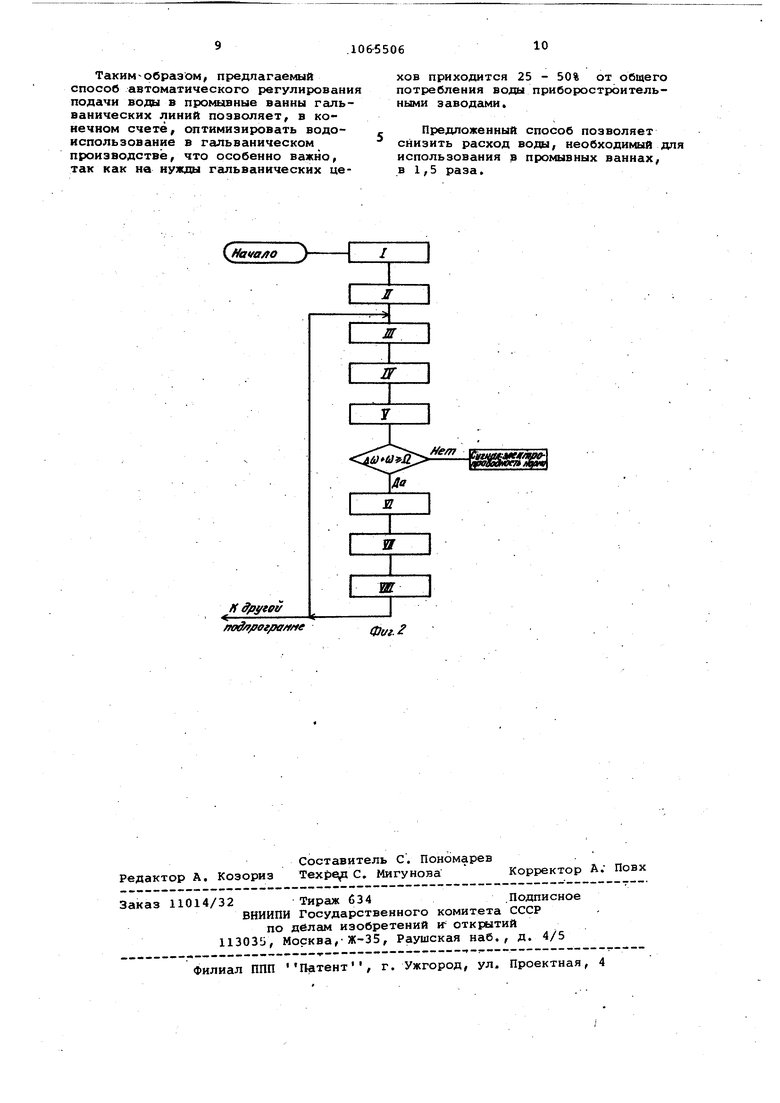
(2) . где Н - давление перед отверстием; Hj - давление за отверстием. Для трубопровода, приняв получают 11- Н - Н- 0; Подставив выражение (3) в (2), полу чим н . , ;(4)/ Подставив выражение (4) в (1), полу чим :. (5) Подставив в выражение (5) числовые значения, Выбранные из реальнЕдх соображений, получим . ,.,83-10 Х-) , С , 2Ъ - , . , .мин . ;.,-. . .. , т.е; время/ необходимое для подачи необходимого количества воды (100 л при такой производительности(без учета длины подающего трубопровода.) составит величину t 100:23 4,34 мин которая превышает величину времени непосредственно процесса промывки (-0,5-1 мин) / что и приводит к.сниже нию-производительности гальванических плиний в целом. По условиям работы системы, реализующей известный способ, прогллвка деталей в последующей промывной ван не, возможна лишь после окончания процесса промывки (и его контроля) в предыдущей ванне,что также ограни чиЗвает производительность, например многопроцессных гальванических линий подвески с деталями, в которых могут одновременно находиться сразу в нескольких промывных ваннах. Цель изобретения - повышение качества промывки и производит льносГ-РИ.. ; . ; - , ,.; - . -- - - ; ;:: Поставленная цель достигается тем, что согласно способу автфматй;ческого регулирования подачи воды в промывные ванны гальванических V линий, включающему измерение показателя злектропроводностй воды al в промывной ванне после загрузки ее деталями, подачу воды и промывную ванну при Ш7/Я (предельно допусти.мое значение) и отключение .подачи воды при , перед началом процес са промывки измеряют показатель . злектропроводностй промывной воды, площадь поверхности деталей,/поступающих на обработку, определяют Категорию их сложности, изменение показателя злектропроводностй води при загрузке промывной ванны деталя ми от первоначального значения и осуществляют подачу воды в промывную ванну, в случае, когда величина Ы+ли)5 ( 4U) - изменение и ) , - до ее загрузки деталями, в случае, когда величина .a , - после ее загрузки детсшями. - . Причем количество водыО.необходимое для подачи в промывную ванну, в случае, когда со. , определяют по формуле ); ;. где П( - постоянная злектролита (определяется расчетно-экспериментальным путем) ; -|г . с - допустимая концентрация основного компонента в промывной ванне; ; Fj|w9) , где гл.) - удельный унос раствора из . технологической i-и ванны в промывную; 5 - площадь поверхности промыQ ваемых деталей; . . СJ - концентрация основного компонента в технологической (i-й) ванне, предшествующей . промывной; iu9- значение показателя элект.ропроводности воды после загрузки деталей в промывную ванну, иЗ° -UJ + . ,;, . Время подачи воды в промывную : ванну, в случае, когда 10 + 4 и , определяют из условия: : ,;:;.. . -..:/:.;; .;;,: где tg,- - время подачи воды в i -ю промывную ванну; - время от начала процесса обработки деталей до их погружения в i-ю промЫвную ванну; + -А. .- -. где. - - производительность подающего трубопровода для I-и ванны. : На фиг.1 представлена функциональная схема из возможных вариантов устройства, реализующего предлагаемый способ; на фиг. 2,блок-схема алгоритма регулирования подачи.воды впромывные ванны гальванических линий. Устройство, реализующее предлагаемый способ, .