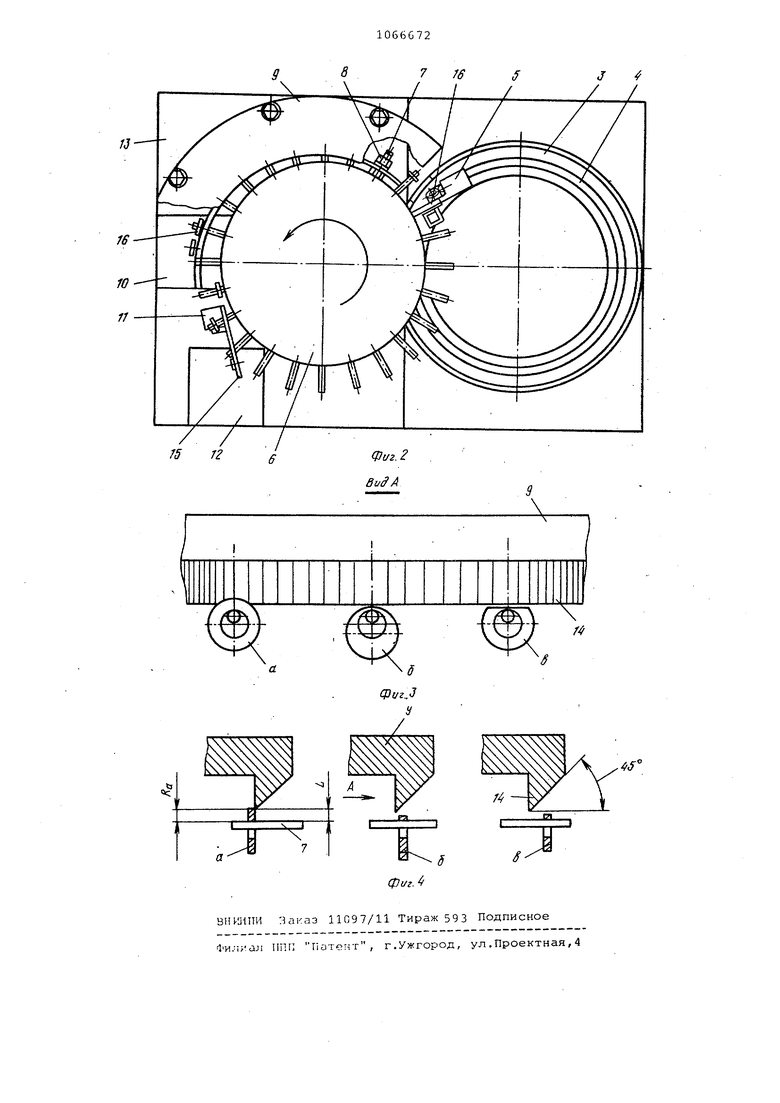
Изобретение относится к контрол НС-сортировочной технике в машиностроении и может быть использовано для сортировки деталей типа шайб и втулок. Известно устройство для сортиро ки деталей типа шайб, содержащее смонтированные на основании загрузочный бункер, приводной поворотны транспортирующий барабан, дугообразную упорную планку с фрикционно поверхностью и емкости для рассортированньлх деталей СШ. Недостатком такого устройства является отсутствие возможностей контроля наружной цилиндрической поверхности деталей и эксцентричности ее с поверхностью отверстия. Целью изобретения является расширение технологических возможностей . Указанная цель достигается тем, что устройство для сортировки деталей типа шайб, содержащее смонтированные на основании загрузочный бункер, приводнор поворотный транспортируюгЦий барабан, дугообразную упорную планку с фрикционной поверх ностью и емкости для рассортирован ных деталей, имеет постоянный магни для отвода бракованных деталей, а транспортирующий барабан имеет равномерно расположенные по его периферии радиальные штыри, при этом транспортирующий барабан установлен с возможностью поворота вокруг вертикальной оси, дугообразная упор ная планка смонтирована над штырями эксцентрично оси барабана с воз можностью регулирования расстояний до штырей, а постоянный магнит для отвода бракованных деталей размеще на траектории движения бракованных деталей за пределами упорной планки , Кроме того, нижняя рабочая кром ка упорной планки выполнена скошен ной под углом 40-50°, а фрикционна поверхность выполнена накаткой. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - вид л на фиг. 4 на фиг. 4 - взаимное положение кромки упора-калибра для годных и бракованных шайб. Устройство для сортировки шайб содержит стойку 1 с ротором 2, вибропитатель 3, состоящий из загрузочной части со спиральными лотками 4 и магнитного подавателя 5, с ротором 2 жестко связан диск 6 со штырями 7. Устройство содержит также механизм стабилизации шайб 8, упорную планку 9, емкость 10 для годных деталеГ , узел 11 съема браг