(54) КОНТРОЛЬНО-СОРТИРУЮЩИЙ АВТОМАТ ДЛЯ ПЛОСКИХ ДЕТАЛЕЙ ТИПА ШАЙБ
1
Изобретение относится к измерительной технике, в частности к автоматическим устройствам, предназначенным для контроля и сортировки плоских деталей типа шайб по толщине.
Известен контрольно-сортирующий авто.мат, содержащий смонтированные на основании бункерное загрузочное устройство, измерительную головку и сортирующее устройство 1 .
Недостаток известного технического рещения в том, что его технологические возможности ограничены.
Известен контрольно-сортирующий автомат для плоских деталей типа щайб, содержащий смонтированные на основании загрузочное устройство с ориентирующим поворотным барабаном, имеющим Окно для выхода деталей и планки 2.
Недостаток известного технического рещения в том, что его технологические возможности ограничены.
Наиболее близким по технической сути является контрольно-сортирующий автомат для плоских деталей типа щайб, содержащий смонтированные на основании бункерное загрузочное устройство с ориентирующим поворотным барабаном, имеющим окно для выхода деталей, измерительную головку с двумя пневмосоплами, подпружиненную планку с фрикционным покрытием и сортирующее устройство 3.
- Недостаток известного технического решения заключается в том, что его технологические возможности ограничены.
Целью изобретения является расщирение технологических возможностей при измерении толщины деталей с различным наружto ным диаметром.
Указанная цель достигается тем, что в известном контрольно-сортирующем автомате для плоских деталей типа шайб, содержащем смонтированные на основании бункерное загрузочное устройство с ориентирующим поворотным барабаном, имеющим окно для выхода деталей, измерительную головку с двумя пневмосоплами, подпружиненную планку с фрикционным покрытием и сортирующее устройство, он имеет колодку, установленную напротив окна для выхода
20 деталей из ориентирующего поворотного барабана и концентрично ему, выполненную в виде сегмента, на котором установлена планка с фрикционным покрытие.м, при этом колодка присоединена к ориентирующему поворотному барабану так, что рабочая поверхность планки с фрикционным покрытием размешена на расстоянии, которое равно наибольшему диаметру измеряемой детали, а измерительная головка закреплена с внешней стороны поворотного барабана.