состоит йэ промывнЫх ванн 1 гальванической ЛИНИИ 2, оснащенных датчиками 3 загрузки, исполнительными механизмами 4 для подачи воды и переливными трубами Ь для слива воды, соединенныгА в общий сток (не показан), в котором установлен датчик 6 контроля чистоты промывной воды, концентратомера 7, управляюще вычислительной машины (УВМ) 8, соде жащей устройство 9 ввода информации устройство 10 вывода инфор 1ации, пр цессор 11, устройства 12 для определения площади поверхности деталей пульта 13 управления и индикации, устройства 14 контроля качества воды, используемой при промывке. Устройство, реализующее предлагаемый способ, работает следующим образом. В начале работы УВМ 8 через устройство 9 ввода информации с пульта 13 управления и индикации вводят данные о величинах предельно допустимых значений электропроводности, (Si) по всем промывным ваннам, а так же экспериментальные статистические данные и номограммы зависимости измерения показателя электропроводности от площади и категории сложности (таблица). Одновременно через устройство 9 ввода информации с .уст ройства 14 контроля качества воды, используемой при промывке, в УВМ 8 вводят данные о величине электропроводности этой воды. Тем самым устройство подготовлено к работе.. При поступлении подвески -5 с. дет лями на обработку измеряется площадь 5д поверхности деталей путем подсчета количества деталей и после дующего умножения на известную.площадь каждой. Данные о площади обрабатываемых деталей и категории их сложности, ко торые даются в технологической карте сопровождающей эти детали, через устройство 12 определения плоЩади . деталей и устройство 9 ввода информ ции вводятся в УВМ 8,которая рассчи тывает величину UW - увеличение показателя электропроводности воды в первой очереди промывной ванны 1 от значения показателя электропровод ности воды ш , используемой при промывке. Очередь рассчитывается УВМ с учетом хода технологического процесса покрытия , времени до загрузки и номера промывной ванны. В случае, когда величина ) УВМ 8 через устройстбо 10 вывода ин,фрр 1ации выдает управляющие воздействия на соответствующий исполнитель ный механизм 4 для подачи воды, причем длительность этого управляющего воздействия (или его величина) определяется УВМ 8 в зависимости от измеренной для данной подвески 5 площади поверхности и категории сложности деталей, временидо их загрузки в данную промывную ванну 1 и показателя электропроводности промывной ванны (U)) , используемой для промывки. Если величина w+iiui 2, УВМ 8 управляющего воздействия не выдает. Далее детали площадью 5 загружаются в промывную ванну 1, после чего производится процесс промывки. После окончания процесса промывки и выхода подвески 5 из ловителей ванны срабатывает датчик 3 загрузки этой промывной ванны, сигнал с которого через устройство 9 ввода информации поступает с УВМ 8, которая через устройствр 10 вывода информации выдает управляющий сигнал на соответствующий исполнительный механизм 4 для подачи воды. Вода, используемая для промывки, поступает в промывную ванну 1, вызывая перелив ее воды через промывные трубы 5 в общий сток (не показан), в котором установлен датчик 6 контроля чистоты промывной ., соединенный с концентратомером 7. Сигнал, характеризующий новое значение электропроводности (w) , поступает через ус.Тройство 9 ввода Информации в УВМ 8, где записывается в его оперативное запоминайщее устройство вместо предыдущего значения., С приходом на позицию загрузкивыгрузки (не показано) новой подвески с изделиями процесс повторяется.. Пооперационное изложение предлагаемого способа. I.В начале процесса вводят в УВМ 8 данные о.величине Я , экспериментальные статистические данные и номограммы зависимости изменения показателя электропроводности от площади и категории сложности обрабатываемых в ваннах промывки деталей (фиг. 2) . II.