Предметом изобретения является способ настройки обкатки в процессе нарезания летучим резцом червячных колес на зубофрезерном станке без применения протяжного суппорта.
В отличие от известного способа, служащего для тех же целей и за,ключающегося в том, что периодически гитара деления станка расцепляется, ведомое колесо поворачивается на один или несколько зубьев, а резец, соответственно, перемещается вдоль оси оправки, предлагается, в целях упрощения способа, винтовое движение резца осуществлять поворотом резца при помощи специальной зубчатой муфты, устанавливаемой в цепи деления, а перемещение резца вдоль оси оправки - при помощи кривой копира, нанесенной на торце втулки поддержки оправки.
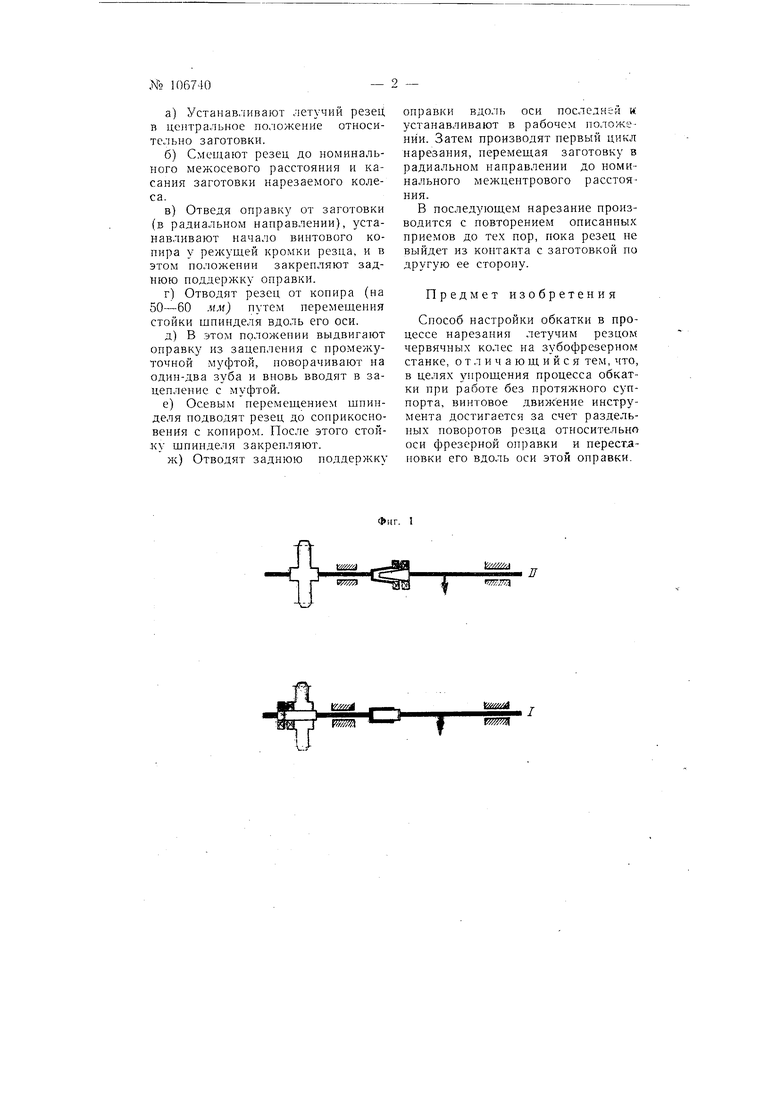
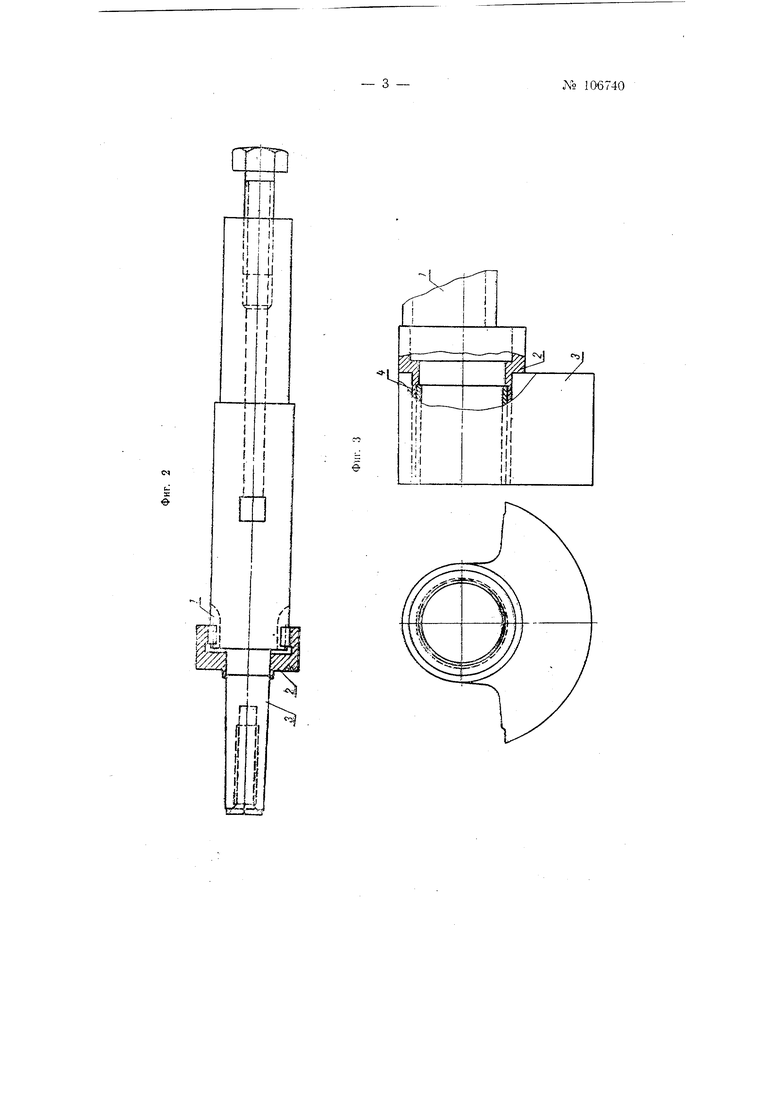
На фиг. 1 показана схема размещения зубчатой муфты, служащей для поворота резца (положения / и //); на фиг. 2- эскиз оправки летучего резца; на фиг. 3 - эскиз
поддержки (задней стойки) оправки; на фиг. 4 - схема расположения оправки летучего резца на различных этапах настройки процесса обкатки (положения а-ж),
Зубчатая муфта (фиг. 1) помещается на оси фрезерного щпинделя до или после его приводного элемента - ведущего зубчатого колеса. В перволг случае оправка летучего резца имеет обычный вид; во втором - на ней должны быть нарезаны зубья / для сцепления с зубчатой муфтой 2, закрепленной на фрезерном щпинделе 3 (фиг. 2).
Как указано выще, кривая копира / (фиг. 3), служащая для осевого перемещения резца, нанесена на торце втулки 2, устанавливаемой в задней поддержке 3 оправки резца. Во втулке 2 запрессована бронзовая втулка 4, служащая опорой для оправки резца.
На фиг. 4 показана последовательность действий при настройке обкатки червячного колеса рассматриваемым способом.
а)Устанавливают летучий резец в центральное по.чожение относительно заготовки.
б)Смещают резец до номинального межосевого расстояния и касания заготовки нарезаемого колеса.
