стия, удерживается и центрируется в отверстии за счет взаимодействия лепестков цанги 5 с шариками 12, размещенными в канавках 11 и прямоугольных пазах, выжимаемыми конусной поверхностью обоймы 13 и
1
Изобретение относится к металлообработке и является усовершенствованием устройства по авт. св. № 1224112.
Цель изобретения - повышение точности обработки за счет уменьшения деформации и смещения лепестков цанги по дуге окружности обрабатываемого отверстия.
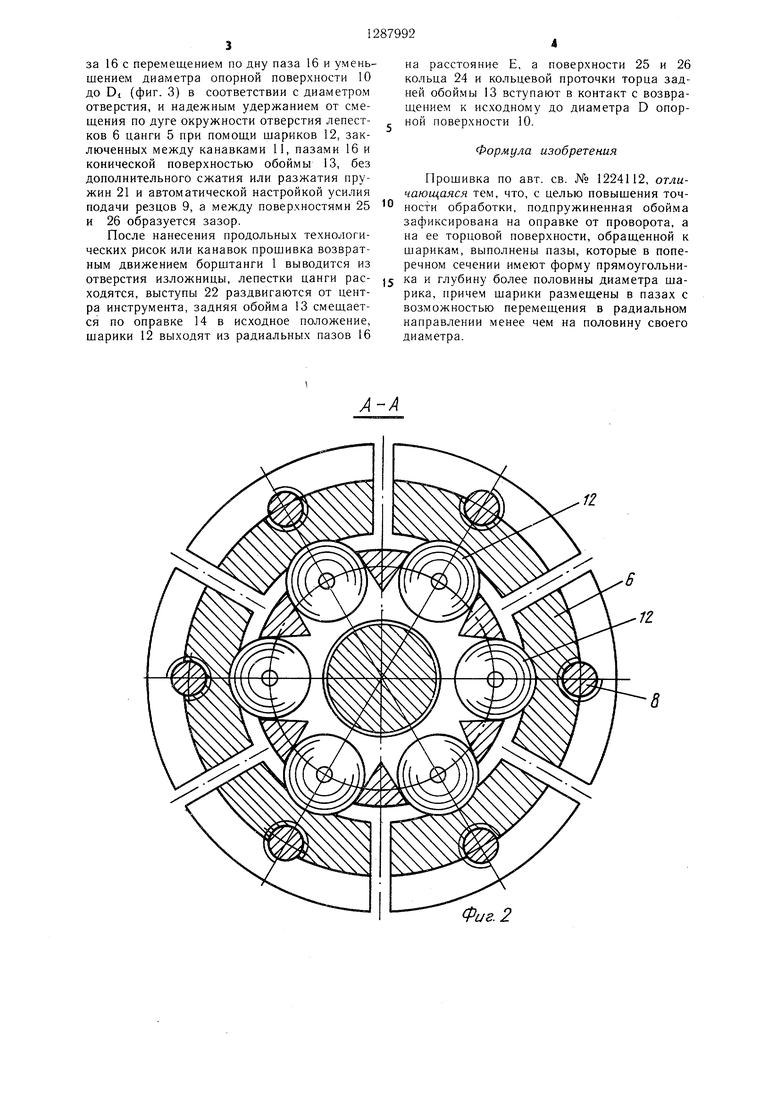
На фиг. 1 показана прошивка, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1; на фиг. 4 - паз обоймы с шариком, вид в плане.
Прошивка состоит из закрепленного на неврашаемой борштанге 1 станка (не показан) при помощи резьбового соединения 2 и стопора 3 корпуса 4 в виде цанги 5 с лепестками б, на которых при помощи винтов 7 и 8 установлены резцы 9 так, что их режущие кромки расположены выше опорной поверхности 10 цанги на расстояние С, равное глубине наносимых канавок или рисок на поверхность конусного отверстия изложницы (не показана).
В полости цанги 5 размешен регулируемый разжимной элемент в виде размещенных в канавках 11, выполненных на внутренней поверхности цанги 5, шариков 12, опирающихся на конусную поверхность задней обоймы 13 с внешним коническим торцом, установленной на оправке 14, жестко закрепленной к борштанге I при помощи резьбового соединения 15. Одновременно шарики 12 размещены в радиальных прямоугольных в сечении пазах 16, выполненных на торцовой поверхности, обращенной к шарикам 12 передней обоймы 17, глубиной h более половины диаметра d шарика. Передняя обойма 17 при помощи штифта 18, закрепленного в оправке 14 и входящего в радиальные отверстия 19, установлена на оправке 14 неповоротно. Передняя 17 и задняя 13 обоймы при помощи гайки 20 поджаты набором тарельчатых пружин 21.