Планка с фрикционным покрытием может быть установлена на колодке с возможностью качания посредством оси и иметь длину не менее длины окружности наибольшей измеряемой.детали.
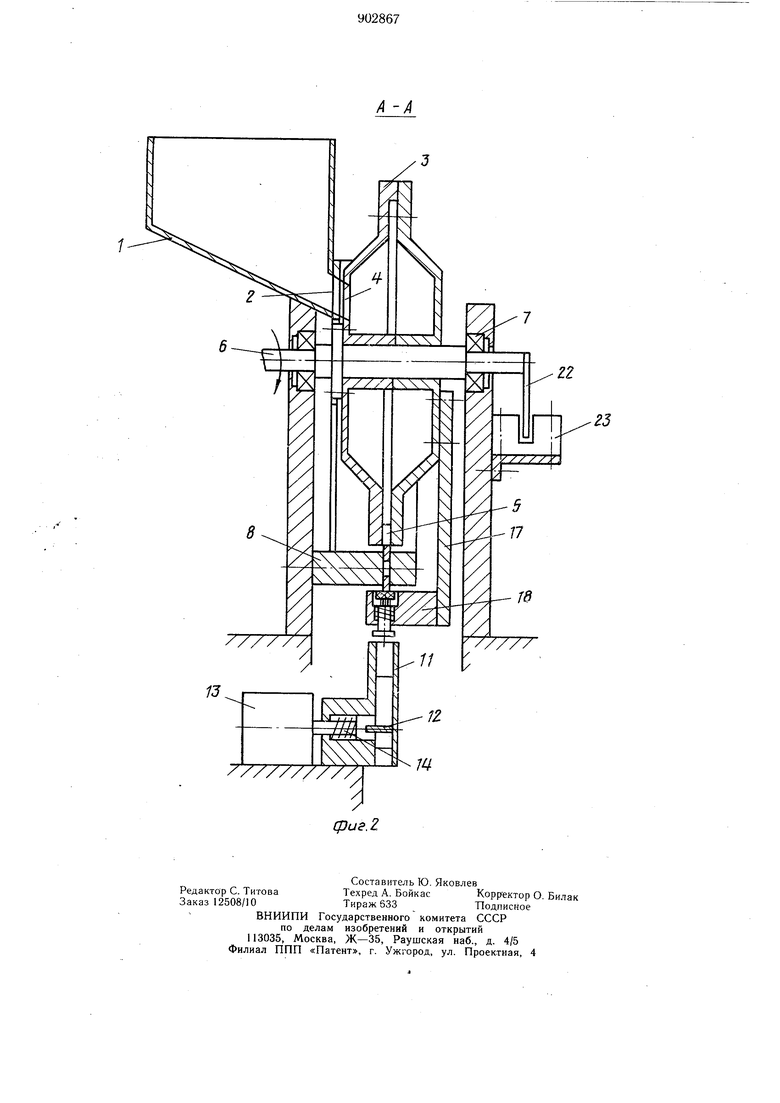
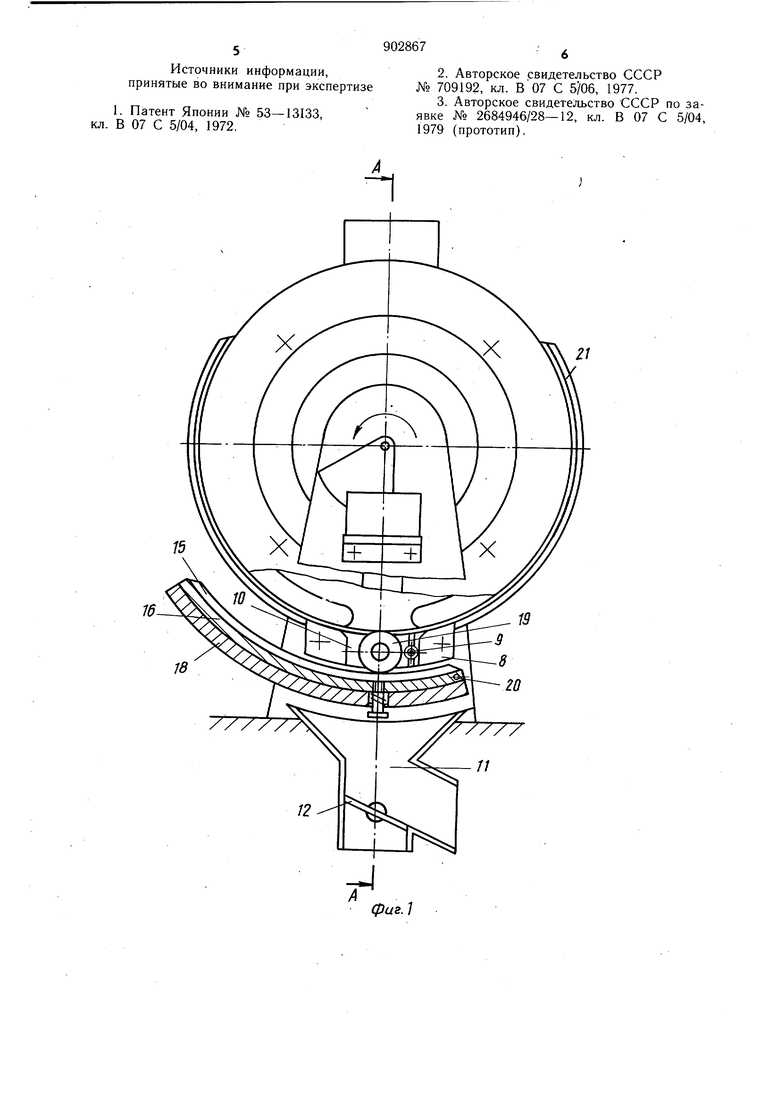
На фиг. 1 изображен предлагаемый автомат; на фиг. 2 - разрез А-А на фиг. 1.
Контрольно-сортирующий автомат содержит бункерное загрузочное устройство, состоящее из неподвижного предбункера 1 с окном 2 для выхода деталей, ориентирующего поворотного барабана 3, имеющего входнюе окно 4 и щелевое выходное окно 5 и установленного на валу 6 на шарикоподшипниках 7, измерительную головку 8 с двумя измерительными пневмосоплами 9, расположенными с противоположных сторон щироких стенок его щели 10. Устройство сортировки установлено против выхода щели 10 измерительной головки 8 и состоит из расходящегося лотка 11 и заслонки 12, закрепленной на якоре исполнительного электромагнита 13, а также возвратной пружины 14. Измерительная головка 8 установлена неподвижно с внешней стороны барабана 3. Планка 15 с фрикционным покрытием закреплена на колодке 1б, выполненной в виде сегмента и расположенной напротив выходного щелевого окна 5 барабана 3, концентрично относительно него. С барабаном 3 скреплена планка 17 с сегментной обоймой 18 на расстоянии, равном наибольшему диаметру измеряемой шайбы 19. Колодка 16 с планкой 15 подпружинена и установлена с возможностью качания относительно собственной оси 20 в обойме 18. Длина планки 15 -выбирается из условия обеспечения не менее одного полного оборота измеряемой щайбы 19. Защитный кажух 21 закрепленный на предбункере 1, прикрывает входное и выходное окна 4 и 5 барабана 3 при его вращении. На конце вала 6 закреплен сектор 22, а на корпусе автомата установлено бесконтактное коммутирующее устройство 23, предназначенное для синхрони зации работы блока управления (блок управления на чертеже не показан).