в)Отведя оправку от заготовки (в радиальном направлении), устанавливают начало винтового копира у режущей кромки резца, и в этом положении закрепляют заднюю поддержку оправки.
г)Отводят резец от копира (на 50-60 мм) путем перемещения стойки щпинделя вдоль его оси.
д)В этом положении выдвигают оправку из зацепления с промежуточной муфтой, поворачивают на один-два зуба и вновь вводят в зацепление с муфтой.
е)Осевым перемещением щпинделя подводят резец до соприкосновения с копиром. После этого стойку шпинделя закрепляют.
ж) Отводят заднюю поддержку
оправки вдоль оси последней к устанавливают в рабочем положении. Затем производят первый цикл нарезания, перемещая заготовку в радиальном направлении до номинального межцентрового расстояния.
В последующем нарезание производится с повторением описанных приемов до тех пор, пока резец не выйдет из контакта с заготовкой по другую ее сторону.
Предмет изобретения
Способ настройки обкатки в процессе нарезания летучим резцом червячных колее на зубофрезерном станке, отличающийся тем, что, в целях упрощения процесса обкатки при работе без протяжного суппорта, винтовое движение инструмента достигается за счет раздельных поворотов резца относительно оси фрезерной оп)авки и перестановки его вдоль оси этой оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Зубофрезерный станок для изготовления глобоидного червяка | 2019 |
|
RU2694864C1 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1992 |
|
RU2026160C1 |
| ЗУБОФРЕЗЕРНЬШ СТАНОК | 1968 |
|
SU220725A1 |
| ВСЕСОЮЗНАЯ IОГ-ТТ}':"^!-!-. ...--..,,fА11г:г1*1ш-!:.А;-;-п;'' ^ЦЩ___БИ5ЛИС7и:?[Л (В. И. Романов | 1970 |
|
SU285473A1 |
| Протяжной суппорт к зубофрезерному станку | 1978 |
|
SU1022783A1 |
| Способ комбинированной обработки цилиндрических зубчатых колес | 1989 |
|
SU1798061A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |
| Зубофрезерный станок | 1984 |
|
SU1192915A1 |
| ЗУБОФРЕЗЕРНЫЙ СТАНОК С ГИДРАВЛИЧЕСКИМИ СВЯЗЯМИ ДЛЯ НАРЕЗАНИЯ НЕКРУГЛЫХ КОЛЕС | 1997 |
|
RU2130366C1 |
| ПРОТЯЖНОЙ СУППОРТ К ЗУБОФРЕЗЕРНОМУ СТАНКУ | 1963 |
|
SU214291A1 |

/////л
ff
ТТлШ
V.:
ми/Л
ШЙ4Я
HV
iQi
