2. Способ ПОП.1, отличающийся тем, что определение оптимального распределения тока по поверхности катода осуществляют по
1Ч
ток гальванической ванны на участке: / -и анод расстояние E-J -участок катода .-j.);
полный ток гальванической
ванны;
1,...,И;
количество анодов (катодов) гальванической ванны;
расстояние до поверхности участка катода (анода) , из-i меренное i -м бесконтактным измерителем расстояния; 1, . ..
количество бесконтактных измерителей расстояния в линейке;
коэффициент пропорциональности, Асм; ч--иУ6,
напряжение гальванической ванны;
удельная электропроводность электролита; - площадь вертикального сечения электролита.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения гальванических покрытий | 1987 |
|
SU1434004A1 |
| СПОСОБ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ В ВАННЕ С ДОПОЛНИТЕЛЬНЫМИ ЭЛЕКТРОДАМИ | 2019 |
|
RU2719050C1 |
| Способ нанесения гальванических покрытий на изделие | 1984 |
|
SU1182092A1 |
| Система контроля рассеивающей способности электролита | 1988 |
|
SU1532606A1 |
| Устройство для электролитического нанесения покрытий | 1982 |
|
SU1033581A2 |
| Автоматизированная установка нанесения гальванических покрытий | 2024 |
|
RU2833577C1 |
| Система автоматического контроля средней толщины гальванического покрытия в процессе его нанесения | 1987 |
|
SU1435670A1 |
| Устройство для автоматического управления электрохимическим процессом | 1989 |
|
SU1696613A1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ДЛЯ ПОКРЫТИЯ ПЕНОМАТЕРИАЛА | 2006 |
|
RU2400572C2 |
| Устройство для электрохимического формирования керамикоподобных покрытий на сложнопрофильных поверхностях изделий из вентильных металлов | 2020 |
|
RU2746191C1 |
1.СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССАМИ ЭЛЕКТРООСАЖДЕНИЯ, включающийуправление процессом электроосаждения покрытия на катод с помощью измерительного и регулирующего ток устройства, о т личающи йс я тем, что, с целью повышения качества покрытий и производительности процесса, сканируют профиль катода во время загрузки подвески в гальваническую ванну путем измерения расстояний до поверхности катода с помощью линейки бесконтактных измерителей расстояния, определяют оптимальное распределение тока по его поверхности и регулиру-. ют ток.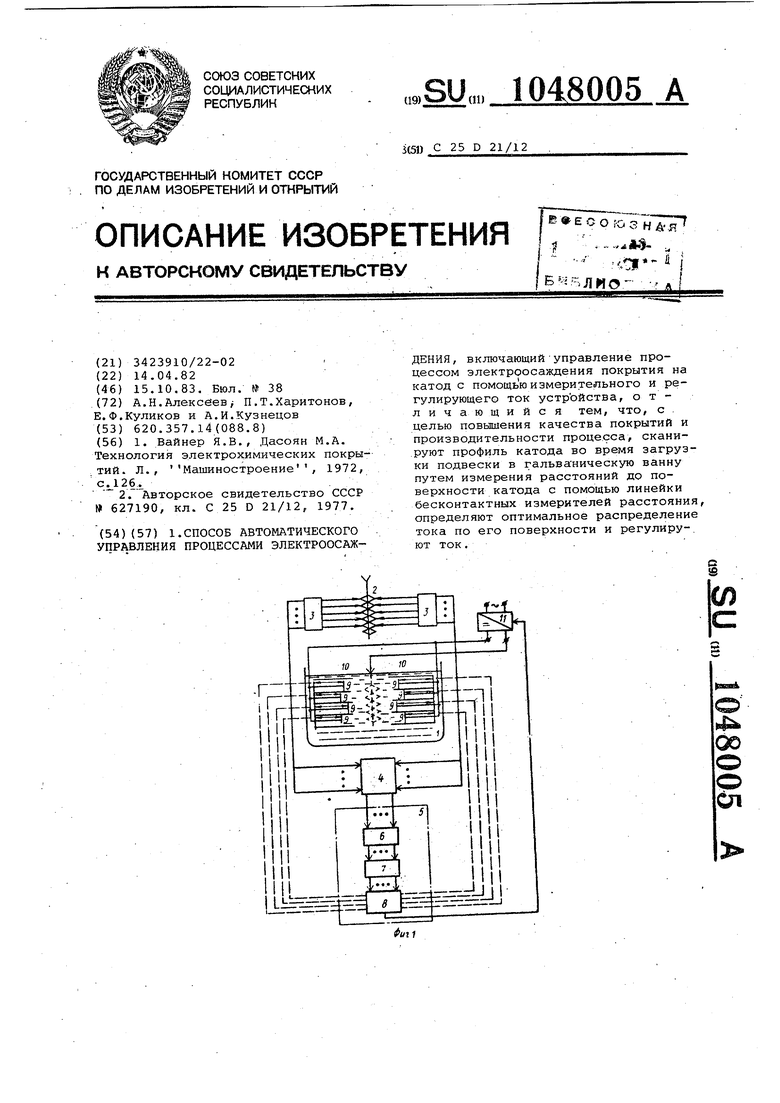
Изобретение относится к электрохимии и может быть использовано при автоматическом- управлении процессам нанесения покрытий в гальванических ваннах.
