Изобретение относится к контрольно- сортировочной технике и может быть использовано для сортировки хрупких, например стеклянных, изделий.
Целью изобретения является расширение технологических возможностей.
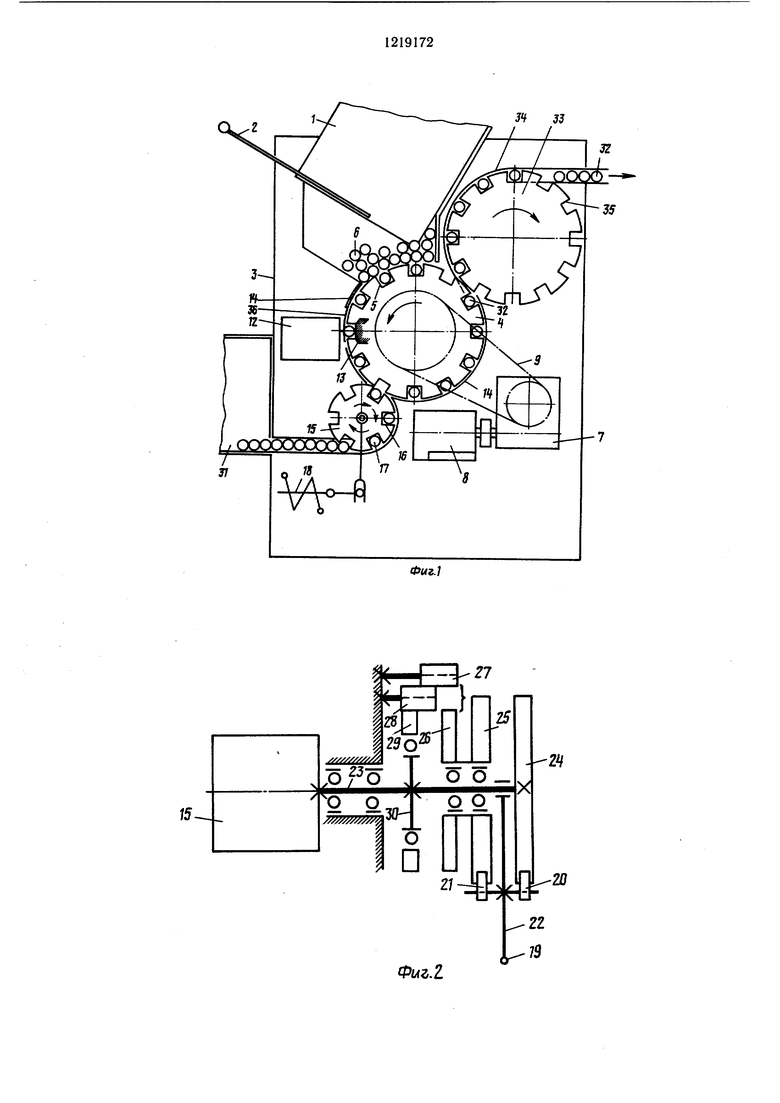
