(Л
С
Изобретение относится к инстру- ментальной оснастке металлорежущих станков к предназначено для расточки канавок в отверстиях.
Известны различные борштанги, в которых режущийэлемент перемещается в радиальном направлении клином и 1 .
Известен Инструмент для обработк канавок, выполненный в виде двухлепестковой цанги, стянутой кольцом подвижным вдоль лепестков цакги С2Д
Однако в известной конструкции лепестки цанги не обладаюг- достаточной жесткостью, что особенно сказывается при расточке отверстий малого диаметра на большой глубине. В этом случае вибрации лепестков .инструмента значительно снижают качество обработки.
Цель изобретения - повышение качества обработки путем исключения вибраций.
Поставленная цель достигается тем/ что в инструменте для обработки канавок, содержащем режущий элемент, выполненный в виде двухлепестковой цанги с клином, расположенным между ее лепестками, боковые грани клина выг олнены с опорными поверхностями, которые предназначены для взашлодействия с соответствующими . боковь ми поверхностягди лепестков цанги.
На фиг. 1 представлен инструмент для обработки канавок, обший вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 сечение Б-Б на фиг. 1; на фиг. 4 - вдц В на фиг. 1; на фиг. 5 - сечение на фиг. 4; на фиг. 6 - сечение Д-Д на фиг. 1.
Инструмент состоит из оправки 1, внутри которой расположеныпружины 2 и вилка 3. На-вилке 3 при помощи штифтов 4 закреплен клин 5.
Резцы 6 располагаются в пазах вилки 3 и крепятся при помощи резьбовой шпильки 7, а также шайбой 8 н гайкой 9. Для восприятия окружной силы резания клин имеет две опорные поверхности а, служащие опорами резцам 6 и выполненные на его боковых гранях 10. Осевая настройка резцов осуществляется винтом 11 и упру гой прокладкой 12 за счет перемещения резцов по пазам вилки. ВВиду ма лого наклона пазов и с учетом реальной точности изготбвления резцов в продольном направлении можно прее.ебречь влиянием продольного перемацения резцов на положение режушик кромок в радиальном направлении.
На оправке 1 на подвижной посадке находится фланец 13, соединенный с вилкой посредством штифта 14. Втулка 15 служит упором при работе для фланца 13 и сидит на упорном подшипнике 16 в плите 17. Подшипник 16 удерживается от осевого смещения крышкой 18 и винтами 19.
Инструмент работает следугадим образом.
При подводе к обрабатываемой детали режущие части резцов сведены друг к другу, при этом наклонная поверхность клина 5 не контактирует с резцами. Это обеспечивает зазор между резцами и поверхностью отверстия детали при вхождении инструмента в деталь.
При упоре торцом фланца 13 во втулку 15 вилка с резцами лишается возможности перемещаться в осевом направлении, не прекращая вместе с тем вращения. Оправка 1 с клином 5, сжимая пружину 2, продолжает движение вглубь отверстия, при этом клин разжимает резцы. При выходе на параллельные плоскости клина радиальное перемещение резцов заканчивается.
При отводе оправки клин с оправкой выводится из контакта с резцама, - перемещающимися в этот момент только в радиальном направлении за счет упpjTHx сил. Пружина 2 через втулку удерживает резцы в отверстии детали. При касании торцом оправки торца фланца вилка начинает выводить резцы из отверстия детали.
Настройку расстояния канавки от торца детали можно выполнять, например, посредством введения регулировочного элемента во фланец 13. Фланец 13 в этом случае выполняют сос тавным, с резьбовым регулировочньм элементом (гайкой) 20 положение которого на фланце 13 фиксируется стопорным винтом 21. При вращении резьбового элемента 20 изменяется положение торца фланца 13, а следовательно и положение резцов«
Предлагаемое изобретение по сравнению с известным позволяет путем повьаиения жесткости режущего элемента исключить вибрации последнего и тем самым повысить точность обработки детали.
