Изобретение относится к области обработки металлов резанием, в частности к держателям режущего инструмента в станках для обработки длинномерных трубчатых изделий.
Известна конструкция резцедержателя токарного станка, содержащая корпус с пазами для резцов и элементами для зажима резцов в пазах (патент РФ № 1633623, по кл. B23B 29/24, от 27.10.1996).
Данное устройство снабжено резцовыми блоками, сопряженными с гранями корпуса посредством призматических направляющих. Недостатками данного устройства являются сложность конструкции и ограниченные технологические возможности обработки изделий.
Известно также устройство для растачивания крупногабаритных корпусных деталей, представляющее собой станок, содержащий станину с направляющими, стеблевую бабку с приводом перемещения, расточной блок с закрепленным в нем расточным инструментом, систему для подачи смазочно-охлаждающей жидкости, вспомогательные приводы и элементы управления (полезная модель № 6581, по кл. B23B 39/14, от 27.08.2007).
Недостатком данного устройства являются ограниченные технологические возможности, не позволяющие осуществлять быструю подачу режущих инструментов в зону обработки изделия.
Известен резцедержатель, предназначенный для фиксирования во множестве неподвижных положений во время операции обработки вращающейся обрабатываемой детали (патент RU № 2334593, по кл. B23B 29/24, от 10.09.2008).
Данный резцедержатель содержит корпус, множество установочных на корпусе опорных элементов, каждый из которых выполнен с отверстием, и множество резцовых вставок со сменными пластинами.
Данное устройство предусматривает обработку наружной поверхности цилиндрических заготовок: проточка, прорезание канавок и снятие фасок.
Данное устройство не позволяет вести обработку длинномерных трубчатых изделий.
Наиболее близким техническим решением по совокупности существенных признаков является расточной станок модели К4Р434Ф30 (см. Каталог «Техника вашего бизнеса», металлообрабатывающие расточные станки от 31.08.2008).
Данный расточной станок содержит расточные головки, снабженные держателями режущего инструмента в виде борштанг с резцами для обработки внутренней поверхности трубы. Данное устройство позволяет вести черновую и чистовую расточку отверстий, подрезку торцов и снятие фасок на концах труб.
Недостатком данного устройства является ограниченное количество технологических операций, наличие нескольких борштанг с закрепленными на них режущими элементами, что усложняет конструкцию и переналадку устройства.
Задача, на решение которой направлено заявленное изобретение, заключается в расширении технологических возможностей и упрощении конструкции устройства.
Поставленная задача решается за счет того, что устройство для крепления режущего инструмента в станках для обработки трубчатых изделий, снабженное борштангой, содержащей корпус с размещенными в нем резцовыми вставками с режущими пластинами для подрезки торца обрабатываемого изделия и для расточки внутреннего диаметра изделия, в корпусе выполнены отверстия для подачи смазочно-охлаждающей жидкости, при этом резцовые вставки выполнены с возможностью их съема и крепления, снабжено режущей пластиной для проточки канавки в обрабатываемом изделии, корпус борштанги выполнен в виде цилиндрического стержня, на одном конце которого закреплен фланец для крепления борштанги к станку, а на другом конце корпуса на цилиндрической поверхности выполнены гнезда для равномерного размещения по окружности и закрепления в них резцовых вставок для расточки внутреннего диаметра изделия, причем резцовая вставка для подрезки торца изделия размещена между двумя резцовыми вставками для расточки внутреннего диаметра, а режущая пластина для проточки канавки в обрабатываемом изделии размещена в пазу диаметрально противоположно третьей резцовой вставке для расточки внутреннего диаметра с возможностью ее перемещения и фиксации.
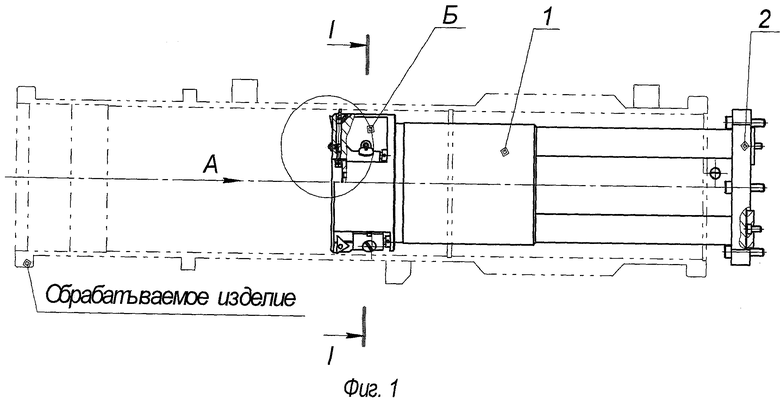
На Фиг.1 представлен общий вид устройства для крепления режущего инструмента в станках для обработки трубчатых изделий.