Известен способ управления нанесением покрытий, включающий применение дополнительных анодов, примерно повторяющих форму покрываемых изделий Cl Недостатком этого способа является трудность его автоматизации, особенно -При многономенклатурном мелкосерийном производстве, так как количество различных типов деталей может достигать десятки тысяч, что влечет необходимость наличия и установки такого же количества дополнительных анодов.
Наиболее близким к изобретению по технической сущности и достигавмому результату является способ ав,томатического управления процессами электроосаждения, включа ощий управление процессами с помощью регулирующего устройства на основании информации, поступающей от измерительного устройства 2.
Однако известный способ характерзуется тем, что плотность тока, измеряемая электродами, передающими показания измерительному устройству может далеко не соответствовать средней плотности тока на покрываемых деталях, причем при одной и той же загрузке показания датчиков могут отличаться на 200-300% в зависи мости от их размещения в ванне. Это приводит к ухудшению качества покрытий и к необходимости калибровки датчиков и измерительного устройства. Кроме того, подвески с .деталями желательно конструировать
так, чтобы их габариты и суммарная покрываемая поверхность были одинаковы, что также является недостатком известного способа, особенно при многономенклатурном производстве.
При этом информация, на основакии которой регулирующее устройство управляет процессом осаждения, поступает от датчиков после загрузки . катода (покрываемых деталей) в гальваническую ванну, чтр приводит к снижению производительности всех устройств, реализующих этот способ.
ЦеЛьюизобретения является повышение качества покрытий и производи.- . тельности процесса.
Поставленная цель достигается тем, что согласно способу автоматического управления процессами электроосаждения, включающему управление процессом электроосаждения покрытия на катод с помощью измерительного и регулирующего ток устройства, сканируют профиль катода во время загрузки подвески в гальваническую ванну путем измерения расстояний до поверхности катода с помощью линейки бесконтактных измерителей расстоян-ия, определяют оптимальное распределение тока по его поверхности и регулируют ток.
Причем определение оптимального распределения тока по поверхности Катода осуществляют по формуле
з,--.