Измеряют площадь 5д поверхности деталей на подвеске любым известным способом, например путем подсчёта количества одинаковых деталей с известной площадью для определения суммарной площади. В УВМ 8 вводится категория сложности деталей. III.Измеряется и записывается в память ЭВМ значение показателя электропроводности воды ш, используемой для промывки деталей на линии. IV.Рассчитывают с учетом экспериментальных и статистических данных,номограмм, площади и категории сложности обрабатываемых .на подвеске деталей 5 величину Л о - увеличение показателя электропроводности воды в первую очередь в промывной занне от значения, зафиксированного в позиции ИГ. Очередь рассчитывается УВМ с учетом технологического процесса, а также времени до загрузки и номера промывной ванны .21. V.Вычисляют значение ил-лщ.
У1. Управляют по результатам позиции V процессом подачи воды в промывные ванны до их загрузки деталями 5 путем подачи управляюпдах сигнгшов на соо1ветствующие исполнительные устройства, причем количестно воды, необходимое для подачи в промывную ванну, в случае, когда )fi , определяют в зависимости от площади поверхности, категории сложности деталей, времени до их загрузки в данную промывную ванну и показателя электропроводности промывной воды, использующейся для промывки, по формуле:
п.( .
с учетом условия где U - показатель электропроводности воды; ды- изменение показателя электропроводности воды
в промывной ванне; SI - предельно допустимое значение показателя электропррводности воды в промывной ванне;
и - количество воды, необходимое для подачи в промывную ванну;
hj - постоянная электролита
(определяется расчетно-экспериментсшьным путем); .
-iL
h с|
де с - допустимая концентрация ос- новного компонента в промывной ванне;
- Р.И)т,5С .
де IT; - удельный унос раствора из 40 технологической -i -и ванны в промывную; 5 - площадь поверхности 1промыв аемых де талей;
С - концентрация основного ком- g . понента в технологической (1-й) ванне, предшествующей промывной;
значение показателя элбк ропро одности воды после загрузки деталей в прокывгную ванну; ,
in;- время подачи воды в i-Ю .
ванну.
t. - время от начала процесса
обработки деталей до их по- 55 гружения в i-ю промывнук) ванну,.
. . . .
Я; производительность подающе- 60 го трубопровода для 1-й данны.
УН. Производится процесс загруздеталей площадью Зд в промывную ну.
yill. Измеряется показатель электропроводности воды в этой ванне датчиком контроля чистоты промывных вод и производится запись его основного значения w в оперативную память ЭВМ.
Предлагаемый способ автоматического регулирования подачи воды в промывные ванны гальванических линий по сравнению с известным снижает вероятность получения некачественной промывки за счет того, что подача воды в промывные ванны начинается при достижении показателем ее электропроводности (и) определенного планируемого уровня (ш+дш) при котором загрузка очередной подвески с деталями не влечет за собой превышения критического значения (я) загр1язненностИ воды (показателя ее электропроводности), реализация известного способа влечет за собой снижение производительности гальванических линий, в состав которых входят промывные ванны, так как при превышении в прокивной ванне критического значения электропроводности при загрузке очередной подвески потребуется дополнительное время, в течение которого показатель электропроводности этой ванны войдет в норму.