.13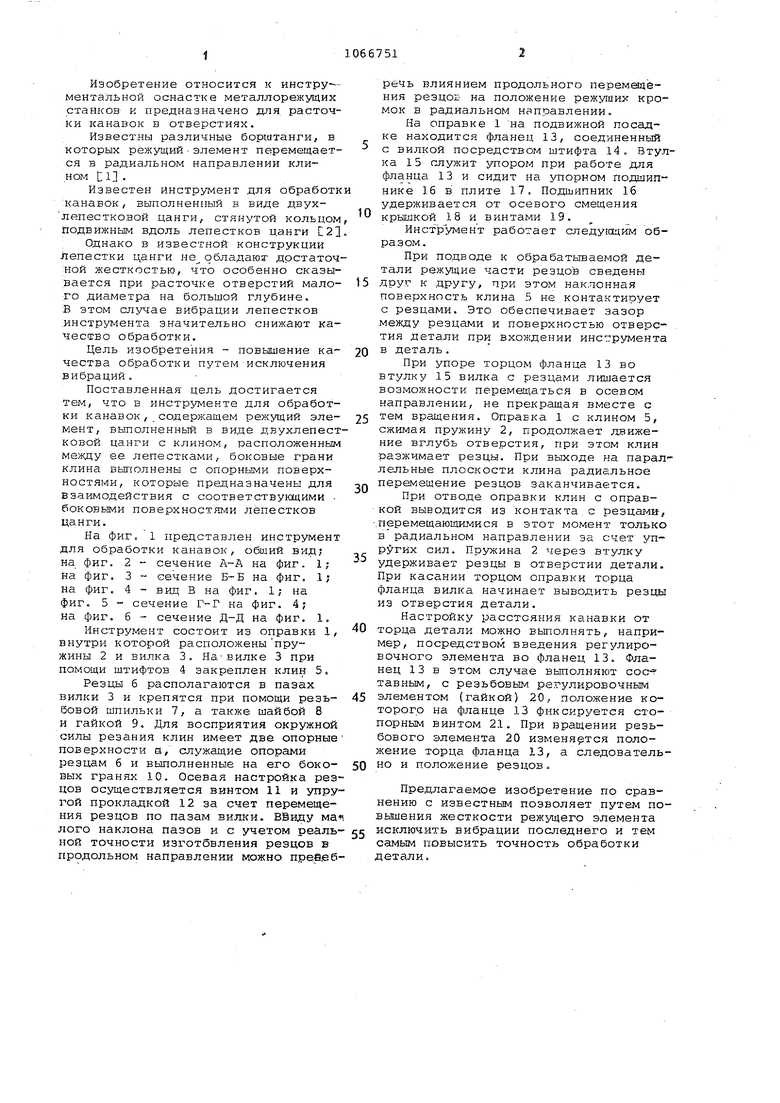
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка | 1985 |
|
SU1287992A1 |
| УСТРОЙСТВО ДЛЯ КРЕПЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА В СТАНКАХ ДЛЯ ОБРАБОТКИ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2010 |
|
RU2428281C1 |
| Головка для выточки канавок в стенках отверстия | 1982 |
|
SU1122436A1 |
| Способ обработки деталей и устройство для его осуществления | 1989 |
|
SU1683868A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| КОМБИНИРОВАННОЕ КОЛЬЦЕВОЕ СВЕРЛО ДЛЯ ГЛУХИХ ОТВЕРСТИЙ В КОСТНОЙ ТКАНИ | 2016 |
|
RU2675339C2 |
| Расточная головка | 1973 |
|
SU545417A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU776751A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |


ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ КАНАВОК, содержащий режущий элемент, вьшолненный в виде двухлепестковой цанги с клином, расположенным между ее лепестками, отличающийся тем, что, с целью повышения качества обработки путем исключе ния вибраций, боковые грани клина выполнены с опорными поверхностями, которые предназначены для взаимодей ствия с соответствующими боковыми поверхностями лепестков цанги, ч
А-А
5-6
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Расточная оправка | 1972 |
|
SU457544A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Каталог фирмы Madison Jndustries GmbH, ФРГ, 1969, | |||
| (прототипJ . | |||