--з
ток гальванической ванны
де
на участке: j-fi анод paccTOHHi Е.: -участок
катодар-,7,|)|полный тик гальванической
D ванны;
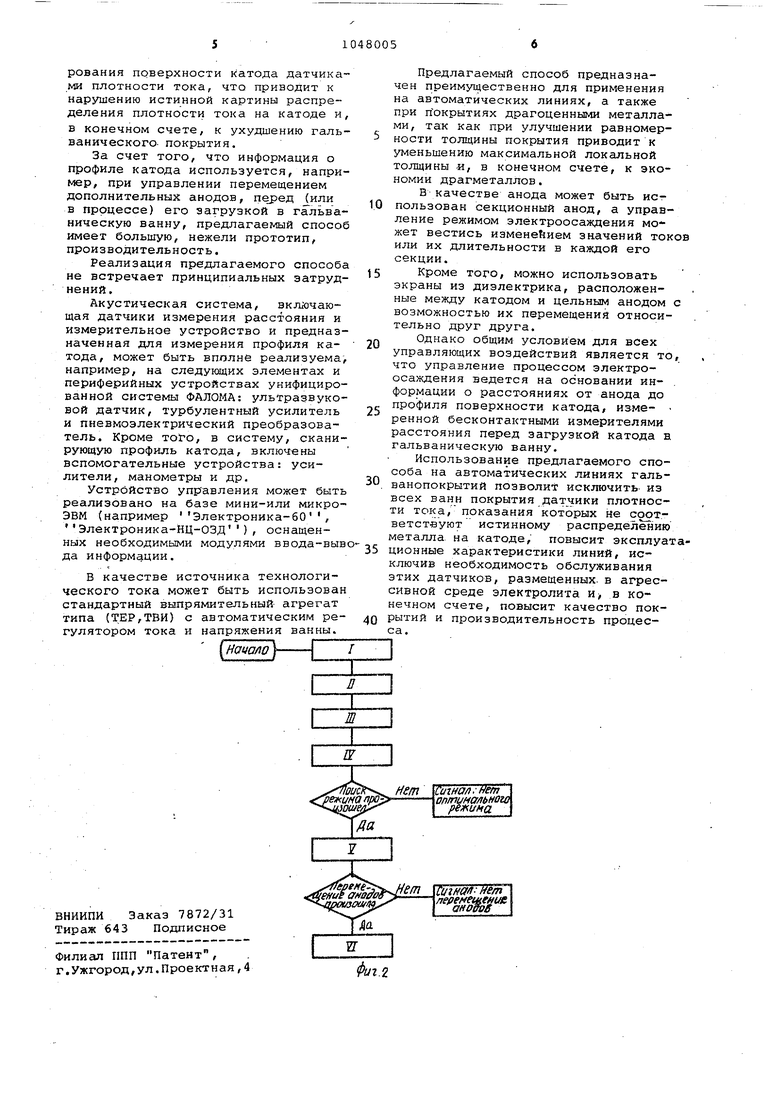
Ь . . . , И; - количество анодов (катодов гальванической ванны; .- расстояние-до поверхности . участка катода (анода) , измеренное ч-м бесконтактным измерителем расстояния 1 1,..,К; | - количество бесконтактных измерителей расстояния в линейке; К коэффициент пропорциональности, А-см; , и - напряжение гальванической ванны; X - удельная электропроводност электролита; S площадь вертикального сече ния электролита. На фиг.1 представлена функциональная схема установки для реализац предлагаемого способа,вариант на фиг.2 - алгоритм функционирования установки, реализующей предлагаемы способ. .. Установка, реализующая предлага емый способ, содержит гальваническ ванну 1, катод (подвеску с деталям 2, бесконтактные измерители рассто яния 3. (в данном случае ультразвук вые) , измерительное устройство 4, устройство 5 регулирования режима электроосаждения, содержащее блок поиска оптимального режима управления, программируемый коммутатор и устройство 8 управления .перемеще нием анодов, аноды 9 в виде изолир ванных между собой секций, .расположенных в ячейках 10, источник пи тания 11. Алгоритм функционирования устан ки следующий. В начале процесса вводят алгоритм поиска оптимального режима в блок 6. В процессе загрузки подвес ки с деталями в гальваническую ван ну с помощью ультразвуковых измери телей расстояния сканируют профиль детсшей, подлежащих электрохйми-, ческой обработке. Вычисляют значен расстояний до профиля деталей, зафиксированные ультразвуковыми изме рителями. Информацию о вычислении используют для поиска оптимального режима электроосаждения на основании формулы -1 г- тD: - ток гальванической ванны на участке: -И анод расстояние ti -участок к .);:; -полный ток гальванической ванны; и- количество анодов (катодов) гальванической ванны; ( - расстояние до поверхности участка катода (анода), измеренное 1 -м бесконтактным измерителем расстояния; 1 1,.. . , количество бесконтактных измерителей расстояния в линейке; К - коэффициент пропорциональности , А «см; K.-UX9 и - напряжение гсшьванической ванны; X - удельная электропроводность электролита; S- площадь вертикального сечения электролита. На основании найденного, в результате вычислений, оптимального режима электроосаждения управляют перемещением дополнительных анодов. Затем осуществляют включение источника питания и ведут процесс покрытия. Установка, реализующая предлагаемый способ, работает следующим образом. Сигналы с ультразвуковых измерителей расстояния 3, поступающие перед (или в процессе) г-загрузкой катода 2 в ванну 1 и несущие информацию о профиле поверхности катода, поступают в измерительное устройство 4, в котором происходит вычисление значений расстояний до профиля катода 2. Вычисленные значения записываются в блок 6 поиска оптимального режима управления,который согласно заложенному в него алгоритму, определяет оптимальные расстояния каждой секции всех горизонтальных рядов анода 9 от поверхности катода по критерию максимальной равномерности распределения тока и осадка на катоде. Сигналы с выхода блока 6 поиска оптимального режима управления поступают на программируемый коммутатор 7/ который подключает соответствующие механизмы устройства 8 управления перемещением секций анода 9 внутри ячеек 10 и магистрали- сжатого воздуха, в ре- зультате чего секции анода 9 занимают положения, соодвет.