На внутренней поверхности лепестков 6 цанги 5 выполнены выступы 22 с поднутрениями 23, образующими разрезное кольцо 24 с наружной поверхностью 25, которые установлены с возможностью взаимодействия с конической поверхностью внешнего торца задней обоймы 13 и наружной поверхностью 25 с внутренней поверхностью 26 кольцевой проточки внешнего торца задней обоймы
дном паза обоймы 17. Одновременно резцы 9 врезаются в поверхность отверстия на глубину С, нанося риски или выполняя канавки строго продольно и заданных размеров. 4 ил.
так, что при контакте поверхностей 25 и 26 прекрашается разжим лепестков 6 цанги 5 с максимальным выходом шариков 12 в радиальном направлении из пазов 16 передней
обоймы 17 на расстояние Е, меньшее половины диаметра d шарика.
Прошивка работает следующим образом.
Перед прошивкой отверстия производится настройка режущих кромок резцов 9 с помощью винтов 7 и 8 на расстояние С. Затем осуществляется регулировка натяга набора тарельчатых пружин 21 на требуемое усилие подачи резцов 9 при помощи гайки 20 без изменения диаметра D опорной
поверхности 10 и без выхода шариков 12 в радиальном направлении из пазов 16 передней обоймы 17 на расстояние, большее Е, так как при этом поверхности 25 и 26 находятся в контакте и вследствие этого разжатие лепестков 6 цанги 5 прекращено.
Настроенная прошивка при помощи бор- штанги 1 вводится Б отверстие невращаемого изделия.
Вошедшая в отверстие изложницы прошивка взаимодействует опорной поверхностью 10 с поверхностью конусного отверстия, удерживается и центрируется в отверстии за счет взаимодействия лепестков 6 цанги 5 с шариками 12, размещенными в канавках 11 и пазах 16, выжимаемы.ми конусной поверхностью обоймы 13 и дном паза 16 обоймы 17. Одновременно резцы 9 врезаются в поверхность отверстия на глубину С, нанося риски или выполняя канавки строго продольно и заданных размеров.
Прошивка конусного отверстия производится с большего диаметра на меньший при сближении к центру инструмента опорной поверхности 10, которая повторяет конус отверстия и воздействует канавками 11 лепестков 6 цанги 5 на шарики 12, одновременно выступы 22 сближаются к центру инструмента, смещаясь поверхностью 25 по конической поверхности задней обоймы 13, при этом последняя смещается по оправке 14 со смещением шариков 12, центр которых находится на расстоянии К от кромки паза 16,
по конической поверхности задней обоймы 13 в радиальном направлеш и по пазам 16 обоймы 17 до расстояния К от кромки паза 16 с перемещением по дну паза 16 и уменьшением диаметра опорной поверхности 10 до DI (фиг. 3) в соответствии с диаметром отверстия, и надежным удержанием от смещения по дуге окружности отверстия лепестков 6 цанги 5 при помощи шариков 12, заключенных между канавками 11, пазами 16 и конической поверхностью обоймы 13, без дополнительного сжатия или разжатия пружин 21 и автоматической настройкой усилия подачи резцов 9, а между поверхностями 25 и 26 образуется зазор.
После нанесения продольных технологических рисок или канавок прошивка возвратным движением борштанги 1 выводится из отверстия изложницы, лепестки цанги расходятся, выступы 22 раздвигаются от центра инструмента, задняя обойма 13 смещается по оправке 14 в исходное положение, шарики 12 выходят из радиальных пазов 16
на расстояние Е, а поверхности 25 и 26 кольца 24 и кольцевой проточки торца задней обоймы 13 вступают в контакт с возвращением к исходному до диаметра D опорной поверхности 10.
