2. Устройство по п. 1, о т л и -, чающееся тем, что область Е имеет многоугольную форму ЛМНВГО, область Ж имеет многоугольную форму ПРСНМЛ, область 3 имеет многоугольную форму ТБСРП, об-пасть И имеет четырехугольную форму УТОФ,.область К имеет четырехугольную форму АУФД,
причем длина линий составляет по координате углерода; ЛУ 0,22-0,28%; УТ 0,08-0,12%; ТБ 0,55-0, ОД 0,28-0,36%;, ОФ 0,12-0,15%; ОГВ О,.45-0,55%i линии ЛМН и ПРС параллельны линии ОГВ, а точки Ы и С делят торец каретки БВ на три равные части .. 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ раскисления кипящей стали | 1989 |
|
SU1673607A1 |
| Устройство для формирования функций | 1985 |
|
SU1352511A1 |
| СПОСОБ И ШИХТА ДЛЯ ПРОИЗВОДСТВА КОНСТРУКЦИОННОЙ СТАЛИ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2007 |
|
RU2363736C2 |
| СПОСОБ ПРОИЗВОДСТВА В МАРТЕНОВСКОЙ ПЕЧИ КОНСТРУКЦИОННОЙ СТАЛИ С ПОНИЖЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2000 |
|
RU2164536C1 |
| ШИХТА ДЛЯ ВЫПЛАВКИ СТАЛИ | 2002 |
|
RU2208050C1 |
| СПОСОБ ЛЕГИРОВАНИЯ СТАЛИ МАРГАНЦЕМ В МАРТЕНОВСКИХ ПЕЧАХ | 2000 |
|
RU2197532C2 |
| Способ выплавки стали | 1989 |
|
SU1696485A1 |
| СПОСОБ ПРОИЗВОДСТВА АВТОМАТНОЙ СТАЛИ АМ14 | 2010 |
|
RU2437739C1 |
| Способ выплавки среднеуглеродистой стали в мартеновской печи | 1987 |
|
SU1553558A1 |
| Способ передела ванадиевых чугунов | 1984 |
|
SU1186647A1 |
1. УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ПЕРИОДА ДОВОДКИ В МАРТЕНОВСКОЙ ПЕЧИ, содержащее прямоугольное основание с направляющей прорезью для перемещения каретки,отличающе ес я тем, что, с целью определения оптимального температурного режима и количества присаживаемых твердых T.t Jlfw «го ifoo 15tO tsfo fSfO то ПК 14SO то 14tO two окислителей и шлакообразуюьдих материалов, на большей стороне основания равномерно нанесены координаты в функции концентрации углерода (.% с) , а на меньшей стороне основания равномерно нанесены координаты в функции температуры (т), направляющая прорезь выполнена наклонной, ее ось пересекает точку 1610 ° С координаты температуры с угловым коэффициентом 68-72 T/SC, каретка имеет многоугольную форму АБВГД, как это изображено на чертеже, при этом верх няя образующая каретки АБ расположена параллельно оси прорези и имеет длину 0,9% по координате углерода, торцовые образу(ощие каретки АД и S БВ параллельны меньшей стороне основания, торец АД имеет длину в 18 22 причем точка Д совпадает с осью прорези, а торец GB имеет длину 58-62° по координате температуры, сторона ВГ параллельна стороне АБ и составляет 0,25-0,45 длины верхней образующей, на плоскости каретки нанесены области Е, К, 3, И, К. О сл 00 ел ю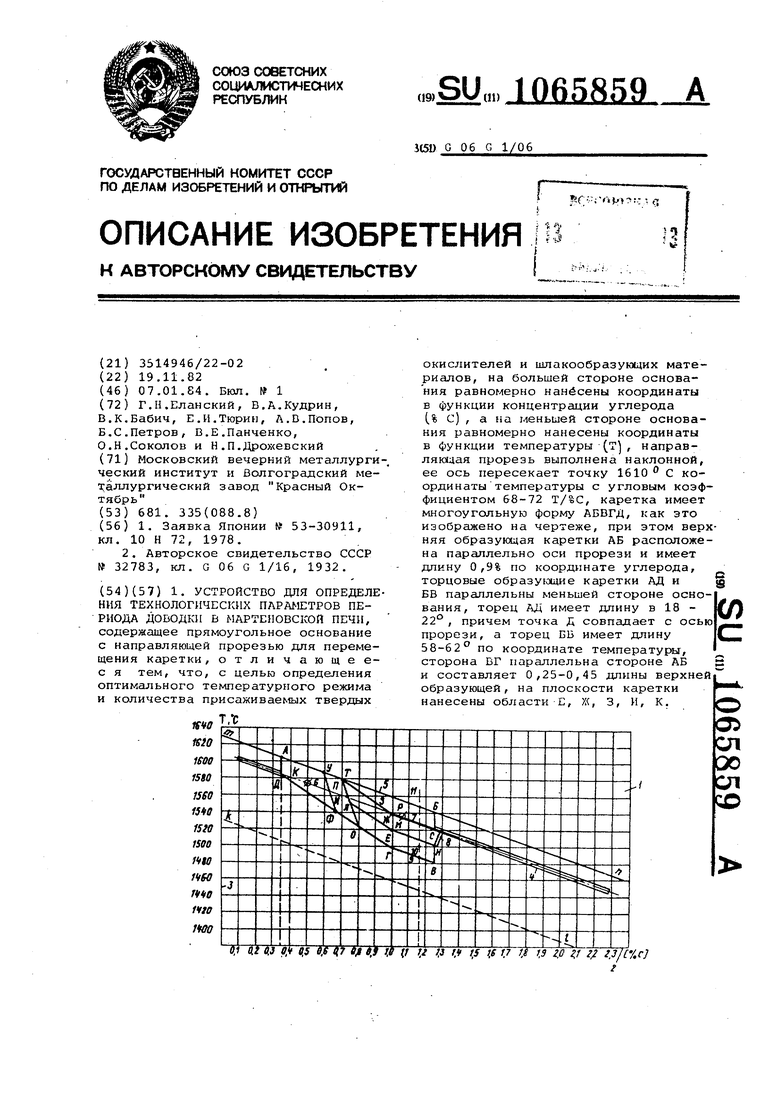