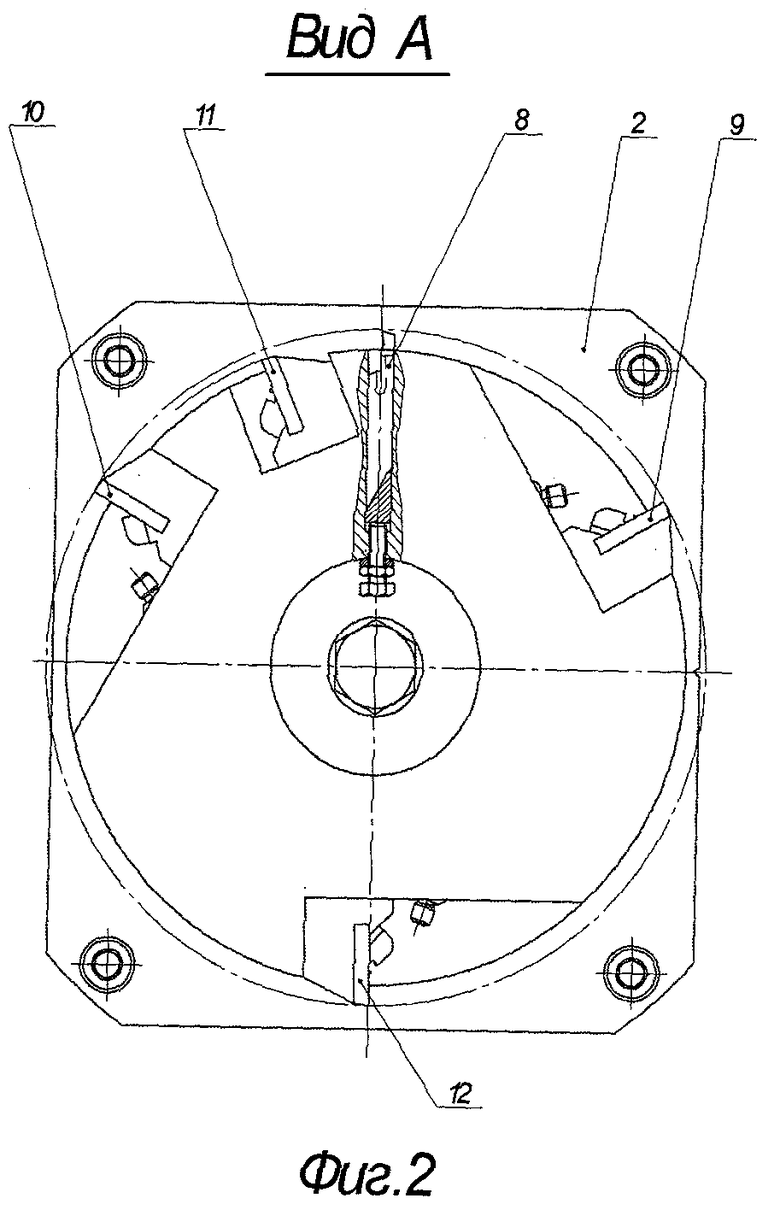
На фиг.2 - вид по стрелке А на фиг.1.