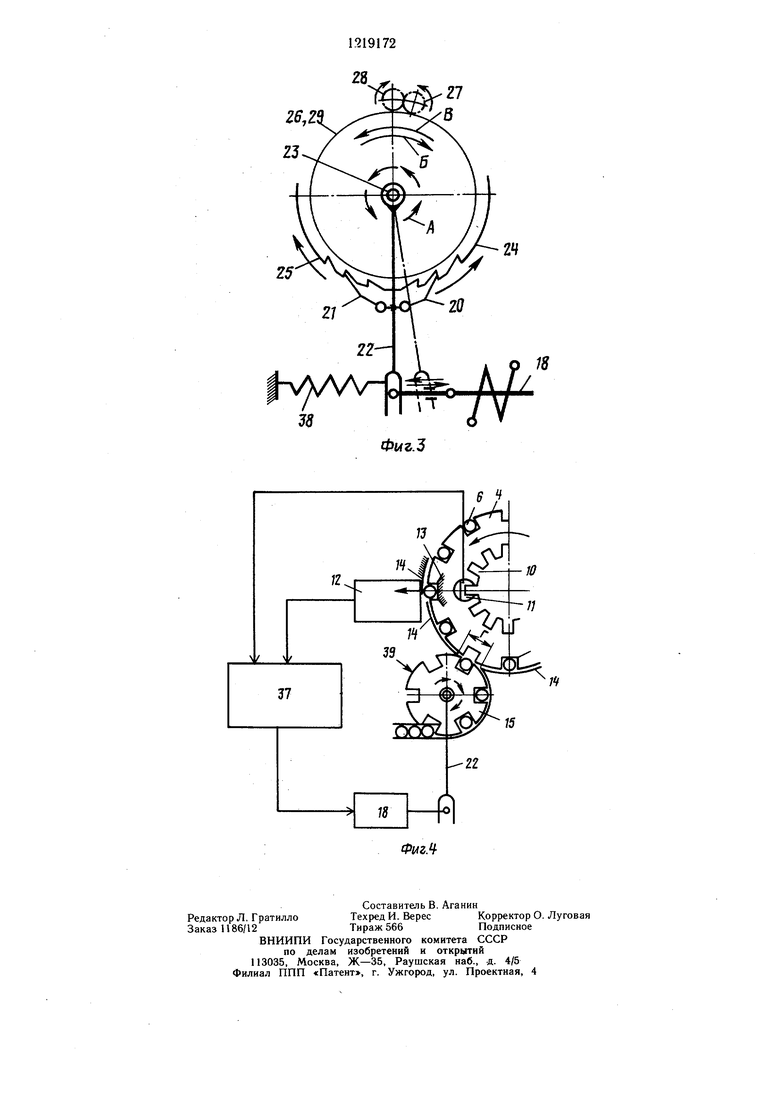
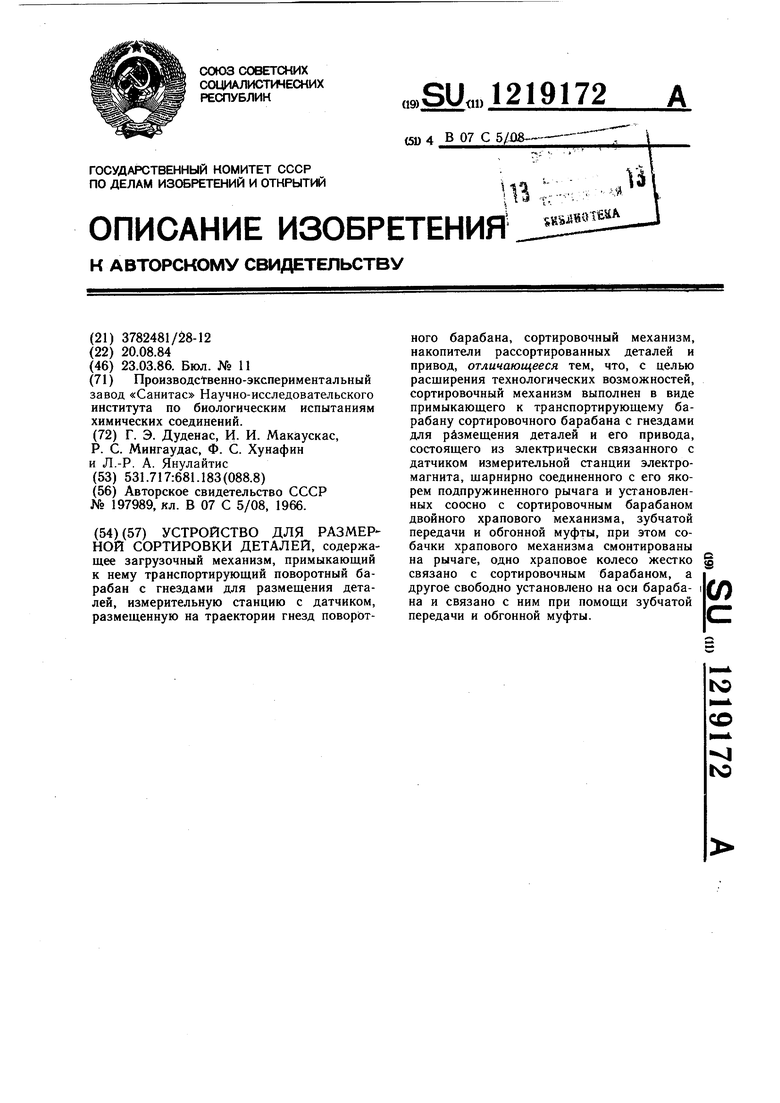
На фиг. 1 схематично изображено устройство, общий вид; на фиг. 2 - кинемати- схема привода сортировочного барабана; на фиг. 3 - двойной храповой механизм; на фиг. 4 - блок-схема устройства.