Изобретение относится к черной металлургии, в частности к производству стали в мартеновских печах.
Известно устройство для определения температурного режима периода доводки при выплавке стали в виде таблиц-графиков, в которых для каждой марки стали приводятся значения шнимaльныx и максимальных температур жидкого металла в различные моменты периода доводки l .
Недостатком указанного устройства является то, что таблицы объединяют сразу несколько марок стали и необходимо иметь их достаточное число, чтобы охватить любые марки стали, отличающиеся друг от друга содежанием углерода.
Наиболее близким к предлагаемому является устройство для установления технологических параметров обработки, содержащее прямоугольное основание с направляющей прорезью для перемещения каретки, по которой в свою очередь перемещаются наклонные линейки, причем линейка, сетка и каретка снабжены соотнетствуквдими шкалами 2 .
Недостаток известного устройстваограничение возможности измерения различных технологических параметро
Цель изобретения - определение оптимального температурного режима и количества присаживаемых твердых окислителей и шлакообразунадих материалов.
Указанная цель достигается тем, что в устройстве для определения технологических параметров периода доводки в мартеновскойпечи, содержащем прямоугольное основание с направляющей прорезью для перемещения каретки, на большей стороне основания равномерно нанесены координаты в функции концентрации углерода (%С), а.на меньшей стороне основани равномерно нанесены координаты в функции температуры (т), направляющая прорезь выполнена наклонной, ее ось пересекает точку 1610 С коорди наты температуры с угловым коэффициентом 68-72 Т/%С, к-аретка имеет многоуголь ую фор АБВГД, как это изображено на чертеже, при этом верхняя образукхдая каретки АН расположена параллельно оси прорези и имеет Д.ПИНУ 0,9% на координате углерода, торцовые образующие каретки АД .и БВ параллельны меньшей стороне основания , торец. АД имеет длину в
0 18-22, причем точка Д совпадает с осью прорези, а торец БВ имеет длину 58-62 по координате температу1ры, сторона ВГ параллельна стороне АБ и составляет 0,25-0,45 длины верх5 ней образующей, на плоскости каретки нанесейы области Е, Ж, 3, И. К.
