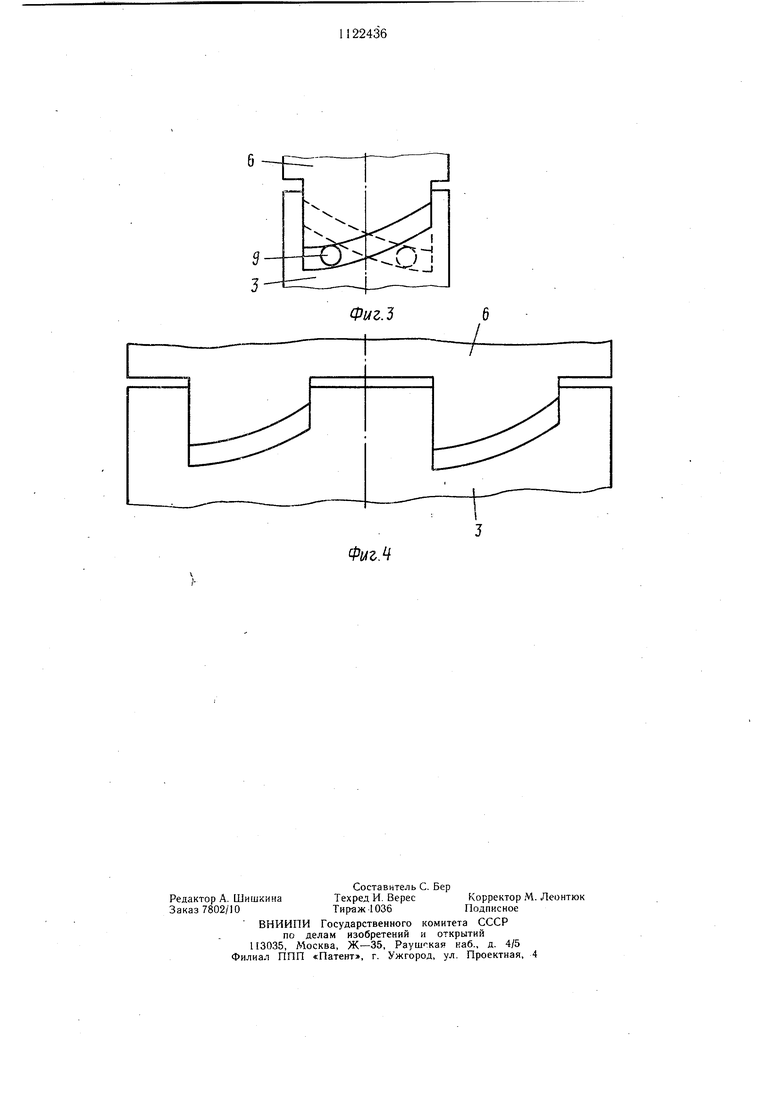
Изобретение относится к области металлообработки и может быть использовано для обработки отверстий. Известна головка для выточки канавок в стенках отверстия, содержащая корпус с хвостовой частью и внутренней полостью, в которой размещена втулка с эксцентричным относительно оси головки отверстием для размещения резцовой оправки, снабженной механизмом поворота, включающим элемент со спиральной нарезкой и пружину 1, Недостатком известной головки является ее низкая точность из-за люфтов в подвижных соединениях деталей. Цель изобретения - повыщение точйости обработки канавок. Поставленная цель достигается тем, что в головке для выточки канавок в стенках отверстия, содержащей корпус с хвостовой частью и внутренней полостью, в которой размещена втулка с эксцентричным относительно оси головки отверстием, для размещения резцовой оправки, снабженной механизмом поворота, включающим элементсо спиральной нарезкой и пружину, хвостовая часть головки выполнена с возможностью осевого перемещения относительно корпуса, элемент со спиральной нарезкой состоит из двух частей, выполненных на обращенных друг к другу торцах хвостовой части и втулки, и предназначен для контакта с введенным в головку штифтом, который жестко закреплен средней частью в резцовой головке, а концами размещен с возможностью перемещения в прямоугольных окнах, выполненных в корпусе, причем возвратная пружина расположена между гладким торцом втулки и корпусом головки, которая снабжена упором, установленным с возможностью перемещения и выполненным в виде цангового зажима. На фиг. 1 представлена конструкция предлагаемой головки; на фиг. 2 - выполнение окон в корпусе; на фиг. 3 - взаимное расположение элемента со спиральной нарезкой и щтифта; на фиг. 4 - развертка торцовых поверхностей хвостовой части и втулки. Оправка для расточки канавок содержит неподвижную пяту 1, резцовую оправку 2, установленную во втулке 3, радиальноупорные подшипники 4, смонтированные в пяте 1 и закрытые крышкой о, хвостовую часть 6 для закрепления оправки в шпинделе станка, корпус 7, концентричный оси шпинделя станка, с прямоугольны.ми окнами 8, в которых размещены концы штифта 9, жестко скрепленного с резцовой оправкой 2 и взаимодействующего с торцовыми винтовыми поверхностями хвостовой части 6 и втулки 3. Зажимная цанга 10 опорой 11 расположена между радиально-упорными подшипниками 4, а ее лепестки взаимодействуют с боковой поверхностью корпуса 7 и хомуто.м 12. Между корпусом 7 и втулкой 3 установлена пружина 13, а между гайкой 14 и кольцом 15, соединенным с корпусом 7,- пружина 16. На торце хвостовой части б выполнены выступы, постоянно взаимодействующие с пазами втулки 3. Оправка настраивается на определенную глубину путем перемещения пяты 1 и зажимной цанги 10 вдоль корпуса 7. После настройки на линейный размер лепестки зажимной цанги 10 стягиваются хомутом 12, резцовая оправка 2 с резцом вводится в отверстие обрабатываемой детали. Пята 1 упирается в торец детали, затем осуществляется подача шпинделя с хвостовой частью 6. Хвостовая часть б выбирает зазор между штифтом 9 и своей торцовой поверхностью, поджимается к штифту 3. Дальнейшее продольное перемещение хвостовой части 6 происходит вместе с втулкой 3, при этом штифт 9 поворачивается на некоторый угол в окнах корпуса 7. Происходит врезание резца. Хвостовая часть 6 и втулка 3 пере.