ствующие оптимальным расстояниям каждой секции всех горизонтальных рядов анода 9 от поверхности катода 2, рассчитанные блоком 6 поиска оптимального режима управления, после чего включается, источник питания 11 и ведется процесс покрытия. Предлагаемый способ по сравнению с прототипом позволяет повысить качество управления процессом электроосаждения за счет устранения экранирования поверхности катода датчиками плотности тока, что приводит к нарушению истинной картины распределения плотности тока на катоде и в конечном счете, к ухудшению гальванического- покрытия. За счет того, что информация о профиле катода используется, например, при управлении перемещением дополнительных анодов, перед (или в процессе) его загрузкой в галзьваническую ванну, предлагаемый способ имеет большую, нежели прототип, производительность. Реализация предлагаемого способа не встречает принципиальных затруднений. Акустическая система, включающая датчики измерения расстояния и измерительное устройство и предназначенная для измерения профиля катода, может быть вполне реализуема например, на следующих элементах и периферийных устройствах унифицированной системы ФАЛОМА: ультразвуковой датчик, турбулентный усилитель и пневмоэлектрический преобразователь. Кроме TotO, в систему, сканирующую профиль катода, включены вспомогательные устройства: усилители, манометры и др. Устройство управления может быть реализовано на базе мини-или микроЭВМ (например Электроника-бО, Электроника-НЦ-ОЗД), оснащенных необходимыми модулями ввода-выв да информации. В качестве источника технологического тока может быть использован стандартный выпрямительный- агрегат типа (ТЕР,ТВИ) с автоматическим регулятором тока и напряжения ванны. (Начало Предлагаемый способ предназначен преимущественно для применения на автоматических линиях, а также при покрытиях драгоценными металлами, так как при улучшении равномерности толщины покрытия приводит к уменьшению максимальной локальной толщины и, в конечном счете, к экономии драгметаллов. В-качестве анода может быть исг пользован секционный анод, а управление режимом электроосаждения может вестись изменением значений токов или их длительности в каждой его секции. Кроме того, можно использовать экраны из диэлектрика, расположенные между катодом и цельным анодом с возможностью их перемещения относительно друг друга. Однако общим условием для всех управляющих воздействий является то, что управление процессом электроосаждения ведется на основании ин- , формации о расст-ояниях от анода до профиля поверхности катода, изме- ренной бесконтактными измерителями расстояния перед загрузкой катода н гальваническую ванну. Использование предлагаемого способа на автоматических линиях гальванопокрытий позволит исключить из всех ванн покрытия датчики плотности тока, показания которых не соответствуют истинному распределению металла на катоде, повысит эксплуатационные характеристики линий, исключив необходимость обслуживания этих датчиков, размещенных- в агрессивной среде электролита и в конечном счете, повысит качество покрытий и производительность процесса.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Вайнер Я.В., Дасоян М.А | |||
| Технология электрохимических покрытий | |||
| Л., Машиностроение, 1972, сЛ26 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для нанесения гальванических покрытий | 1977 |
|
SU627190A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