Област.ь Е имеет многоугольную форму ЛМНВГО, область )Х имеет многоугольную ПРСНМЛ, область 3 имеQ ет многоугольную форму ТБСРП, область И .имеет четырехугольнуюформу УТОФ, область К имеет четырехугольную форму АУФД, причем длина линий -составляет по координате углерода:
,с АУ 0,22-0,28%; УТ 0,08-0,12%; ТБ 0,55-0,65%; ФД 0,28-0,36%; ОФ 0,12-0,15%; ОГВ 0,45-0,55%-, ли НИИ ЛМН и ПРС параллельны линии ОГВ, а точки ri и С делят торец каретки БВ на три равные части.
На чертеже схематично изображе.но устройство для определения технологических параметров периода доводки при выплавке стали в мартеновских печах.
5 На прямоугольном основании 1 на болылей его стороне равномерно нанесены координаты 2 в функции концентрации углерода (%с), а на меньшей стороне равномерно нанесены коорди0 наты 3 в функции температуры (т). На основании имеется направляющая прорезь 4, которая выполнена наклонной и ее ось пересекает точку 1610 С координаты температуры с
5 угловым коэффициентом 68-72 Т/%С, По направляющей может перемещаться плоская каретка 5 многоугольной формы .ЛБВГД (черте) . Каретка перемещается по прорези от руки за счет
0 скольжения по направляющей прорези двух болтов о и 7, имеющих с обрат ной стороны пружинные прижимы (не показано). Для удобства перемещени часть 8 каретки с правой стороны отогнута на угол 90° в сторону от основания к нам. Верхняя образующая 5 каретки АБ параллельна направляющей прорези и опр-еделяет верхний преде i оптимальных температур, превышающих температуру линии ликвидуса на 95 . Нижняя образующая ДФОГВ каретка определяет нижний предел оптимальных температур, превышающих температуру линии ликвиду-са на 40 90 С. Участок ДВ нижней образующе каретки ДФОГВ параллеле-н верхней образующей каретки АБ. Левый торец каретки АД имеет длину 18-22, пр чем точка Д совпадает с осью проре зи , а правый торец БВ- имеет длину 58-62 по координате температур. РСаретка 5 разделена на пять областей Е, Ж, 3, И, К, соответствую щих отдельным моментам периода доводки. Области EJ )л, и 3 соответст вуют периоду полировки или рудного кипения. Область И соответствует периоду наводки шлака, а область Кпериоду чистого кипения. В пределах этих областей проводят операции, вытекающие из известной технологии выплавки стали в мартеновских печах .присадку окислителей и флюсов и скачивание шлака в период полировки или рудного кипения (области Е, Ж и З), наводку нового илака за счет присадок илакообразукадих и флюсов в период наводки шлака (область И). В период чистого кипения (область к) воздерживаются от .введения какихлибо материалов в печь для предоставления металлу лучшей возможности для дегазации, нагрева и очищения от неметаллических включений. При температуре металла, превышающей только на 40-50° С температу ру линии ликвидуса, процесс обезуглероживания при всех концентрациях углерода, свойственных мартеновскому способу выплавки стали, :развивае ся неравномерно при низких абсолютных значениях скорости окисления углерода. Низкие значения скорости окисления углерода не приводят к дегазации ванны от водорода, а имее место непрерывное повышение содержания водорода в стали. При введении в ванну твердых окислителей или шлакообраэующих (руда, боксит, известь при перегревах металла 40 50 ° с и менее происходит резкое тор можение процесса обезуглероживания из-за охлаждения ванны. При этом кипение металла сильно замедляется, что еще более затрудняет дегазацию металла и удаление из него неметал лических включений. Только при последующем нагреве металла до температур, превышающих температуру линии ликвидуса на 40-50° С, восстанавливается интенсивное кипение металла. Поэтому при перегреве металла над линией ликвидуса На 40-50° С производить ;акие-либо присадки твердых, окислителей или шлакообразующих в ванну не рекомендуется. Нижняя образующая каретки, определяющая нижний предел оптимальных температур металла в период доводки, превышающих температуру линии ликвкдуса на 40-90° С, представлена двумя отрезками ГВ и ДГ. Приближение нижней образующей каретки по