Автомат работает следующим образом.
Загрузка барабана 3 контролируемыми шайбами 19 выполняется при совпадении выходного окна 2 предбункера 1 с входным окном 4 барабана 3. При нижнем положении щелевого выходного окна 5 барабана 3 шайба 19 ориентированная в пространстве, попадает под действием собственного веса в.щель 10 измерительной головки 8. При дальнейшем повороте барабана 3 с планкой 15 происходит касание наружного диаметра
щайбы 19 с наружной цилиндрической поверхностью барабана 3 и поверхностью планки 15. Под действием сил трения щайба 19 катится по планке 15, двигаясь в щели 10 измерительной головки 8, до узкой
стенки щели 10 и оказывается между измерительными пневмосоплами 9. В это время сектор 22 входит в щель бесконтактного коммутирующего устройства 23, которым формируется команда «Начало измерения.
Далее шайба 19 катится по планке 15, но скользит по цилиндрической поверхности барабана и узкой стенке щели 10 благодаря больщой силе трения между ней и планкой 15. Измерение толщины и разнотолщинности происходит непрерывно при вращении щайбы 19. При выходе сектора 22 из щели коммутирующего устройства 23 им формируется команда «Конец измерения, и заслонка 12 устройства сортировки устанавливается в определенное положение. В конце цикла измерения щель 10 не прикрыта пленкой 15, и шайба 19 свободно падает в лоток 11 и попадает в соответствующую группу сортировки.
Такая конструкция технического решения существенно расширяет его технологические возможности при измерении толщины деталей типа шайб с различными наружными диаметрами.
Формула изобретения
1.Контрольно-сортирующий автомат для плоских деталей типа шайб, содержащий смонтированные на основании бункерное загрузочное устройство с ориентирующим поворотным барабаном, имеющим окно для выхода деталей, измерительную головку с двумя пневмосоплами, подпружиненную планку с фрикционным покрытием и сортирующее устройство, отличающийся те.м, что, с целью расширения технологических возможностей автомата, он имеет колодку, установленную напротив окна для выхода деталей из ориентирующего поворотного барабана и концентрично ему, выполненную в виде сегмента, на котором установлена планка с фрикционным покрытием, при этом колодка присоединена к ориентирующему поворотному барабану тек, что рабочая поверхность планки с фрикционным покрытием размещена на расстоянии, которое равно наибольшему диаметру измеряемой детали, а
Q измерительная головка закреплена с внешней стороны поворотного барабана.
2.Автомат по п. 1, отличающийся тем, что планка с фрикционным покрытием установлена на колодке с возможностью качания посредством оси.
3. Автомат по пп. 1 и 2, отличающийся тем, что планка с фрикционным покрытием имеет длину не менее длины окружности наибольшей измеряемой детали.
Источники информации, принятые во внимание при экспертизе
1. Патент Японии № 53-13133, кл. В 07 С 5/04, 1972.
2.Авторское свидетельство СССР № 709192, кл. в07 С 5/06, 1977.
3.Авторское свидетельство СССР по заявке № 2684946/28-12, кл. В 07 С 5/04, 1979 (прототип).
Z1
фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Контрольно-сортирующий автомат для плоских деталей типа шайб | 1983 |
|
SU1087205A1 |
| Автомат для контроля и сортировкидЕТАлЕй ТипА диСКОВ | 1978 |
|
SU801902A1 |
| Автомат для контроля и сортировки тел вращения | 1977 |
|
SU716641A1 |
| АВТОМАТ ДЛЯ СБОРКИ БОЛТОВ С ШАЙБАМИ | 1971 |
|
SU426786A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ДЕТАЛЕЙ | 1968 |
|
SU221319A1 |
| Автоматическая линия для металли-зАции плАСТиНчАТыХ издЕлий | 1979 |
|
SU808550A1 |
| Загрузочно-ориентирующее устройство | 1987 |
|
SU1465246A1 |
| Запоминающее устройство для контрольно-сортировочных автоматов | 1973 |
|
SU488260A1 |
| Автомат для контроля и сортировки герконов | 1990 |
|
SU1749941A1 |
| КОНТРОЛЬНО-СОРТИРОВОЧНЫЙ АВТОМАТ ДЛЯ КОНТРОЛЯ | 1972 |
|
SU358030A1 |