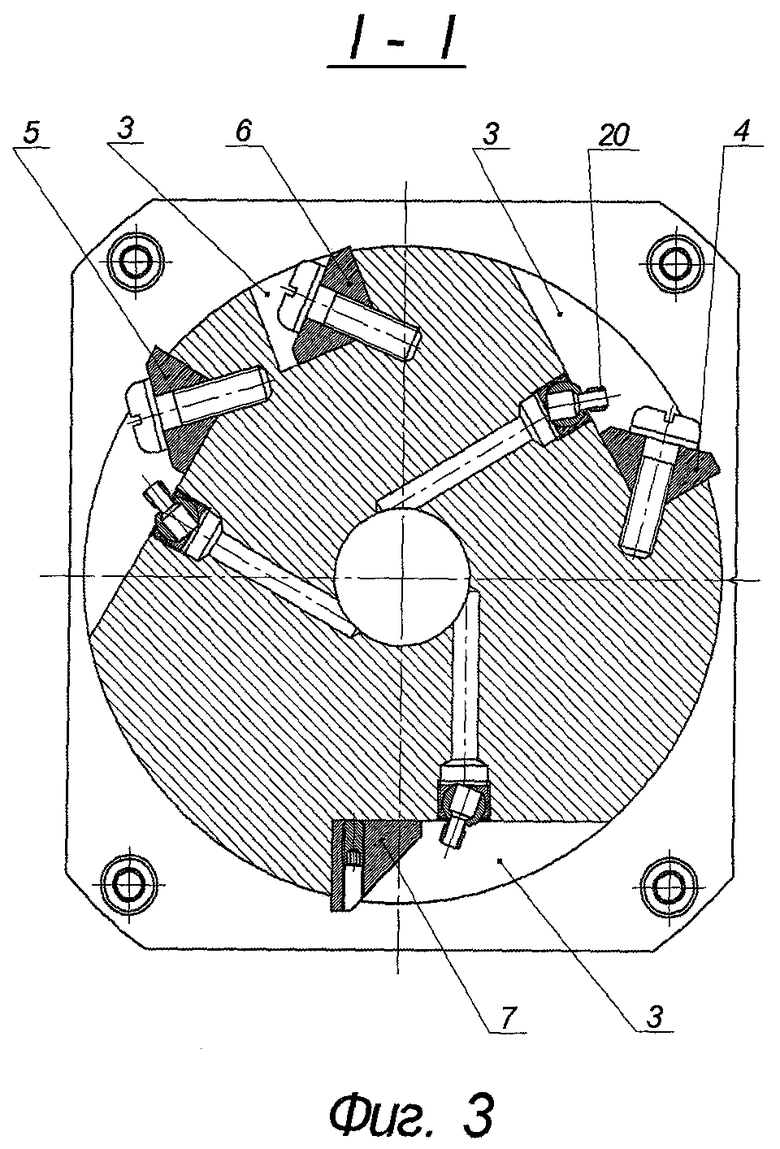
На фиг.3 - сечение 1 -1 на фиг.1.
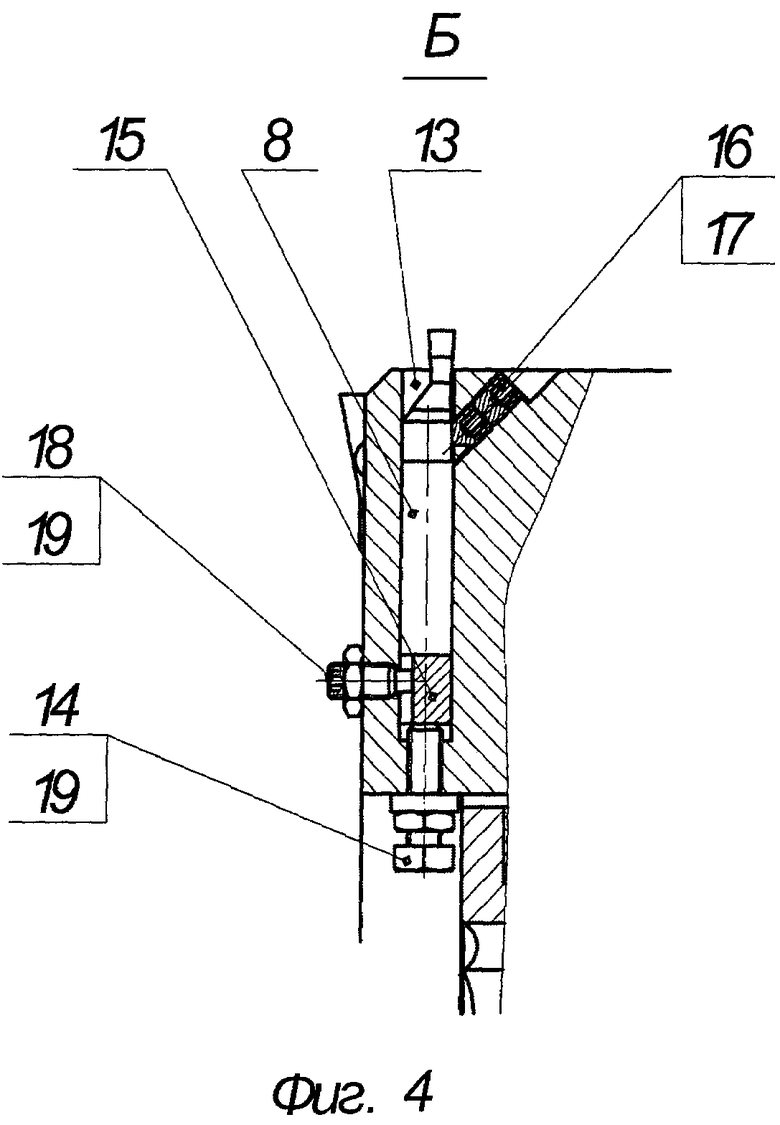
На фиг.4 - выноска «Б» на фиг.1.