мере окисления углерода к, верхней связано с необходимостью повышения перегрева металла в период доводки с таким расчетом,, чтобы перед предварительным раскислением температура металла в печи превышала температуру линии ликвидуса на 90-.110° С. В целом же. в период доводки нижний предел оптимальных перегревов равен 40-90° С. Верхняя образующая каретки АБ определяет верхний предел оптимальных температур, превышающих температуру линии ликвидуса на 95-110° С. Исследования показывают, что при повышении перегрева металла свьпие 95-110 ° С критические концентрации углерода, при которых происходит смена лимитирующего звена процесса обезуглероживания с внешнедиф.фузионного кислородного на внутридиффузионное углеродное, смещаются в сторону более высоких концентраций углерода. Это в конечном счете приводит к снижению скорости окисления углерода, особенно при выплав-ке стали с пониженным содержанием углерода. Кроме того, при высоких перегревах заметно увеличивается растворимость газов в жидком металле. Превьлшение температуры металла в период доводки верхних пределов оптимальных температур привадит к заметному возрастанию брака стали в прокатных цехах. Температура линии ликвидуса зависит от концентрации элементов, растворенных в стали. При этом наибольшее влияние на температуру линии ликвидуса оказывает углерод. Другие элементы, такие как сера, фосфор, водород, азот, кислород при их невысоких содержаниях незначительно понижают температуру плавления железа. Такхсе незначительное влияние на температуру плавления оказывают при их невысоких концентрациях марганец, никель и хром. Выбор углового коэффициента направляющей прорези - 68-72 С/% с пред.пагаемого устройства обоснован наклоном линии ликвидуса. При таком размецении прорези параллельно линии ликвидуса перемещение каретки оставляет неизменными рекомендованные значения нижнего и верхнего пределов оптимальных температур при выплавке марок стали с различным содержанием углерода, Длина каретки выбирается такой, что ее проекция на горизонтальную шкалу концентраций углерода равна наибольшему допустимому запасу углерод на кипение (превышение концентрации углерода в металле по расплавлении над содержанием углеро да перед предварительным раскислением J, т.е. верхняя образующая каретки имеет длину 0,9% по координа те углерода. Торцовые образующие каретки АД и ББ параллельны координате температурь (вертикальны). Точки А и Д устанавливают соответственно верхне и нижнее знач.ения оптимальных температур металла перед предваритель ным раскислением, которые превышают температуру линии ликвидуса на 90 НО С, Длина левого торца АД в 18-22 С по координате температуры выбрана с учетом необходимости стан дартизировать температуру металла Перед предварительным раскислением на различных плавках одной марки стали. При длине левого торца карет ки более 22° будет слишком велик ра мах колебаний температуры металла перед предварительным раскислением что ухудшит качество металла. При длине торца каретки АД менее 18 ° будет слишком затруднительно попад ние в узкие температурные интервалы Длина торца в 18-22° наиболее полн соответствует условиям стандартиза ции температур металла перед предвггрйтельным раскислением для получения металла высокого качества и условиям попадания в эти пределы. Длина правого торца БВ каретки равна 58-62 . Правый торец каретки соответствует концентрациям углерода и температурам металла после расплавления, 3 этом случае точки Б и В определяют верхний и нижний пределы оптимальных температур, пре вьлшаюцих температуру линии ликвидуса на 90-110 и 40-50° С соответственно. По расплавлений нет необходимости так строго стандартизировать температуру металла , как перед предварительным раскислением. Поэто му и длина торца БВ больше, чем дли Hci торца АД, При длине торца больше чем 62 каретка выйдет за пределы рекомендуемых оптимальных температу метал:сга. При длине менее 58 слишком сузятся пределы температур мет ла по расплавлении, что будет трудно выполнить практически. Точки Н и с делят торец iSB на