Устройство для размерной сортировки деталей содержит бункер 1 с шибером 2, установленный в верхней части корпуса 3 устройства. Ниже бункера 1 смонтирован транспортирующий поворотный барабан 4 с гнездами 5 для размещения стеклянных трубок б, кинематически связанный посредством редуктора 7 с электродвигателем 8. Редуктор 7 с поворотным барабаном 4 кинематически связан цепной передачей 9. На траектории движения флажков 10 установлен фотодатчик 11 позиций. На пути движения стеклянных трубок 6 в гнездах 5 установлена измерительная станция с датчиком 12, перед которым установлена опорная поверхность 13. На корпусе 3 закреплены дугообразные направляющие планки 14. К транспортирующему барабану 4 примыкает сортировочный поворотный барабан 15 с гнездами 16 для бракованных трубок 17. Поворотный барабан 15 кинематически связан с приводом 18, например электромагнитным, который электрически связан с датчиком 12 измерительной станции. Электромагнитный привод 18 связан с барабаном 15 с помощью двойного храпового механизма 19, собачки 20 и 21 которого смонтированы щарнирно на подпружиненном рычаге 22, свободно установленном на оси 23 поворотного барабана 15. На оси 23 жестко смонтированы храповое колесо 24 и поворотный барабан 15 и свободно - храповое колесо 25, жестко связанное с зубчатым колесом 26, находящимся в зацеплении с шестерней 27, взаимодействующей посредством шестерни 28 и зубчатого колеса 29 с обгонной муфтой 30. У сортировочного барабана 15 установлен накопитель 31 бракованных деталей. Рядом с поворотным барабаном 4 установлен отводящий годные стеклянные трубки 32 барабан 33, кинематически связанный с барабаном 4. Барабан 33 охвачен дугообразной направляющей 34 и имеет гнезда 35 для годных трубок 32.
Схема определения бракованных и годных трубок 17 и 32 соответственно содержит датчик 12, например электроконтактный, и
датчик 10 позиции (фиг. 4), например фотоэлектрический, следящий за позициями, подключенными к блоку 37 сравнения, выход которого электрически соединен с приводом 18, например электромагнитным.
Устройство для размерной сортировки деталей работает следующим образом.
На устройство устанавливают бункер 1, в котором заранее помещены стеклянные
трубки 6, и открывают щибер 2. Электродвигатель 8 передает вращательное движение транспортирующему поворотному барабану 4, который гнездами 5 захватывает стеклянные трубки 6 и транспортирует в направлении измерительной станции.
Когда каждая стеклянная трубка 6 поступает в зону измерения, т. е. проходит по опорной поверхности 13, к которой прижимается пластинчатой пружиной 36, происходит измерение диаметра трубки 6 в двух сечениях датчиком 12. Датчик 12 выдает сигнал в блок 37 сравнения, куда одновременно поступает сигнал от фотодатчика 11, следящего за позициями измеряемой трубки 6. Если стеклянная трубка 6 не соответствует требуемому диаметру, блок 37 сравнения вместе с сигналом позиции от фотодатчика 11 вырабатывает с задержкой сигнал на привод 18. Привод 18 кратковременным сигналом через рычаг 22, собачку 20 и храповое колесо 24 поворачивает барабан 15 по стрелке А (фиг. 3) так, чтобы
его гнездо 16 для приема трубки совпало с гнездом 6 поворотного барабана 4. Бракованная трубка 17 падает в гнездо 16. После этого напряжение с электромагнита 18 снимается, рычаг 22 при помощи пружины 38 возвращается в исходное положение
и собачкой 21 поворачивает храповое колесо 25 по стрелке Б (фиг. 3) вместе с зубчатым колесом 26, шестернями 27 и 28 и зубчатым колесом 29 (по стрелке В), которое представляет собой наружную обойму обгонной
муфты 30, через которую поворачивается вал 23 вместе с барабаном 15. При этом сектором 39 барабана 15 закрывается щель Г между дугообразными направляющими планками 14. Таким образом, при каждой бракованной трубке 17 привод 18, получив сигнал от блока 37 сравнения, срабатывает так, что барабан 15 принимает бракованную трубку и закрывает сектором 39 щель Г до тех пор, пока проходит одна позиция барабана 4.