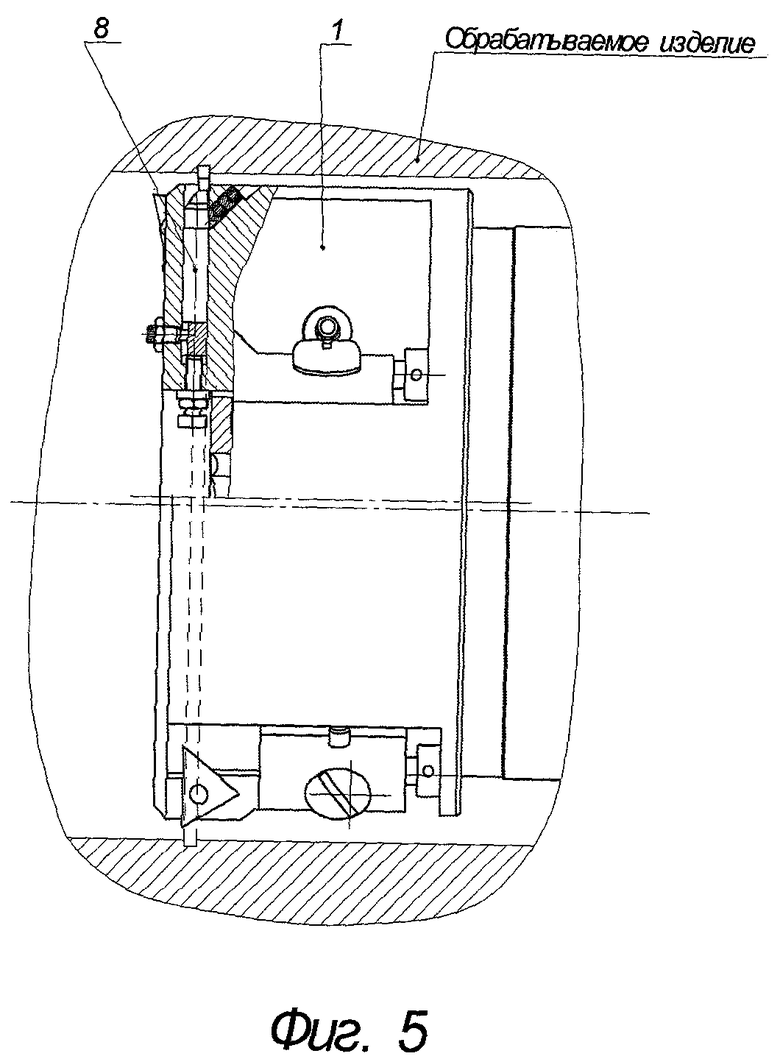
На фиг.5 представлена иллюстрация выполнения проточки канавки в обрабатываемом изделии (первый этап).