Предлаггсемый способ позволяет повысить качество гальйаническогопокрытия обрабатываемых на линии Деталей путем снижения вероятности полу чения некачественной промывки.
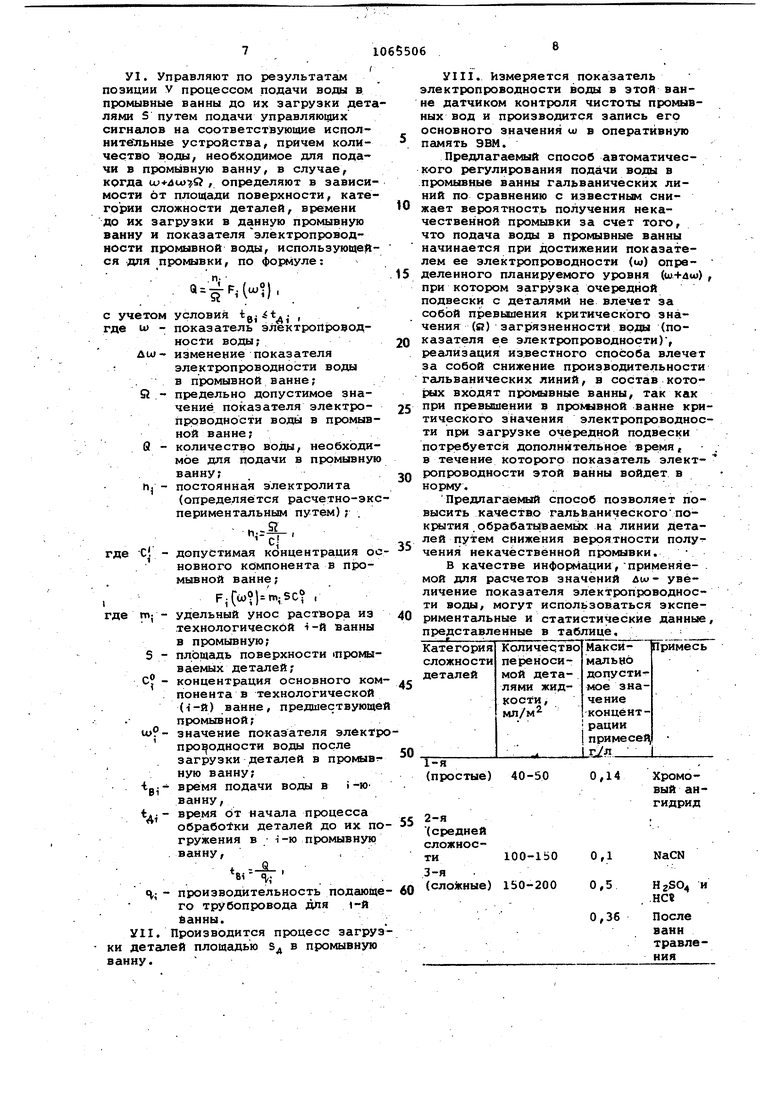
В качестве информации,применяемой для расчетов значений дю- увеличение показателя электропроводности воды, могут использоваться экспериментальные и статистические данные
0,14
40-50
Хромовый ангидрид
Таким образомf предлагаемый способ автоматического рюгулирования подачи воды в промывные ванны гальванических линий позволяет, в конечном счете f оптимизировать водоиспользование в гальваническом производстве, что особенно важно, так как на нужды гёшьванических цехов приходится 25 - 50% от общего потребления воды приборостроительными заводами.
Предложенный способ позволяет снизить расход воды, необходимый для использования в промывных ваннах, в 1,5 раза.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Дегтярь Ф | |||
| А | |||
| Опыт уменьшения потерь прюмывных вод ъ гальванических цехах | |||
| - Сб | |||
| Технология производства, научная организация труда и управления, вып | |||
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| ВДИМАШ, 1974 | |||
| с | |||
| Способ использования делительного аппарата ровничных (чесальных) машин, предназначенных для мериносовой шерсти, с целью переработки на них грубых шерстей | 1921 |
|
SU18A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Передовой производственный опыт | |||
| ЦНИИНТЙ, 1979, 8, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