Годные трубки 32 барабаном 4 передаются на транспортирующий барабан 33, а затем - на лоток, откуда принудительно поступают в ориентированном положении в приемный накопитель.
3Z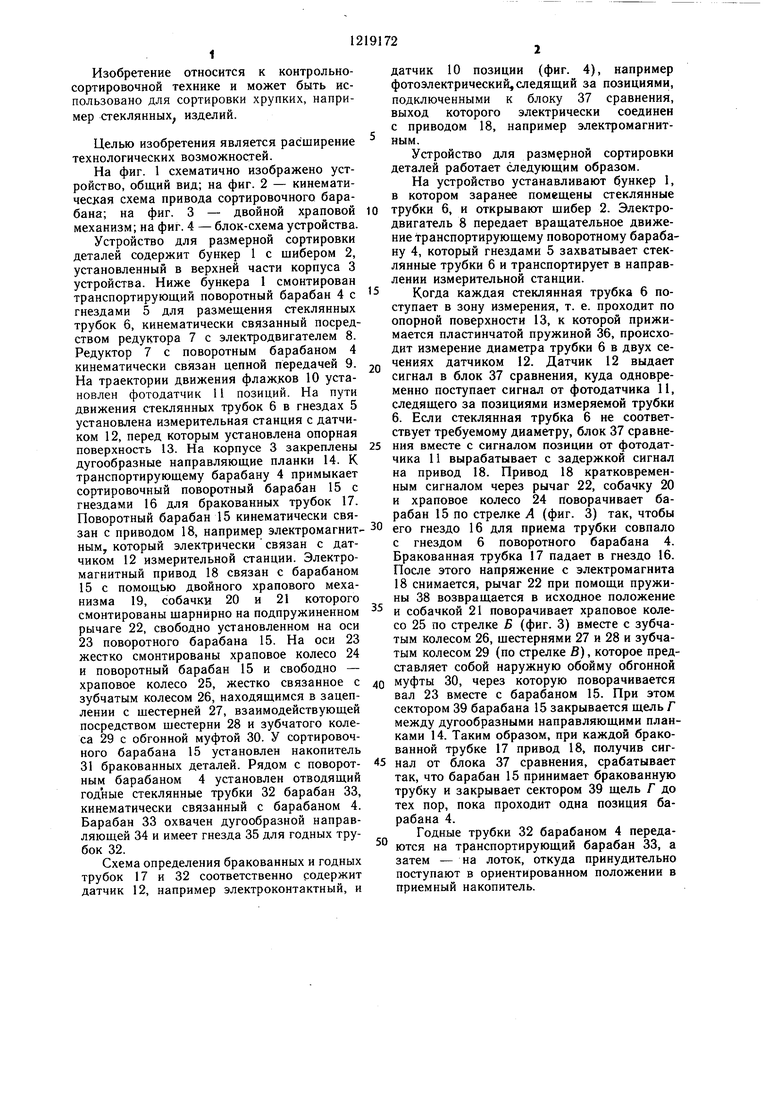
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сортировки стеклянных трубок | 1990 |
|
SU1798018A1 |
| Устройство для контроля и сортировки магнитов | 1987 |
|
SU1443979A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ СОРТИРОВКИ | 1967 |
|
SU191752A1 |
| Автомат для сортировки стеклянных трубок по диаметру | 1985 |
|
SU1331591A1 |
| Автомат с электроконтактными датчиками для контроля линейных величин деталей, например клапанов двигателей внутреннего сгорания | 1961 |
|
SU148247A1 |
| Устройство для контроля и сортировки линз | 1980 |
|
SU910231A1 |
| Автомат для контроля и сортировки изделий цилиндрической формы | 1985 |
|
SU1359006A1 |
| ТРАНСПОРТНАЯ СИСТЕМА АВТОМАТИЧЕСКОЙ ЛИНИИ СПУТНИКОВОГО ТИПА | 1992 |
|
RU2047463C1 |
| Устройство для мытья бутылок | 1930 |
|
SU25416A1 |
| Магазин-накопитель | 1986 |
|
SU1313641A1 |
Фмг.2
Фиг.З
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 0 |
|
SU197989A1 |
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