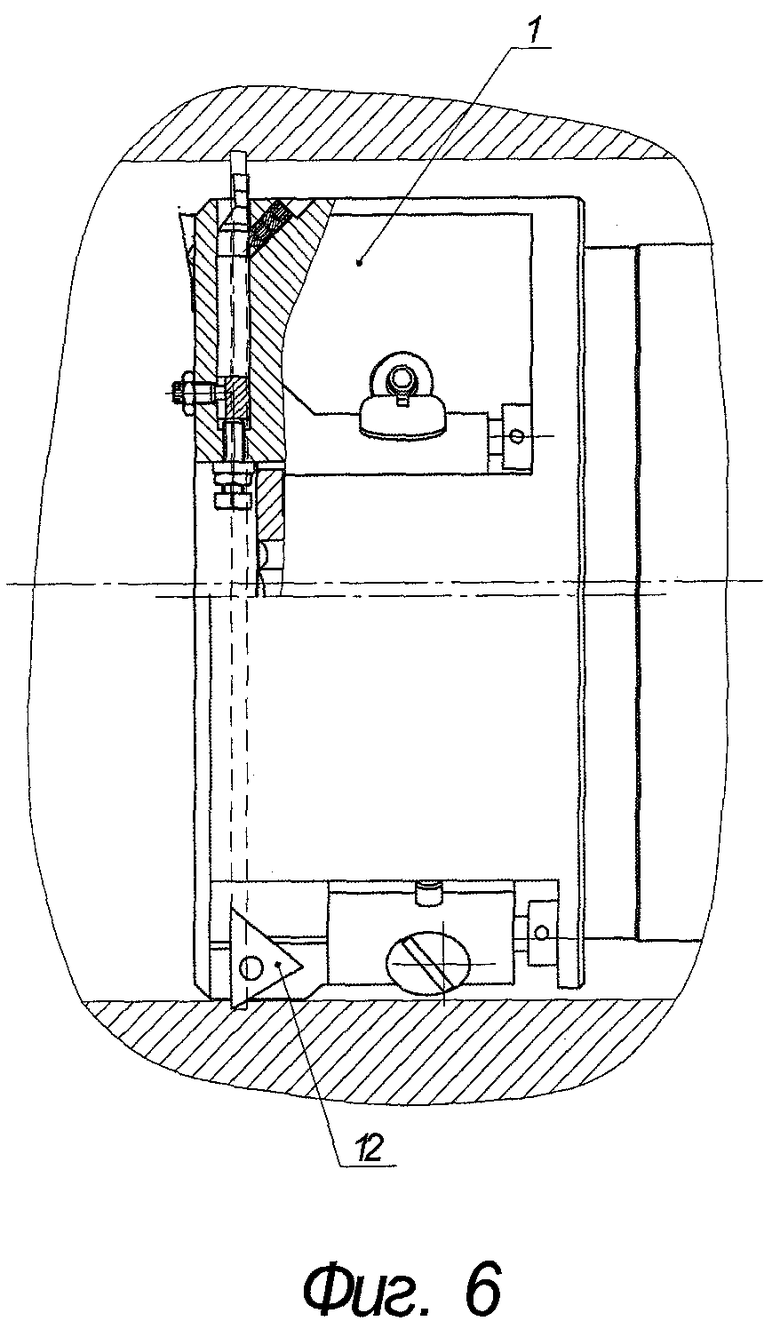
На фиг.6 представлена иллюстрация выполнения проточки канавки в обрабатываемом изделии (второй этап).