мещаются вдоль оси до получения необхо.димого диаметрального размера канавки, для чего может быть поставлен упор со средством измерения. После выполнения канавки под действием пружин 13 и 16 резцовая оправка Еюзврашается в исходное положение. Предлагаемая конструкция позволяет повысить точность обработки канавок за счет ликвидации зазоров и люфтов при повороте щтифта, ликвидации отжима резца от обрабатываемой поверхности путем постоянного поджима хвостовой части и втулки к штифту во время обработки, а также за счет возможности применения упоров или точных средств измерения во время обработки, так как угол поворота штифта и резцедержателя зависит от линейного перемещения шпинделя.
Фыг.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для поперечной расточки канавок в стенках отверстий | 1958 |
|
SU117284A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Резцовая головка | 1981 |
|
SU1014669A1 |
| Автоматическая линия для бесцентровой обработки деталей | 1988 |
|
SU1646796A1 |
| Шпиндельная головка станка | 1978 |
|
SU745600A1 |
| Резцовая головка для подрезки фасок у труб | 1958 |
|
SU121112A1 |
| Резцовая головка токарного автомата | 1986 |
|
SU1346339A1 |
| Приспособление к сверлильному ставку для выточки канавок в стенках отверстий | 1934 |
|
SU44767A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Способ затылования метчиков | 1983 |
|
SU1333542A1 |
ГОЛОВКА ДЛЯ ВЫТОЧКИ КАНАВОК В СТЕНКАХ ОТВЕРСТИЯ, содержащая корпус с хвостовой частью и внутренней полостью, в которой размещена втулка с эксцентричным относительно оси головки отверстием для размещения резцовой оправки, снабженной ме.ханизмом поворота, включающим элемент со спиральной нарезкой и пружину, отличающаяся том. что, с целью повыщекия точности обработки канавок, хвостовая часть головки выполнена с возможностью осевого пере.мещения относительно корпуса, элемент со спяральнои нарезкой состоит из двух частей, выполненных на обращенных друг к другу торцах хвостовой части и втулки, и предназначен для контакта с введенным в головку щтнфтом, который жестко закреплен средней частью в резцовой головке, а концами размещен с воз.можностью перемещения в прямоугольных окнах, выполненных в корпусе, причем возвратная пружина расположена между гладким торцом втулки и корпусом головки, которая снабжена упором, установленным с воз.можностью перемещения д и выполненным в виде цангового зажима. S ГО ю 4 СО о
ФкгМ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление к сверлильному ставку для выточки канавок в стенках отверстий | 1934 |
|
SU44767A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