Формула изобретения
Прошивка по авт. св. № 1224112, отличающаяся тем, что, с целью повышения точности обработки, подпружиненная обойма зафиксирована на оправке от проворота, а на ее торцовой поверхности, обращенной к шарикам, выполнены пазы, которые в поперечном сечении имеют форму прямоугольника и глубину более половины диаметра шарика, причем шарики размещены в пазах с возможностью перемещения в радиальном направлении менее чем на половину своего диаметра.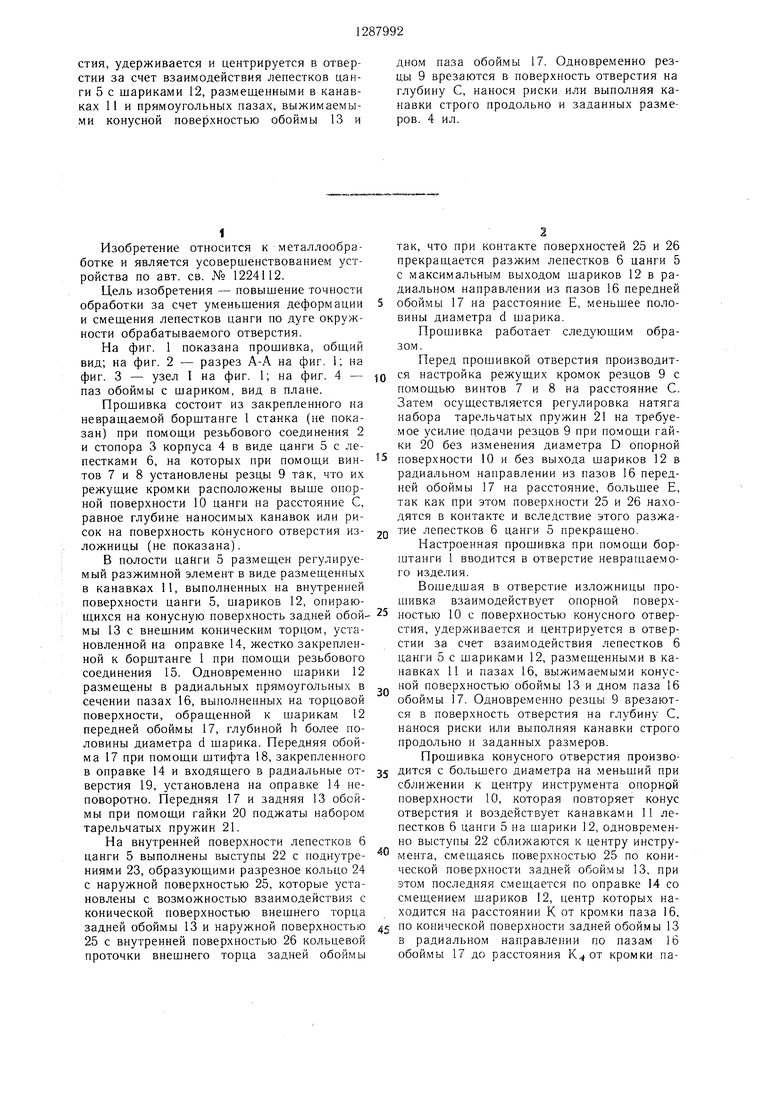
| название | год | авторы | номер документа |
|---|---|---|---|
| Прошивка | 1984 |
|
SU1224112A1 |
| Прошивка | 1984 |
|
SU1181795A1 |
| Инструмент для обработки канавок | 1982 |
|
SU1066751A1 |
| Устройство для обработки поверхности винтов пластическим деформированием | 1977 |
|
SU662218A1 |
| Борштанга | 1985 |
|
SU1398998A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| Раструбный стержень для изложницыцЕНТРОбЕжНОй МАшиНы | 1979 |
|
SU839675A1 |
Изобретение относится к металлообработке. Цель изобретения - повышение точности обработки за счет уменьшения деформации и смеш,ения лепестков цанги по дуге окружности обрабатываемого отверстия. Прошивка состоит из закрепленного на невращаемой борштанге 1 стакана при помош,и резьбового соединения 2 и стопора 3 корпуса 4 в виде цанги 5 с лепестками, на кото2 рых при помощи винтов 8 установлены резцы 9 таким образом, что их режущие кромки расположены выше опорной поверхности 10 цанги на расстояние С, равное глубине наносимых канавок на поверхность конусного отверстия. В полости цанги 5 размещен регулируемый разжимной элемент в виде размещенных в канавках 11 шариков 12, опирающихся на конусную поверхность задней обоймы 13 с внешним коническим торцом, установленной на оправке 14, жестко прикрепленной к борштанге 1 при помощи резьбового соединения 15. Одновременно шарики 12 размещены в радиальных прямоугольных в сечении пазах, выполненных на торцовой поверхности, обращенной к шарикам 12 передней обоймы 17, глубиной более половины диаметра щарика 12-. Вощедшая в отверстие прошивка взаимодействует опорной поверхностью 10 с поверхностью отвер(Л ; -Е га to с | со со ю NJ
12
Фиг. 2
I Л
Фи2А
фиг.З
| Прошивка | 1984 |
|
SU1224112A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