кованных деталей и емкость 12 под брак. Подаватель 5 представляет собой магнитную систему, расположенную в торце лотка 4 вибропитателя 3 и предназначенную для выставления шайб в ряд. Механизм стабилизации шайб 8 представляет собой установленный под диском 6 с зазором 0,5 мм постоянный магнит, обеспечивающий расположение шайб на штырях 7 на постоянном расстоянии от центра диска 6. Упорная планка 9 представляет собой дугообразную пластину, установленную эксцентрично относительно диска 6 с возможностью перемещения по высоте относительно штырей 7. Упор-калибр 9 крепится с помощью винтов и регулировочных гаек к плите 1.3. Дугообразная пластина 9 имеет скошенную под углом. 40-50° и заостренную кромку 14, цилиндрическая поверхность которой снабжена накаткой. J Узел съема 11 бракованных деталей представляет собой постоянный магнит, связанный с кронштейном 15 и установленный с зазором под штырями 7. Емкости 10 и 12 располагаются под плитой 13. Устройство работает следующим образом. Шайбы 16 из вибропитателя 3 поступают в зону действия магнитной системы поштучного подавателя 5, где они устанавливаьэтся по одной в ряд. Штыри 7, проходя через зону действия магнитной системы подавателя 5, снимают с лотка 4 шайбы 16, которые при прохождении нгш постоянным магнитом механизма 8 стабилизации шайб прижимаются к цилиндрической поверхности упор-калибра с накаткой. Трение шайб 16 о поверхность с накаткой упор-калибра 9 приводит к их вращению на штырях 7. Эксцентричная установка планки 9 относительно диска 6 приводит к смещению шайб 16 к концу штырей 7. При этом годные шайбы сталкиваются планкой 9 со штырей в емкость 10 (взаимное расположение кромки 14, планки 9 и годной шайбы показано на фиг. 3 и 4,а ). Если на штыре 7 находится шайба с отклонениями по эксцентриситету либо с сегментным дефектом-выщербом или лыской, то она при вращении выходит из контакта с планкой 9 (фиг. 3 и 4 , 6 4 ) и остается на штыре 7. В зоне постоянного магнит.а узла съема отбракованных деталей 11 шайбы снимаются и поступают Б емкость 12. Точность сортировки шайб регулируется изменением зазора между планкой 9 и штырями с помощью винтов и регулировочных гаек, связывающих его с плитой 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сортировки дискообразных заготовок | 1977 |