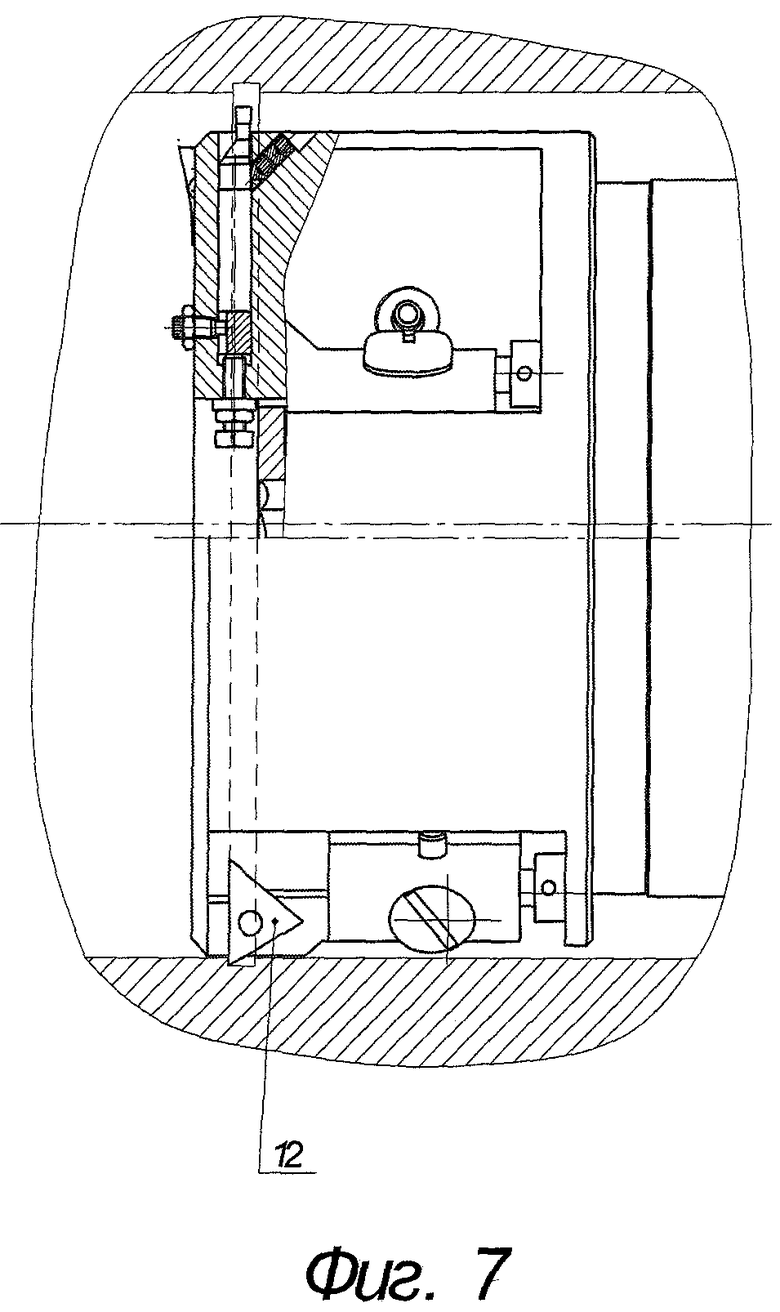
На фиг.7 представлена иллюстрация окончательного выполнения проточки в обрабатываемом изделии.
Устройство для крепления режущего инструмента в станках для обработки трубчатых изделий содержит корпус 1, выполненный в виде цилиндрического стержня, на одном конце которого закреплен фланец 2, служащий для закрепления корпуса устройства на салазках плансуппортной головки станка (на чертеже условно не показан).
На другом конце корпуса на его цилиндрической поверхности выполнены гнезда 3, в которых размещены и закреплены резцовые вставки 4, 5, 6, 7 и режущая пластина 8 для проточки канавки в обрабатываемом изделии.
В резцовых вставках 4, 5, 6 и 7 закреплены режущие пластины соответственно 9, 10, 11 и 12.
Режущие пластины 9, 10 и 12 предназначены для расточки внутреннего диаметра обрабатываемого изделия. Режущая пластина 11 предназначена для обработки торца обрабатываемого изделия и размещается между резцовыми вставками 4 и 5. Режущая пластина 8 для проточки канавки размещена в пазу диаметрально противоположно резцовой вставке 7.
Режущая пластина 8 выполнена с возможностью перемещения и фиксации ее в пазу 13 корпуса 1. Перемещение осуществляется при помощи винта 14 через клин 15 и фиксируется при помощи винтов 16, 17 и винта 18 с гайкой 19.
В зоне обработки размещены сопла 20 для подачи смазочно-охлаждающей жидкости.
Устройство работает следующим образом.
После закрепления корпуса 1 на станке при помощи фланца 2 устанавливается обрабатываемое изделие, охватывая корпус 1. Сначала резцовой вставкой 6 с пластиной 11 производится подрезка торца обрабатываемого изделия. После этого при помощи резцовых вставок 4, 5 и 7 с режущими пластинами 9, 10 и 12 осуществляется черновая расточка внутреннего диаметра обрабатываемого изделия. Затем производится проточка канавки (первый проход) по ширине режущей пластины 8 (фиг.5.) После этого корпус 1 перемещается в противоположном направлении, и режущая пластина 10 вводится в канавку (фиг.6) с последующим вторым проходом с осевой подачей и окончательной проточкой канавки в нужный размер (фиг.7). Окончательная чистовая расточка осуществляется резцовой вставкой 7 с режущей пластиной 10, расположенной радиально противоположно режущей пластине 8.