три равные части, протяженность участков БС, СН и НЕ равна 19-21 , Линии ПРС и ЛМН параллель/1ы нижней образующей ДОГВ и делят правую часть каретки на три области Е, Ж и 3,, соответствующие периоду полировки {рудного кипения). Разделение правойчасти каретки на три области Е, Ж и 3 позволяет определять возможный размер единовременно ввoди «x в печь порций иселезной руды и боксита. Размеры опустимых присадок железной руды и боксита и охлаждающего воздействия присадок определены на опытных плавках при непрерывном измерении температуры. Введение в печь порции железной руды размером 0,8-1% и порции боксита размером 0,3% от массы металла охлаждает сталь на 10-20 С, при введении порции железной руды массой 1,5% и боксита массой 0,5% на 25-30 С, при введении порции железной руды массой 2% и боксита 0,5% - на 35-45° С, I Таким образом,- протяженность областей Е, Ж и 3 по вертикали (температуре) определена такой,чтобы после введения присадок и последующего за ней охлаждения температура металла не снизилась ниже нижнего прегдела оптимальных температур. Деление правой части каретки только на две области снизит точность определения размера присадок. Деление правой части каретки на четыре области нецелесообразно, так как при этом неудобно пользоваться устройством, поскольку размер присадок твердых окислителей нужно выражать числами, не имеющими кратного пяти окончания. Длина линии ГВ равна 0,25-0,45 от длины верхней образующей, т,е, по координате углерода ее длина составит 0,22-0,4%, Длина этой линии определена с учетом устанавливаемого Типовой технологической инструкцией по выплавке стали в мартеновских печах скрап-процессом содержания углерода в металле по расплавле НИИ, которое должно превышать содержание углерода перед предварительным раскислением на 0,5-0,91 (запас углерода на кипение), При равенстве длины линии ГВ 0,45 от длины верхней образующей каретки точка Г соответствует мин1гмально допустимому запасу углерода на кипение. Если длина..линии ГВ будет больше, чем 0,45 от длины верхней образующей, то точка Г сместится влево, . что эквивалентно снижению запаса углерода в металле по расплавл:ении. Длина линии ГВ не должна быть меньше 0,25 от длины верхнеА образуюдей. При этом точка Г будет отстоять от точки В по координате менее чем на 0,22%, а за пас углерода на кипение будет,более 0,68%. В этом случае произойдет слишком раннее начешо повышения значений нижней оптимальной температуры металла, снизится возможный размер присадок твердых окислителей и уменьшится интенсивность кипения, что приведет к удлинению плавки. Область И отвечает концентрациям углерода и температурам периода наводки шлака. Этот период начинает ся после скачивания шлака и заключается в введении в печь извести, боксита и плавикового шпата. Присад ки железной руды D этот период не рекомендуются. Область И ограничена линиями УТОФ и образует неправильны четырехугольник. Длина линии УТ рав на 0,08-0,12% по координате углерода, а линии ФО - 0,12-0,15%. Неравенство длин линий УТ и ФО отража ет тот факт, что при болыией темпер туре металла (верхняя образующая ка ретки) требуется меньшее время и меньшее количество окислившегося уг лерода для того, чтобы произвести присадку шлакообразующих и произошл их растворение, что при низкой температуре, соответствующей нижнему значению оптимальных температур.При длине линии УТ меньше 0,08% по координате углерода при температурах металла, соответствующих верхнему значению оптимальных температур, и длине линии ФО меньше 0,12% при тем пературах ме.талла, соответствующих нижнему значению оптимальных температур, -запаса углерода на окисление будет недостаточно для успешной и нормальной .наводки шлака. При длине линии УТ более 0,12%, а линии ФО более 0,15% по координате углерода при соответствующих температурных условиях будет затрачено избыточно большое количество углерода на окисление в период наводки шпака, что удлиняет плавку. Область К отвечает концентрациям углерода и температурам периода чистого кипения. В этот период при садки железной руда и извести не рекомендуются. Область К также образует неправильный четырехугольник Слева он ограничен вертикальным торцом ЛД. Длина линии АУ равна 0,22 0,28%, а линия ДФ 0,28-0,35% по ко ординате углерода. Неравенство лини АУ и ДФ отражает тот факт, что при больших температурах металла, соответствующих верхнему значению оптимальных температур, требуется меньшее количество окислившегося углеро да рЦля успешного и нормального про- ведения периода чистого кипения , че при низких температурах, соответствующих нижнему значению оптимальных температур. При длине линии АУ менее 0,22%, а линии ДФ менее 0,28% по координате углерода (при соответствующих температурных условияхJ запаса углерода на окисление будет недостаточно для выполнения всех задач периода чистого кипения - дегазации металла, удаления из него неметаллических включений, выравнивания состава и температуры металла по объему, доведения состава и температуры металла до заданных. При длине линии АУ более 0,28%, а линии ДФ более 0,35% по координате углерода будет затрачено избыточное количество углерода на окисление, а продолжительность плав ки возрастет. Устройство работает следующим образом. Примем, что в мартеновской печи выплавляют сталь 40, необходимо определить технологические параметры периода доводки при выплавке этой стали. Для определения технологических параметров периода доводки левыР торец каретки АД перемещением последней вдоль направляющей прорези 4 устанавливают- на необходимую концентрацию углерода в металле перед предварительным раскислением. Для выплавляемой марки стали 40 это 0,35% (чертеж). При этом правый торец каретки БВ показывает наибольшую концентрацию углерода в металле после расплавления (в данном примере 1,25%). Верхняя образующая каретки определяет верхний предел, а нижняя образующая - нижний предел рекомендуемой оптимальной температуры металла в период доводки. Допустим, что содержание углерода в металле по расплавлении равно 1,17%. Проводимиз этой точки вертикаль до пересечения с кареткой. Тогда пересечение вертикали с нижней образующей каретки (точка 9) определит наименьшую допустимую температуру металла в начале полировки в данном случае 1485 С . При этой и более низкой фактической температуре металла вводить в печь твердые окислители или шлакообразующие не рекомендуется. При фактической температуре металла, измеренной термопарой погружения, например 1500 С (точка 10, лежащая в области Е в рассматриваемом примере) , в печь можно чвопить не более 0,8-1,0% железной руды от массы металлошихты. Наибольшая температура металла при данной концентрации углерода не должна превышать 1550 С точка 11, пересечение вертикали с верхней образующей). В период доводки происходит окисление углерода. Пусть в какой-то 9 10658 момент времени текуцая концентрация углерода станет равной 0,7%. Это соответствует области И (периоду нагводки шпака). Тогда наименьшая температура металла долхсна быть равной 1535 с, а наибольшая 1580 С.5 Точка А определяет наибольшую, а точка Д - наименьшую допустимые температуры металла перед предварительным раскислением. Эти же темпе-10 ратуры примерно соответствуют температурам металла перед выпуском из печи. В рассматриваемом случае это 1605 и 1585 С. 5910 Технико-экономическая эффективность устройства для определения технологических параметров доводки в мартеновской печи заключается в снижении на 15-20% брака стали в прокатных цехах по дефектам металлургического происхождения, в сокращении длительности периода доводки и плавки, в снижении расхода топлива, ферросплавов, в повышении стойкости изложниц и ковша, в упрощении V возможности использования устрой ства на печах любого садка при |Выпла.вке стали для разливки в ем кость.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для установления оптимального режима обработки резанием, выбора наивыгоднейшего станка, позиции на данном станке, определения норм машинного времени и данных расчета по теории резания | 1932 |
|
SU32783A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