|
SU709192A1 |
| Устройство для контроля и сортировки емкостей | 1980 |
|
SU978955A2 |
| Устройство для размерной сортировки деталей | 1984 |
|
SU1219172A1 |
| Устройство для сортировки деталей по диаметру отверстия | 1979 |
|
SU902864A1 |
| Устройство для сортировки дискообразных деталей | 1982 |
|
SU1079310A1 |
| Устройство для сортировки трубок | 1985 |
|
SU1297947A1 |
| Устройство для сортировки магнитнопроводных стержней по кривизне | 1976 |
|
SU580019A1 |
| Устройство для сортировки дискообразных деталей | 1984 |
|
SU1266576A1 |
| Устройство для сортировки деталей | 1988 |
|
SU1611465A1 |
| Устройство для размерной сортировки цилиндрических изделий | 1985 |
|
SU1299630A1 |
1. УСТРОЙСТВО ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ ТИПА ШАЙБ, содержащее смонтированные на основании загрузочный бункер, приводной поворотный транспортирующий барабан, дугообразную упорную планку с фрикционНой поверхностью и емкости для рассортированных деталей, отличающееся тем, что, с целью расширения технологических возможW П fS 13 ностей, оно имеет постоянный магнит для отвода бракованных деталей, а транспортирующий барабан имеет равномерно расположенные по его периферии радиальные штыри, при этом транспортирующий барабан установлен с возможностью поворота вокруг вертикальной оси, дугообразная упорная планка смонтирована над штырями эксцентрично оси барабана с возможностью регулирования расстояний до штырей, а постоянный магнит для отвода бракованных деталей размещен на траектории движения бракованных деталей за пределами упорной планки. 2. Устройство по п. 1, отлии чающееся тем,- что нижняя СО рабочая кромка упорной планки выполнена скошенной под углом 40-50 , а фрикционная поверхность выполнена накаткой. X с: 05 а: ю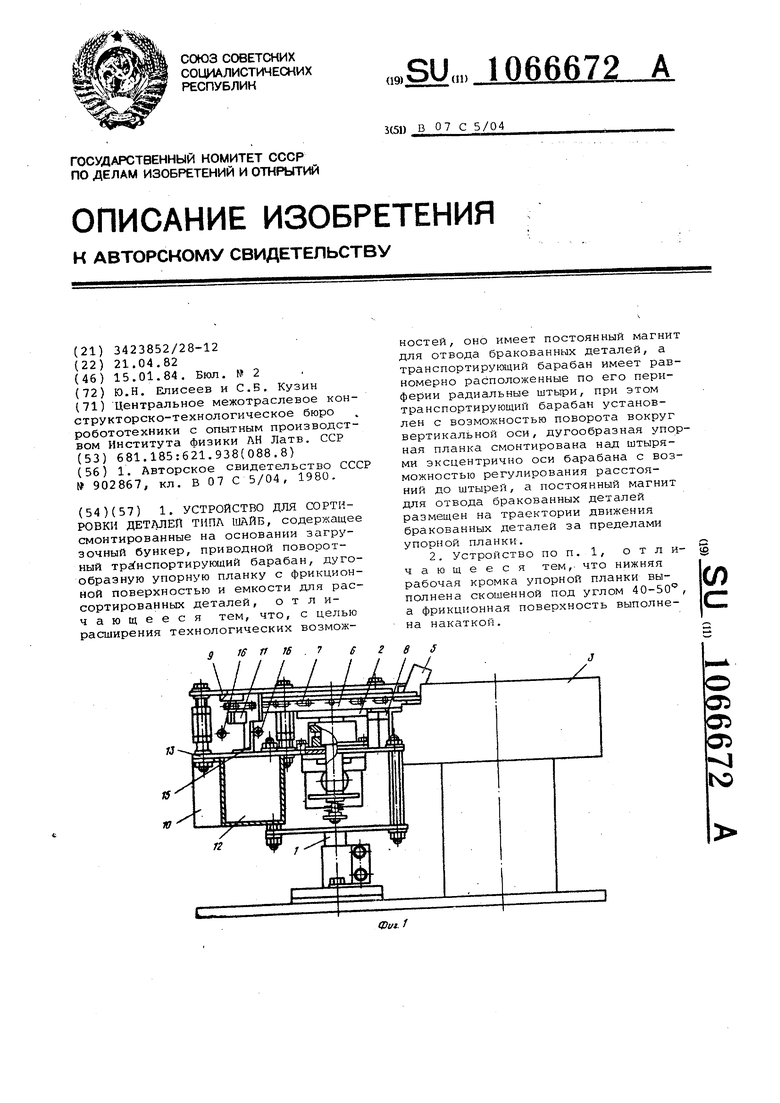
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1980 |
|
SU902867A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