Указанные виды обработки могут осуществляться одновременно или последовательно.
Размещение пяти резцовых вставок с соответствующими режущими пластинами на одном корпусе (борштанге) позволяет расширить технологические возможности устройства при обработке длинномерных трубчатых изделий с упрощением его конструкции и производительности его работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
| ПАТРОН С РАДИАЛЬНЫМ ПЕРЕМЕЩЕНИЕМ РЕЗЦА | 2012 |
|
RU2509631C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Резцовая наладка для расточки и подрезки торцов | 1987 |
|
SU1496933A2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| СТАНОК ДЛЯ РАСТАЧИВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 2007 |
|
RU2397048C2 |
| СПОСОБ СЛЕДЯЩЕЙ ОБРАБОТКИ КРИВОЛИНЕЙНЫХ ЭЛЛИПТИЧЕСКИХ ПОВЕРХНОСТЕЙ И РЕЗЦОВОЕ СЛЕДЯЩЕЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2279331C2 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ ГЛУБОКИХ ОТВЕРСТИЙ | 1992 |
|
RU2067513C1 |
Режущий инструмент содержит борштангу, на корпусе которой размещены резцовые вставки с режущими пластинами для подрезки торца и для расточки внутреннего диаметра и выполнены отверстия для подачи смазочно-охлаждающей жидкости, при этом резцовые вставки выполнены с возможностью их съема и крепления. Для расширения технологических возможностей он снабжен режущей пластиной для проточки канавки, корпус борштанги выполнен в виде цилиндрического стержня, на одном конце которого закреплен фланец для крепления к станку, а на другом конце корпуса на цилиндрической поверхности выполнены гнезда для равномерного размещения по окружности и закрепления в них резцовых вставок для расточки внутреннего диаметра изделия, причем резцовая вставка для подрезки торца изделия размещена между двумя резцовыми вставками для расточки внутреннего диаметра, а режущая пластина для проточки канавки в обрабатываемом изделии размещена с возможностью ее перемещения и фиксации в пазу диаметрально противоположно третьей резцовой вставке для расточки внутреннего диаметра. 7 ил.
Режущий инструмент для станков для обработки трубчатых изделий, содержащий борштангу, на корпусе которой размещены резцовые вставки с режущими пластинами для подрезки торца обрабатываемого изделия и для расточки внутреннего диаметра изделия и выполнены отверстия для подачи смазочно-охлаждающей жидкости, при этом резцовые вставки выполнены с возможностью их съема и крепления, отличающийся тем, что он снабжен режущей пластиной для проточки канавки в обрабатываемом изделии, корпус борштанги выполнен в виде цилиндрического стержня, на одном конце которого закреплен фланец для крепления борштанги к станку, а на другом конце корпуса на цилиндрической поверхности выполнены гнезда для равномерного размещения по окружности и закрепления в них резцовых вставок для расточки внутреннего диаметра изделия, причем резцовая вставка для подрезки торца изделия размещена между двумя резцовыми вставками для расточки внутреннего диаметра, а режущая пластина для проточки канавки в обрабатываемом изделии размещена с возможностью ее перемещения и фиксации в пазу диаметрально противоположно третьей резцовой вставке для расточки внутреннего диаметра.
| Техника вашего бизнеса | |||
| Каталог, 2008 | |||
| Расточная головка | 1982 |
|
SU1060327A1 |
| Расточной инструмент | 1989 |
|
SU1660855A1 |
| Сборный режущий инструмент | 1986 |
|
SU1710204A1 |
| ПРИЦЕЛЬНО-НАВИГАЦИОННЫЙ КОМПЛЕКС МНОГОФУНКЦИОНАЛЬНОГО САМОЛЕТА АВИАНОСНОГО И НАЗЕМНОГО БАЗИРОВАНИЯ | 2005 |
|
RU2276328C1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |

