Изобретение относится к станкостроению, а именно к зубообработке.
Известны токарно-затыловочные станки для затылования червячных модульных фрез, а также дисковых затылованных фрез, и дисковых фрез и метчиков.
Недостатком таких станков является ограниченная технологическая возможность - невозможность затыловать зубья червячных модульных фрез с равноповышающимся (или равнопонижающимся) модулем для фрезерования зубьев конических колес на зубофрезерном станке.
Целью изобретения является расширение технологических возможностей токарно-затыловочного станка - возможность нарезать модульную равноповышающуюся резьбу на червячной фрезе, а также возможность шлифовать профиль зубьев таких фрез.
Это достигается тем, что станок дополнительно снабжен кинематической цепью ускорения подачи, состоящей из дополнительного винта, дополнительного верхнего суппорта, помещенного на основном суппорте станка, и дополнительной гитары настройки дополнительного винта, предназначенной для ускорения (или замедления) движения резца при нарезании равноповышающегося модуля, а также дополнительного телескопического вала и муфты включения, взаимодействующие между собой таким образом, что дополнительный винт, вращаясь вокруг собственной оси от основного ходового винта, через гитару и телескопический вал передает дополнительное поступательное движение верхнему суппорту с резцом, который и нарезает равноповышающуюся резьбу модульную или любую другую.
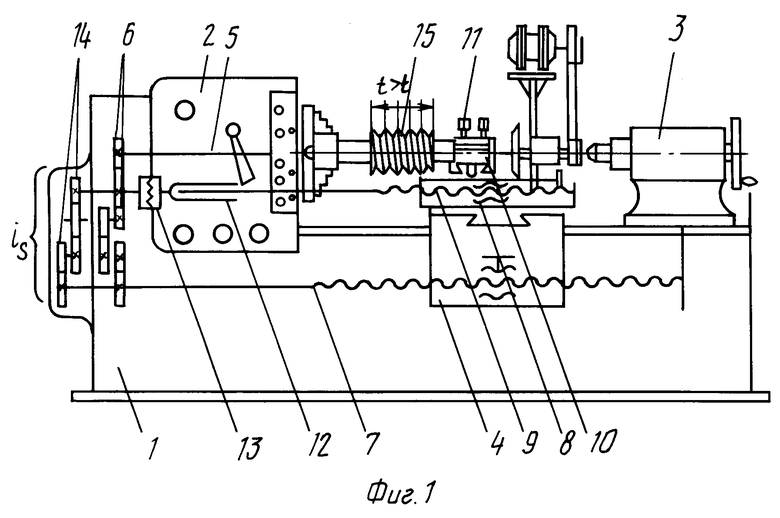
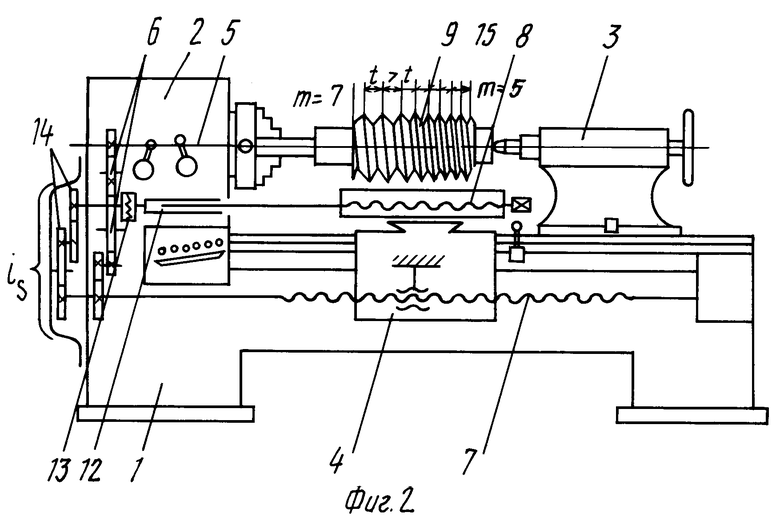
На фиг. 1 показан общий вид токарно-затыловочного станка с дополнительной кинематической цепью для нарезания равноповышающейся резьбы модульной или какой либо еще, как правило для модульных червячных фрез; на фиг. 2 - обычный токарно-винторезный станок, также как токарно-затыловочный оснащенный дополнительной кинематической цепью для ускоренного перемещения резца, т.е. для нарезания равноповышающейся по шагу и по модулю резьбы. Такие фрезы используются для нарезания зубьев конических колес с равноувеличивающимся модулем обычных конических колес, но на зубо-фрезерном станке с высокой производительностью.
Станок состоит из станины 1, передней бабки 2, задней бабки 3, суппорта 4, шпинделя 5, гитары 6 между шпинделем и ходовым винтом 7. Дополнительная кинематическая цепь состоит из дополнительного суппорта 8, перемещающегося вдоль направляющих станины от винта 9, на котором помещен верхний суппорт 10 с резцедержателем 11. Винт 9, вращаясь вокруг собственной оси, передает движение через телескопический вал 12, муфту 13 на гитару 14, связывающую винт 9 с винтом 7, и резец с резцедержателем 11 перемещается от двух винтов - основного и дополнительного, нарезая равноувеличивающуюся резьбу по шагу и модулю 15.
Станок работает следующим образом.
Шпиндель 5, вращаясь вокруг собственной оси, передает вращение через гитару 6 на ходовой винт 7. Гитара 6 настраивается на модульную резьбу (например 5 на модуль 5 мм). Если не включать муфту 13, то будет нарезана модульная резьба с М=5 мм на всей длине заготовки. Если же включают муфту 13, то винт 9 начинает вращаться, дополнительный суппорт 8 ускоряет движение основного суппорта и получается модульная резьба с повышающимся равномерно шагом и естественно модулем. Например, за восемь шагов надо увеличить шаг на два модуля, т.е. до 7 мм. Соответствующим образом рассчитывается передаточное отношение гитары 14, соединяющей оба винта 7 и 9. Расчет должен быть одновременно с расчетом геометрических параметров конической шестерни, для которой предназначена эта фреза. Так коничка в данном случае должна иметь на меньшем диаметре модуль 5 мм, а на большем 7 мм, а фреза должна переместиться вдоль своей оси на расчетную величину, связанную с вертикальной подачей.
Нарезание такой резьбы с равноувеличивающимся шагом может быть полезно, например, еще и в замковой резьбе для замковой резьбы на замках к бурильным трубам, где будет большее уплотнение в резьбе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ затылования зубьев режущих инст-РуМЕНТОВ и CTAHOK для ЕгО ОСущЕСТВлЕНия | 1979 |
|
SU841778A1 |
| ЧЕРВЯЧНАЯ ПЕРЕДАЧА, СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ И ИНСТРУМЕНТ ДЛЯ ЕЁ ВЫПОЛНЕНИЯ | 1998 |
|
RU2200262C2 |
| ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК | 1970 |
|
SU263370A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Токарно-затыловочный станок | 1981 |
|
SU1052344A1 |
| ВНУТРИШЛИФОВАЛЬНЫЙ СТАНОК | 1991 |
|
RU2012479C1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1991 |
|
RU2026162C1 |
| Устройство к токарно-винторезному станку для нарезания зубчатых изделий | 1984 |
|
SU1197799A1 |
| Шлифовально-затыловочный полуавтомат для цилиндрических фрез | 1987 |
|
SU1442375A1 |
| МНОГОФУНКЦИОНАЛЬНЫЙ ТОКАРНЫЙ СТАНОК | 1996 |
|
RU2103114C1 |
Изобретение относится к станкостроению. Станок снабжен кинематической связью шпинделя с верхним суппортом и дополнительной гитарой настройки и телескопическим валом. При обработке резец в результате сложения движения продольного и верхнего суппортов перемещается с постоянно увеличивающимся шагом. 2 ил.
ТОКАРНО-ЗАТЫЛОВОЧНЫЙ СТАНОК, содержащий размещение на станине переднюю и заднюю бабки, суппорт с ходовым винтом привода, резцовую каретку с установленной на ней верхней кареткой с винтовым приводом, отличающийся тем, что, с целью повышения технологических возможностей, он снабжен связанной со шпинделем дополнительной гитарой настройки и телескопическим валом с муфтой, предназначенными для кинематической связи шпинделя с винтом верхней каретки.
| Ачеркан НС | |||
| и др | |||
| Металлорежущие станки | |||
| M.: Машиностроение, 1965, т.1, с.56 и 57. |
